一种平台加工用可变焊接组装工装的制作方法
1.本发明涉及塔机平台加工技术领域,具体涉及一种平台加工用可变焊接组装工装。
背景技术:
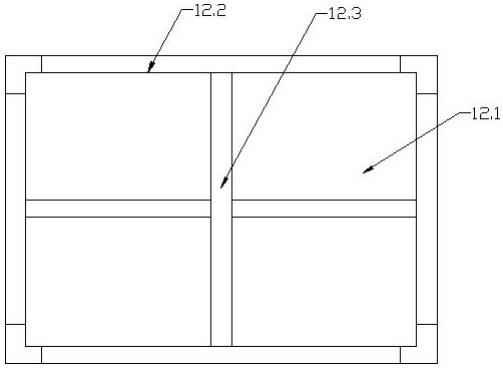
2.塔吊是建筑工地上常用的起重设备,用来吊运施工材料。现有的钢结构平台12一般是包括网孔板12.1、由方钢和角钢首尾焊接成外围框12.2、和/或固定在外围框12.2内且位于网孔板12.1内侧由至少两根方钢交叉焊接成的加强筋12.3。然塔吊的钢结构平台不仅尺寸有多种,而且外围轮廓有矩形(如图1所示)、梯形(如图2所示)、异型等。现有技术中是不同形状、不同尺寸的平台是在不同的焊接工装上完成焊接的,这就需要生产企业配备多个焊接工装,导致企业生产成本增加,且在实际操作中增加了转运工序,影响工作效率。
技术实现要素:
3.针对上述现有技术中存在的不足,本发明的目的是提供一种结构设计合理且适用范围广的平台加工用可变焊接组装工装。
4.为实现上述目的,本发明采用的技术方案是:一种平台加工用可变焊接组装工装,包括底座,其特征在于,在底座顶部中间位置开设有贯穿其上、下部的第一环形槽且第一环形槽纵截面为t型,在第一环形槽内滑动配合有至少四个加强筋压紧组件;在底座顶部且位于第一环形槽的外侧开设有多个沿第一环形槽径向均匀分布且贯穿底座上、下部的导向槽,在每个导向槽内滑动配合有外围框压紧组件。
5.进一步,每个加强筋压紧组件包括第一升降气缸、限位盘、伺服电机、第一压块,其中限位盘卡在第一环形槽内且限位盘与第一环形槽滑动配合,限位盘底部固定连接有第一升降气缸且在限位盘中心开设有供第一升降气缸伸缩杆穿过的通孔;在第一升降气缸的伸缩杆顶部固定连接有伺服电机,伺服电机的输出轴竖直朝上且在输出轴端部固定连接有一第一压块。
6.进一步,每个外围框压紧组件包括倒t型滑块、限位块、第二升降气缸、第二压块、多级伸缩缸,其中倒t型滑块由下往上穿过对应的导向槽后且倒t型滑块的顶部固定连接有限位块,限位块位于底座顶部之上且与底座滑动配合,在倒t型滑动的底部一侧固定连接有一多级伸缩缸的最后一级活塞杆,多级伸缩缸的活塞杆伸展方向与对应的导向槽伸展方向相同,多级伸缩缸的缸筒设置在底座底部相适应位置上;在每个限位块顶部固定连接有第二升降气缸,第二升降气缸的伸缩杆竖直朝上伸展且在伸缩杆顶部固定连接有第二压块。
7.进一步,在底座上还开设有贯穿其上、下部的第二环形槽,第二环形槽将所有的导向槽进行连通;对应地,在底座上且对应于多级伸缩缸设置的位置上也开设有第三环形槽,每个多级伸缩缸上固定有伸缩缸滑块,所有的伸缩缸滑块嵌设在第三环形槽上且与第三环形槽滑动配合;在每个伸缩缸滑块的底部固定连接有齿条,在底座底部相适应位置上固定连接有微型伺服电机,在微型伺服电机的输出轴上固定连接有一驱动齿轮,每个驱动齿轮
与对应的齿条相啮合。以实现最外框压紧点的微调。
8.进一步,在第一升降气缸的缸筒外周固定连接有环形安装座,在环形安装座上且沿其圆周方向上开设有多个螺纹孔,通过多个拧紧螺栓将第一升降气缸固定在底座相适应位置上。该方案实现在当加强筋压紧组件位置调整好后,对其进行固定。
9.与现有技术相比,本发明具备的有益效果是:本发明通过第一环形槽、加强筋压紧组件、导向槽、外围框压紧组件等设置,能够使其适用于不同尺寸大小的矩形平台、梯形平台、甚至是部分异型平台进行组装固定,大大提高了本发明的适用性,对于生产企业而言,大大降低了生产成本,而且减少了部分转运工序,提高了工作效率。
附图说明
10.图1为现有技术中矩形平台的结构俯视示意图;图2为现有技术中梯形平台的结构俯视示意图;图3本发明实施例一的结构俯视示意图;图4为本发明实施例一的结构仰视示意图;图5为本发明实施例二的结构仰视示意图;图6为图5a部放大图;图7为本发明所述第一环形槽与某个加强筋压紧组件位置关系连接示意图;其中,1、底座,2、第一环形槽,3、加强筋压紧组件,3.1、第一升降气缸,3.2、限位盘,3.3、伺服电机,3.4、第一压块,3.5、环形安装座,4、导向槽,5、外围框压紧组件,5.1、倒t型滑块,5.2、限位块,5.3、第二升降气缸,5.4、第二压块,5.5、多级伸缩缸,6、第二环形槽,7、第三环形槽,8、伸缩缸滑块,9、齿条,10、微型伺服电机,11、驱动齿轮,12、平台,12.1、网孔板,12.2、外围框,12.3、加强筋。
具体实施方式
11.现结合附图及具体实施例,对本发明作进一步的阐述。以下为本发明最为优选的方案,但其并不限制本发明的保护范围,任何在不脱离本发明构思前提下的等同或相似替换,均应落在本发明的保护范围内。且下文未详述部分均应按现有技术中进行。
12.本文中,有关连接关系的术语,如“固定连接”、“固定”均按常规方式进行,如具体根据实际情况为焊接固定或螺栓连接等。
13.实施例一如图3、图4、图7所示,本发明的一种平台加工用可变焊接组装工装,包括底座1,底座1由支腿支撑在地面上,在底座1顶部中间位置开设有贯穿其上、下部的第一环形槽2且第一环形槽2纵截面为t型,在第一环形槽2内滑动配合有四个加强筋压紧组件3。每个加强筋压紧组件3包括第一升降气缸3.1、限位盘3.2、伺服电机3.3、第一压块3.4,其中限位盘3.2卡在第一环形槽2内且限位盘3.2与第一环形槽2滑动配合,限位盘3.2底部固定连接有第一升降气缸3.1且在限位盘3.2中心开设有供第一升降气缸3.1伸缩杆穿过的通孔,在第一升降气缸3.1的伸缩杆顶部固定连接有伺服电机3.3,伺服电机3.3的输出轴竖直朝上且在输出轴端部固定连接有一第一压块3.4,通过伺服电机3.3将第一压块3.4旋转至合适位置从
而对构成加强筋的方钢进行压紧固定;在第一升降气缸3.1的缸筒外周固定连接有环形安装座3.5,在环形安装座3.4上且沿其圆周方向上开设有多个螺纹孔,通过多个拧紧螺栓将第一升降气缸3.1固定在底座1相适应位置上,当在当加强筋压紧组件3位置调整好后,将其固定在对应位置上。通过第一升降气缸3.1带动第一压块3.4升至合适位置以实现对构成加强筋的方钢进行压紧固定、下降至第一环形槽2内以在某些不需要加强筋的平台焊接中不影响网孔板放平。
14.在底座1顶部且位于第一环形槽2的外侧开设有多个沿第一环形槽2径向均匀分布且贯穿底座1上、下部的导向槽4,在每个导向槽4内滑动配合有外围框压紧组件5。每个外围框压紧组件5包括倒t型滑块5.1、限位块5.2、第二升降气缸5.3、第二压块5.4、多级伸缩缸5.5,其中倒t型滑块5.1由下往上穿过对应的导向槽4后且倒t型滑块5.1的顶部固定连接有限位块5.2,限位块5.2位于底座1顶部之上且与底座1滑动配合,在倒t型滑块5.1的底部一侧固定连接有一多级伸缩缸5.5的最后一级活塞杆,多级伸缩缸5.5的活塞杆伸展方向与对应的导向槽4伸展方向相同,多级伸缩缸5.5的缸筒固定连接在底座1底部相适应位置上;在每个限位块5.2顶部固定连接有第二升降气缸5.3,第二升降气缸5.3的伸缩杆竖直朝上伸展且在伸缩杆顶部固定连接有第二压块5.4。
15.本实施例因多级伸缩缸5.5是固定在底座1上的,可根据实际的常规几种外形的平台预设导向槽4的个数。使用时,通过对应位置上的多级伸缩缸5.5拉动第二压块5.4至合适位置(构成外围框的方钢或角钢的外侧),然后启动第二升降气缸5.3回缩至将对应的方钢或角钢进行压紧。同时,根据构成加强筋的方钢所处位置调整加强筋压紧组件的位置,通常加强筋压紧组件压紧的位置靠近方钢的交叉点位置。当在对没有加强筋的平台进行组装时,通过第一升降气缸带动第一压块等一起缩回至第一环形槽2内,以保证网孔板的放置水平度。
16.实施例二除以下不同外,其余同实施例一:如图5-7所示,本实施例还在底座1上还开设有贯穿其上、下部的第二环形槽6,第二环形槽6将所有的导向槽4进行连通;对应地,在底座1上且对应于多级伸缩缸5.5设置的位置上也开设有第三环形槽7,每个多级伸缩缸5.5上固定有伸缩缸滑块8,所有的伸缩缸滑块8顶部嵌设并限位在第三环形槽7上且与第三环形槽7滑动配合;在每个伸缩缸滑块8的底部固定连接有齿条9,在底座1底部相适应位置上固定连接有微型伺服电机10,在微型伺服电机10的输出轴上固定连接有一驱动齿轮11,每个驱动齿轮11与对应的齿条9相啮合。在实际操作中,可能需要对外围框的角钢或方钢压紧点进行微调,本实施例通过对应的微型伺服电机10带动驱动齿轮11,进而带动对应齿条9,从而带动对应的多级伸缩缸5.5沿第三环形槽7滑动至合适位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1