一种风机导风筒端口的成型冲孔机的制作方法
:
1.本发明涉及风机加工设备的技术领域,更具体地说涉及一种风机导风筒端口的成型冲孔机。
背景技术:
2.目前导风筒是一些轴流风机的重要组成部分,其导风、降噪等功能。现有的导风筒一般包括圆形的筒体,筒体进风处的端口成型有面板,在筒体进风处设置风机,风机上的电机可以通过电机支架固定在在面板上,而筒体出风处的端部需要对筒体进行翻边和打孔,以便于筒体的出风处可以安放防护网;而目前对筒体出风处的翻边和打孔均通过人工手动加工完成,其加工效率不高,对工人的劳动强度大。
技术实现要素:
3.本发明的目的就是针对现有技术之不足,而提供了一种风机导风筒端口的成型冲孔机,其成型冲孔机可以代替人工加工导风筒上的翻边和安装孔,不仅有效提高加工的生产效率,还能有效减轻工人的劳动强度。
4.一种风机导风筒端口的成型冲孔机,包括机架、旋转驱动机构、装夹转盘和夹紧机构,机架包括矩形的平台,平台四角固定连接有立柱;所述的旋转驱动机构包括主轴座和旋转主轴,主轴座插接固定在平台的中部,旋转主轴插接在主轴座内并轴承连接在主轴座上;旋转主轴的上端伸出主轴座和装夹转盘相固接;装夹转盘包括固定在旋转主轴上的旋转底盘,旋转底盘的上侧设有圆环状的夹套,夹套内圈的内壁呈圆锥面并插接有圆锥形的涨芯,涨芯上插接有涨紧拉杆,涨紧拉杆插接在旋转主轴内并通过轴承连接在旋转主轴上;涨紧拉杆的上端伸出涨芯螺接固定有上定位螺母,涨紧拉杆的下端伸出旋转主轴插套连接有夹紧机构;所述平台的一角固定连接有与装夹转盘相对的扩口压边机构,扩口压边机构一侧的平台上固定有与装夹转盘相对的打孔机构;
5.所述装夹转盘上的夹套由若干扇形的夹头组成,夹头包括圆弧形的内涨紧套和外夹板,内涨紧套和外夹板之间固定连接有若干辐杆;所述的旋转底盘上成型有若干道呈发散状的导向槽,旋转底盘的导向槽上插接有t型的连接柱,连接柱的上端穿过隔套固定在外夹板上;
6.所述的扩口压边机构包括固定在平台上的底板,底板远离平台的一侧固定有液压缸安装座,液压缸安装座上固定连接有水平的进给液压缸,进给液压缸的活塞杆穿过液压缸安装座固定有连接块;所述进给液压缸两侧的底板上固定有水平的进给导轨,进给导轨上插套有进给滑块,进给滑块上固定有竖向的进给座,连接块固定在进给座上;所述的进给座上固定有若干竖向的升降导轨,升降导轨上插套有升降滑块,升降滑块上固定连接有轮组安装板,轮组安装板靠近装夹转盘的一端成型有槽口,槽口内插接有竖向并呈喇叭口状的扩口轮和水平的压边轮,压边轮位于扩口轮和槽口的侧壁之间,压边轮和扩口轮上均设有连接轴,扩口轮和压边轮上的连接轴分别插接在第一轴承座和第二轴承座上,第一轴承
座和第二轴承座固定在轮组安装板上;所述进给座的上端固定连接有安装支架,安装支架上固定有升降液压缸,升降液压缸的活塞杆固定在轮组安装板上;
7.所述的打孔机构包括水平的进给滑台,进给滑台的滑座上固定连接有竖向的升降滑台,升降滑台的滑座上固定有悬臂架,悬臂架上固定有孔钳,孔钳包括“匚”字形的冲孔架,冲孔架的上端面上固定连接有冲孔液压缸,冲孔液压缸的活塞杆上固定连接有冲头,冲头的下端插设在冲孔架的槽口内。
8.优选的,所述旋转驱动机构上旋转主轴的下端伸出主轴座通过键连接有主动带轮,主动带轮一侧的平台上固定连接有电机安装座,电机安装座上固定连接有伺服电机,伺服电机的转轴上插套固定有主动带轮,主动带轮和主动带轮上插套有同步带并通过同步带相连接。
9.优选的,所述主动带轮下侧的旋转主轴上螺接有圆环形的限位螺母,主动带轮的下端面抵靠在限位螺母上,主动带轮的上端面抵靠有挡环,挡环螺接固定在旋转主轴上;所述旋转主轴上成型有安设涨紧拉杆的中心孔,中心孔的孔径大于涨紧拉杆的直径。
10.优选的,所述的夹紧机构包括圆环状的夹紧液压缸,涨紧拉杆的下端穿过夹紧液压缸成型有下支轴,夹紧液压缸缸体的上端面上固定连接有液压缸安装板,液压缸安装板插套固定在涨紧拉杆上,液压缸安装板的一侧成型有分支板,分支板的外端插接有竖向的固定销,固定销的上端插接固定在固定座上,固定座的上端固定在平台上;所述的夹紧液压缸的活塞杆上固定连接有止转板,止转板插套在涨紧拉杆的下支轴上并抵靠在涨紧拉杆的下端面上,下支轴的下端螺接有下定位螺母,下定位螺母抵靠在涨紧拉杆上;所述止转板上成型有自转杆,自转杆的外端插接固定有止转销,止转销插接在分支板上。
11.优选的,所述涨紧拉杆的上端成型有上支轴,上定位螺母螺接固定在上支轴的上端面,涨芯上成型有与涨紧拉杆相对的台阶孔,涨紧拉杆上的上支轴插设在,涨芯的台阶孔内并插套有上深沟球轴承和上推力轴承,上深沟球轴承的内圈抵靠在涨紧拉杆的上端面,上深沟球轴承的外圈抵靠在涨芯台阶孔的台阶面上;所述上推力轴承的下挡圈抵靠在上深沟球轴承上,上推力轴承的上挡圈抵靠在垫圈上,垫圈抵靠在上定位螺母上;
12.所述限位螺母的上、下端均成型有沉台,限位螺母上侧的沉台内插套有滚子轴承,限位螺母通过滚子轴承连接在涨紧拉杆上,限位螺母下侧的沉台内插接有下推力轴承,下推力轴承的上挡圈抵靠在沉台的地底面上,下推力轴承的下挡圈抵靠在液压缸安装板上。
13.优选的,所述主轴座四周的平台上端面上固定有圆环状的支撑导轨,支撑导轨上抵靠在若干个导轮,导轮安装固定在旋转底盘的下端面上。
14.优选的,所述孔钳和悬臂架之间设有竖向的燕尾槽轨,孔钳的冲孔架上成型有燕尾型的导向块,冲孔架上的导向块插接在燕尾槽轨内;燕尾槽轨的上、下端均固定有挡板,所述燕尾槽轨的长度大于冲孔架上导向块的长度。
15.本发明的有益效果在于:
16.它设计的成型冲孔机可以代替人工加工导风筒上的翻边和安装孔,不仅有效提高加工的生产效率,还能有效减轻工人的劳动强度。
附图说明:
17.图1为本发明的立体结构示意图;
18.图2为本发明另一角度的立体结构示意图;
19.图3为本发明正视的结构示意图;
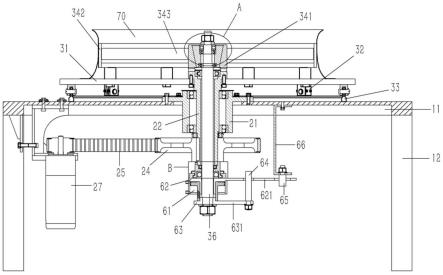
20.图4为本发明侧视方向的半剖示意图;
21.图5为图4中a处的局部放大结构示意图;
22.图6为图4中b处的局部放大结构示意图;
23.图7为本发明未安装导风筒的立体结构示意图;
24.图8为本发明内扩口压边机构的立体结构示意图;
25.图9为本发明内扩口压边机构的正视结构示意图;
26.图10为本发明内打孔机构的立体结构示意图;
27.图11为本发明内打孔机构的正视结构示意图;
28.图12为本发明导风筒加工过程的各状态图。
29.图中:10、机架;11、平台;12、立柱;
30.20、旋转驱动机构;21、主轴座;22、旋转主轴;23、限位螺母;24、从动带轮;25、同步带;26、主动带轮;27、从动带轮;28、伺服电机;
31.30、旋转底盘;311、导向槽;32、导轮;33、支撑导轨;34、夹头;341、内涨紧套;342、外夹板;343、辐杆;35、涨芯;36、涨紧拉杆;37、上定位螺母;38、上推力轴承;39、上深沟球轴承;310、隔套;
32.40、扩口压边机构;41、底板;42、进给液压缸;43、液压缸安装座;44、进给导轨;45、进给滑块;46、连接块;47、进给座;48、轮组安装板;481、槽口;49、升降导轨;410、升降滑块;411、安装支架;412、升降液压缸;413、扩口轮;414、压边轮;415、第一轴承座;416、第二轴承座;
33.50、打孔机构;51、进给滑台;52、升降滑台;53、悬臂架;54、打孔机构;541、冲孔架;542、冲孔液压缸;543、冲头;55、燕尾槽轨;
34.60、打孔机构;61、夹紧液压缸;62、液压缸安装板;621、分支板;63、止转板;631、自转杆;64、止转销;65、固定座;66、固定座;68、下定位螺母。
35.70、导风筒;71、初始风筒;72、扩口风筒;73、压边风筒;74、打孔风筒。
具体实施方式:
36.实施例:见图1至11所示,一种风机导风筒端口的成型冲孔机,包括机架10、旋转驱动机构20、装夹转盘30和夹紧机构60,机架10包括矩形的平台11,平台11四角固定连接有立柱12;所述的旋转驱动机构20包括主轴座21和旋转主轴22,主轴座21插接固定在平台11的中部,旋转主轴22插接在主轴座21内并轴承连接在主轴座21上;旋转主轴22的上端伸出主轴座21和装夹转盘30相固接;装夹转盘30包括固定在旋转主轴22上的旋转底盘31,旋转底盘31的上侧设有圆环状的夹套,夹套内圈的内壁呈圆锥面并插接有圆锥形的涨芯35,涨芯35上插接有涨紧拉杆36,涨紧拉杆36插接在旋转主轴22内并通过轴承连接在旋转主轴22上;涨紧拉杆36的上端伸出涨芯35螺接固定有上定位螺母37,涨紧拉杆36的下端伸出旋转主轴22插套连接有夹紧机构60;所述平台11的一角固定连接有与装夹转盘30相对的扩口压边机构40,扩口压边机构40一侧的平台11上固定有与装夹转盘30相对的打孔机构50;
37.所述装夹转盘30上的夹套由若干扇形的夹头34组成,夹头34包括圆弧形的内涨紧
套341和外夹板342,内涨紧套341和外夹板342之间固定连接有若干辐杆343;所述的旋转底盘31上成型有若干道呈发散状的导向槽311,旋转底盘31的导向槽311上插接有t型的连接柱,连接柱的上端穿过隔套310固定在外夹板342上;
38.所述的扩口压边机构40包括固定在平台11上的底板41,底板41远离平台11的一侧固定有液压缸安装座43,液压缸安装座43上固定连接有水平的进给液压缸42,进给液压缸42的活塞杆穿过液压缸安装座43固定有连接块46;所述进给液压缸42两侧的底板41上固定有水平的进给导轨44,进给导轨44上插套有进给滑块45,进给滑块45上固定有竖向的进给座47,连接块46固定在进给座47上;所述的进给座47上固定有若干竖向的升降导轨49,升降导轨49上插套有升降滑块410,升降滑块410上固定连接有轮组安装板48,轮组安装板48靠近装夹转盘30的一端成型有槽口481,槽口481内插接有竖向并呈喇叭口状的扩口轮413和水平的压边轮414,压边轮414位于扩口轮413和槽口481的侧壁之间,压边轮414和扩口轮413上均设有连接轴,扩口轮413和压边轮414上的连接轴分别插接在第一轴承座415和第二轴承座416上,第一轴承座415和第二轴承座416固定在轮组安装板48上;所述进给座47的上端固定连接有安装支架411,安装支架411上固定有升降液压缸412,升降液压缸412的活塞杆固定在轮组安装板48上;
39.所述的打孔机构50包括水平的进给滑台51,进给滑台51的滑座上固定连接有竖向的升降滑台52,升降滑台52的滑座上固定有悬臂架53,悬臂架53上固定有孔钳54,孔钳54包括“匚”字形的冲孔架541,冲孔架541的上端面上固定连接有冲孔液压缸542,冲孔液压缸542的活塞杆上固定连接有冲头543,冲头543的下端插设在冲孔架541的槽口内。
40.优选的,所述旋转驱动机构20上旋转主轴22的下端伸出主轴座21通过键连接有从动带轮24,从动带轮24一侧的平台11上固定连接有电机安装座28,电机安装座28上固定连接有伺服电机27,伺服电机27的转轴上插套固定有主动带轮26,主动带轮26和从动带轮24上插套有同步带25并通过同步带25相连接。
41.优选的,所述从动带轮24下侧的旋转主轴22上螺接有圆环形的限位螺母23,从动带轮24的下端面抵靠在限位螺母23上,从动带轮24的上端面抵靠有挡环,挡环螺接固定在旋转主轴22上;所述旋转主轴22上成型有安设涨紧拉杆36的中心孔,中心孔的孔径大于涨紧拉杆36的直径。
42.优选的,所述的夹紧机构60包括圆环状的夹紧液压缸61,涨紧拉杆36的下端穿过夹紧液压缸61成型有下支轴,夹紧液压缸61缸体的上端面上固定连接有液压缸安装板62,液压缸安装板62插套固定在涨紧拉杆36上,液压缸安装板62的一侧成型有分支板621,分支板621的外端插接有竖向的固定销65,固定销65的上端插接固定在固定座66上,固定座66的上端固定在平台11上;所述的夹紧液压缸61的活塞杆上固定连接有止转板63,止转板63插套在涨紧拉杆36的下支轴上并抵靠在涨紧拉杆36的下端面上,下支轴的下端螺接有下定位螺母68,下定位螺母68抵靠在涨紧拉杆36上;所述止转板63上成型有自转杆631,自转杆631的外端插接固定有止转销64,止转销64插接在分支板621上。
43.优选的,所述涨紧拉杆36的上端成型有上支轴,上定位螺母37螺接固定在上支轴的上端面,涨芯35上成型有与涨紧拉杆36相对的台阶孔,涨紧拉杆36上的上支轴插设在,涨芯35的台阶孔内并插套有上深沟球轴承39和上推力轴承38,上深沟球轴承39的内圈抵靠在涨紧拉杆36的上端面,上深沟球轴承39的外圈抵靠在涨芯35台阶孔的台阶面上;所述上推
力轴承38的下挡圈抵靠在上深沟球轴承39上,上推力轴承38的上挡圈抵靠在垫圈上,垫圈抵靠在上定位螺母37上;
44.所述限位螺母23的上、下端均成型有沉台,限位螺母23上侧的沉台内插套有滚子轴承210,限位螺母23通过滚子轴承210连接在涨紧拉杆36上,限位螺母23下侧的沉台内插接有下推力轴承29,下推力轴承29的上挡圈抵靠在沉台的地底面上,下推力轴承29的下挡圈抵靠在液压缸安装板62上。
45.优选的,所述主轴座21四周的平台11上端面上固定有圆环状的支撑导轨33,支撑导轨33上抵靠在若干个导轮32,导轮32安装固定在旋转底盘31的下端面上。
46.优选的,所述孔钳54和悬臂架53之间设有竖向的燕尾槽轨55,孔钳54的冲孔架541上成型有燕尾型的导向块,冲孔架541上的导向块插接在燕尾槽轨55内;燕尾槽轨55的上、下端均固定有挡板,所述燕尾槽轨55的长度大于冲孔架541上导向块的长度。
47.优选的,所述的升降液压缸412和进给液压缸42均采用双行程液压缸;所述的进给滑台51和升降滑台52均包括基板,基板的两端固定有端板,端板之间插设有滑座,滑座上螺接有滚珠丝杠,滚珠丝杠的两端铰接在端板上,基板一端的端板上固定有电机,电机的转轴和滚珠丝杠相固接。
48.工作原理:本发明为风机导风筒端口的成型冲孔机,成型冲孔机加工导风筒70时:
49.1、先将未加工的初始风筒71套设在装夹转盘30的夹套上,初始风筒71上的面板安置旋转底盘31上,然后启动夹紧机构60上的夹紧液压缸61,夹紧液压缸61驱使涨紧拉杆36下拉,带动涨芯35下移,实现夹套上的夹头34扩张,通过夹头34对初始风筒71进行夹持;然后启动旋转驱动机构20上的伺服电机27,伺服电机27驱使初始风筒71旋转;
50.2、初始风筒71旋转后,启动扩口压边机构40上的进给液压缸42,带动扩口轮413移动到初始风筒71侧边的上侧,然后启动升降液压缸412,驱使扩口轮413下移倾压在初始风筒71上端端口的侧边,随初始风筒71旋转一圈,完成扩口,等到扩口风筒72;
51.3、升降液压缸412回位,带动扩口轮413上移,进给液压缸42继续驱使进给座47移动,带动压边轮414移动到扩口风筒72的扩口上方,然后升降液压缸412驱使压边轮414下移,压边轮414将扩口风筒72上扩口的外边圈辊压呈水平环形的翻边,即得到压边风筒73;
52.4、完成扩口和压边后,升降液压缸412和进给液压缸42先后回位,然后打孔机构50上的升降滑台52和进给滑台51驱使孔钳54上的冲孔架541插套在压边风筒73压平的翻边上,然后启动孔钳54上的冲孔液压缸542,对压边风筒73的翻边进行均匀打孔,得到打孔风筒74,完成导风筒的加工;
53.而在孔钳54与悬臂架53之间设置燕尾槽轨55的作用时,实现孔钳54可以上、下移动,当压边风筒73的翻边进入冲孔架541内后,翻边的上、下端面在打孔之前不与冲孔架541内槽口的上、下底面相接触,而是随着冲头543下移,冲头543先与翻边的上端面相接触,随冲头543持续下移,翻边会限制冲头543下移,进而整个孔钳54在燕尾槽轨55内上移,当冲孔架541内槽口的下底面抵靠翻边的下端面时,孔钳54停止移动,冲头543配合冲孔架541完成翻边孔位的加工。
54.所述实施例用以例示性说明本发明,而非用于限制本发明。任何本领域技术人员均可在不违背本发明的精神及范畴下,对所述实施例进行修改,因此本发明的权利保护范围,应如本发明的权利要求所列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1