一种电机的弹片和转子自动组装机的制作方法
1.本发明涉及电机组装技术领域,尤其是一种电机的弹片和转子自动组装机。
背景技术:
2.步进电机是一种将电脉冲信号转换成相应角位移或线位移的电动机,主要用于对被驱动对象进行转动角度的控制。有些步进电机的结构较为特殊,需要在电机壳的中心轴上先安装弹片,再安装转子。如公告号为cn215912016u的中国实用新型专利即公开了一种此步进电机的自动装配设备,该自动装配设备包括有机架以及设置于机架上的机壳供料机构、中心轴铆接机构、三角弹片安装机构、三角弹片检测机构、不良品剔除机构、中心轴打油机构、转子安装机构、转子表面清洁机构、出料机构和机壳传送机构。该自动装配设备仅具有三角弹片检测机构这一种检测机构,缺乏对是否打油的检测、转子是否安装到位等关键步骤,导致产品存在较多的不良品。
技术实现要素:
3.本发明提供一种电机的弹片和转子自动组装机,可以有效提高产品的良品率。
4.为解决上述问题,本发明采用如下技术方案:
5.本发明的实施例提供一种电机的弹片和转子自动组装机,包括用于输送安装有中心轴的电机壳的电机壳输送装置以及沿电机壳输送装置的输送方向顺次布置的电机壳清洁装置、弹片组装装置、弹片检测装置、中心轴打油装置、打油检测装置、转子组装装置、转子按压装置和不良品下料装置;所述电机壳清洁装置用于对电机壳进行吹风清洁,所述弹片组装装置用于将弹片组装到中心轴上,所述弹片检测装置用于检测中心轴上是否组装有弹片,所述中心轴打油装置用于将润滑油涂至中心轴上,所述打油检测装置用于检测中心轴上是否涂有润滑油,所述转子组装装置用于将转子组装到中心轴上,所述转子按压装置用于将中心轴上的转子按压到位,所述不良品下料装置用于将弹片检测装置或打油检测装置检测为不合格的产品移出电机壳输送装置。
6.在一些实施例中,所述电机壳清洁装置包括吹风头升降组件以及与吹风头升降组件相连的电机壳吹风头,所述吹风头升降组件用于驱使电机壳吹风头沿竖向移动,所述电机壳吹风头用于向电机壳吹风。
7.在一些实施例中,所述弹片组装装置包括料带供应组件、料带输送组件、弹片裁切组件、弹片组装组件以及连接带收集组件,所述料带供应组件用于供应料带,所述料带包括连接带以及与连接带相连的所述弹片,所述料带输送组件用于输送料带供应组件供应的料带,所述弹片裁切组件用于将弹片从连接带上裁切下来,所述弹片组装组件用于将裁切下来的弹片组装到中心轴上,所述连接带收集组件用于收集废弃的连接带。
8.在一些实施例中,所述料带供应组件包括卷绕有料带的料盘以及用于驱使料盘放卷的料盘驱动器;所述料带输送组件包括料带移动轨道以及料带输送机构,所述连接带上设置有连接带定位孔,所述料带输送机构包括移料齿轮以及用于驱使移料齿轮转动的齿轮
驱动器;所述料带设置在料带移动轨道中,当齿轮驱动器驱使移料齿轮转动时,移料齿轮上的凸齿插入到连接带定位孔中以带动料带沿料带移动轨道移动。
9.在一些实施例中,所述弹片裁切组件包括裁切台、设置在裁切台下方的裁切驱动机构、设置在裁切台上的第一凸块和第二凸块;所述第一凸块和第二凸块之间形成弹片移动槽,所述第一凸块的内侧面设置有连接带移动槽,所述连接带在连接带移动槽中移动,所述连接带上连接的弹片在弹片移动槽中移动;所述裁切台位于第一凸块和第二凸块之间的部分设置有沿竖向贯穿其自身的切刀孔,所述切刀孔内设置有下切刀,所述下切刀的顶部设置有第一顶针,所述下切刀与裁切驱动机构相连,所述裁切驱动机构用于驱使下切刀沿切刀孔移动;所述第一凸块上设置有与下切刀错位设置的上切刀;当裁切驱动机构驱使下切刀向上移动时,所述第一顶针用于顶起弹片移动槽中的弹片,所述下切刀与上切刀错位相切,以将弹片从连接带上切下。
10.在一些实施例中,所述弹片组装组件包括吸料头搬运机构和弹片吸料头,所述弹片吸料头用于吸附起弹片或者放松对弹片的吸附;所述吸料头搬运机构用于驱使弹片吸料头移动至弹片裁切组件处,以使弹片吸料头吸附起从连接带上裁切下来的弹片,所述吸料头搬运机构还用于驱使弹片吸料头移动至电机壳输送装置输送的电机壳上,以将弹片吸料头停止吸附后的弹片组装到中心轴上。
11.在一些实施例中,所述打油检测装置包括光学检测组件,所述光学检测组件用于拍摄打油后的电机壳的照片,并用于根据照片中的中心轴的颜色变化来判断中心轴上是否涂有润滑油。
12.在一些实施例中,所述转子组装装置包括转子供应组件、转子搬移组件、转子输送组件、转子清洁组件和转子搬运安装组件,所述转子供应组件用于放置转子放置盘,所述转子放置盘上放置有转子,所述转子搬移组件用于将转子放置盘上的转子搬运至转子输送组件,所述转子输送组件用于将转子向靠近转子清洁组件的方向输送,所述转子搬运安装组件用于将转子输送组件输送的转子放置到转子清洁组件上,所述转子清洁组件用于对转子进行清洁,所述转子搬运安装组件还用于将转子清洁组件上已完成清洁的转子组装到电机壳的中心轴上。
13.在一些实施例中,所述转子按压装置包括转子按压头以及与转子按压头相连的按压头升降组件,所述按压头升降组件用于驱使转子按压头沿竖向移动,当按压头升降组件驱使转子按压头向下移动时,所述转子按压头将中心轴上的转子按压到位。
14.在一些实施例中,所述电机壳输送装置包括电机壳输送轨道,所述不良品下料装置包括设置在电机壳输送轨道一侧的推料组件以及设置在电机壳输送轨道另一侧的废料盒,所述推料组件用于将不良品推入到废料盒中。
15.本发明至少具有如下有益效果:本发明增设了电机壳清洁装置、打油检测装置和转子按压装置,电机壳清洁装置可对电机壳进行清洁,避免杂质物进入到电机壳内影响后续其他部件的组装;打油检测装置可检测中心轴上是否涂有润滑油,没有涂上润滑油的产品被认定为不良品,保障转子在中心轴上转动时足够顺畅;转子按压装置则使中心轴上的转子安装到位,保障转子能够与弹片接触,以不影响转子的性能。因此,本发明通过增设的装置可以有效提高产品的良品率,提升了产品的品质。
附图说明
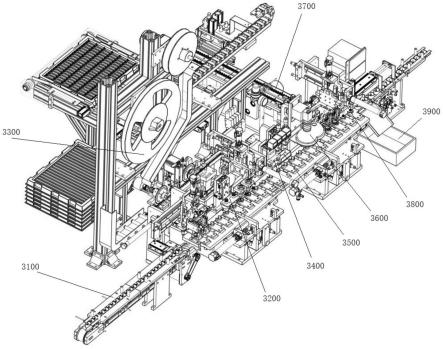
16.图1为本发明一种实施例的电机的弹片和转子自动组装机的结构示意图;
17.图2为本发明一种实施例的电机壳清洁装置的结构示意图;
18.图3为本发明一种实施例的弹片组装装置的结构示意图;
19.图4为本发明一种实施例的料带输送组件的结构示意图;
20.图5为本发明一种实施例的弹片裁切组件的结构示意图;
21.图6为本发明一种实施例的弹片裁切组件的部分放大示意图;
22.图7为本发明一种实施例的下切刀的结构示意图;
23.图8为本发明一种实施例的弹片组装组件的结构示意图;
24.图9为本发明一种实施例的打油检测装置的结构示意图;
25.图10为本发明一种实施例的转子组装装置的结构示意图;
26.图11为本发明一种实施例的转子按压装置的结构示意图;
27.图12为本发明一种实施例的不良品下料装置的结构示意图;
28.图13为本发明一种实施例的中心轴打油装置的结构示意图;
29.图14为本发明一种实施例的料带的结构示意图。
30.其中,附图标记为:
31.电机壳输送装置3100;
32.电机壳清洁装置3200,吹风头升降组件3210,电机壳吹风头3220;
33.弹片组装装置3300,料带3301,连接带3302,弹片3303,连接带定位孔3304,连接条3305,料带供应组件3310,料带输送辊组件3311,料带输送组件3320,料带移动轨道3321,齿轮驱动器3322,移料齿轮3323,弹片裁切组件3330,裁切台3331,裁切驱动机构3332,第一凸块3333,第二凸块3334,弹片移动槽3335,切刀孔3336,上切刀3337,下切刀3338,第一顶针3339,第二顶针33310,移动块33311,弹片组装组件3340,吸料头搬运机构3341,弹片吸料头3342,连接带收集组件3350;
34.弹片检测装置3400;
35.中心轴打油装置3500,打油搬运组件3510,移液泵3520,油盒3530;
36.打油检测装置3600,光学检测组件3610;
37.转子组装装置3700,转子供应组件3710,转子搬移组件3720,转子输送组件3730,转子清洁组件3740,转子搬运安装组件3750;
38.转子按压装置3800,转子按压头3810,按压头升降组件3820;
39.不良品下料装置3900,推料组件3910,废料盒3920,下料挡板3930。
具体实施方式
40.本公开提供以下参照附图的描述来帮助全面理解如权利要求及其等同物所限定的本公开的各种实施例。描述包括各种具体细节以帮助理解,但这些细节应被视为只是示范性的。因此,本领域普通技术人员将会认识到,在不脱离本公开的范围和精神的情况下,能够对本文描述的各种实施例进行各种改变和修改。此外,为了清楚和简明,可省略对公知的功能和构造的描述。
41.在以下描述和权利要求中使用的术语和字词不受限于字面含义,而只是被发明人
用来使得能够对于本公开有清楚且一致的理解。因此,本领域技术人员应当清楚,提供以下对本公开的各种实施例的描述只是为了说明,而不是为了限制如所附权利要求及其等同物所限定的本公开。
42.本公开的各种实施例中使用的术语“具有”、“可具有”、“包括”或“可包括”指示公开的相应功能、操作、元素等等的存在,但不限制额外的一个或多个功能、操作、元素等等。此外,应当理解,本公开的各种实施例中使用的术语“包括”或“具有”是要指示说明书中描述的特征、数字、操作、元素、部件或者其组合的存在,但并不排除一个或多个其他特征、数字、操作、元素、部件或其组合的存在或添加。
43.应理解,当一元素(例如,第一元素)与另一元素(例如,第二元素)“连接”时,该元素可直接与另一元素连接,或者在该元素和另一元素之间可以有居间的元素(例如,第三元素)。
44.本发明的实施例提供一种电机的弹片和转子自动组装机,如图1所示,其包括电机壳输送装置3100,电机壳输送装置3100用于输送已经安装有中心轴的电机壳,以便于后续进行弹片和转子的组装。该电机的弹片和转子自动组装机还包括沿电机壳输送装置3100的输送方向顺次布置的电机壳清洁装置3200、弹片组装装置3300、弹片检测装置3400、中心轴打油装置3500、打油检测装置3600、转子组装装置3700、转子按压装置3800和不良品下料装置3900,因而电机壳输送装置3100可依次将电机壳输送至电机壳清洁装置3200、弹片组装装置3300、弹片检测装置3400、中心轴打油装置3500、打油检测装置3600、转子组装装置3700、转子按压装置3800和不良品下料装置3900,以供相应的装置进行相应的作业。
45.电机壳清洁装置3200用于向电机壳吹风,以进行吹风清洁,这可去除掉电机壳内的粉尘等杂质物,一方面,这保障后续的组装作业能够顺利开展,另一方面,电机壳内部更加洁净,因而转子转动更加顺畅,电机性能更好。弹片组装装置3300用于将弹片组装到中心轴上,具体的,弹片的中心具有一个中心孔,中心轴需要穿过该中心孔,并将弹片放置到电机壳内部的底面上。弹片检测装置3400用于检测中心轴上是否组装有弹片,组装有弹片的产品为良品,没有组装弹片的产品为不良品。中心轴打油装置3500用于将润滑油涂至中心轴上,以使转子能够顺畅转动。打油检测装置3600用于检测中心轴上是否涂有润滑油,检测到涂有润滑油的产品为良品,检测到没有涂润滑油的产品为不良品。转子组装装置3700用于将转子组装到中心轴上,具体的,转子中心具有穿孔,在组装转子时,中心轴需要穿过转子的穿孔,并将转子放置到弹片上。转子在组装过程中,可能会卡在中心轴上,而没有放置到弹片上,本实施例的转子按压装置3800用于将中心轴上的转子按压到位,使得转子放置到弹片上。不良品下料装置3900用于将弹片检测装置3400或打油检测装置3600检测为不合格的产品移出电机壳输送装置3100,使得电机壳输送装置3100输送到后续工位的产品都是良品。
46.本发明增设了电机壳清洁装置3200、打油检测装置3600和转子按压装置3800,电机壳清洁装置3100可对电机壳进行清洁,避免杂质物进入到电机壳内而影响后续其他部件的组装;打油检测装置3600可检测中心轴上是否涂有润滑油,没有涂上润滑油的产品被认定为不良品,保障转子在中心轴上转动时足够顺畅;转子按压装置3800则使中心轴上的转子安装到位,保障转子能够与弹片接触,以不影响转子的性能。因此,本发明通过增设的装置可以有效提高产品的良品率,提升了产品的品质。
47.需要说明的是,本实施例的电机的弹片和转子自动组装机还可包括控制器,上述电机壳输送装置3100、电机壳清洁装置3200、弹片组装装置3300、弹片检测装置3400、中心轴打油装置3500、打油检测装置3600、转子组装装置3700、转子按压装置3800和不良品下料装置3900均与控制器相连,控制器依据预设的控制程序向电机壳输送装置3100、电机壳清洁装置3200、弹片组装装置3300、弹片检测装置3400、中心轴打油装置3500、打油检测装置3600、转子组装装置3700、转子按压装置3800和不良品下料装置3900发出相应的控制信号,以使电机壳输送装置3100、电机壳清洁装置3200、弹片组装装置3300、弹片检测装置3400、中心轴打油装置3500、打油检测装置3600、转子组装装置3700、转子按压装置3800和不良品下料装置3900彼此协调配合,完成弹片和转子的组装。
48.在一些实施例中,电机壳输送装置3100可以是输送带、拨叉移动机构和机械手中的任意一个或多个组合,电机壳输送装置3100的具体选用可由本领域技术人员根据实际情况确认。
49.在一些实施例中,如图1和图2所示,电机壳清洁装置3200包括吹风头升降组件3210以及与吹风头升降组件3210相连的电机壳吹风头3220。电机壳吹风头3220可与气源相连,以从电机壳吹风头3220吹出较强的气流。吹风头升降组件3210用于驱使电机壳吹风头3220沿竖向移动。当电机壳移动至电机壳吹风头32的下方时,吹风头升降组件3210驱使电机壳吹风头3220向下移动而靠近电机壳,电机壳吹风头3220就可以向电机壳吹风,以对电机壳进行清洁。在完成清洁后,吹风头升降组件3210驱使电机壳吹风头3220向上移动而复位,以等待对下一个电机壳进行清洁。其中,吹风头升降组件3210具体可包括气缸,以由气缸驱使电机壳吹风头3220沿竖向移动。
50.在一些实施例中,如图1和图2所示,弹片组装装置3300包括料带供应组件3310、料带输送组件3320、弹片裁切组件3330、弹片组装组件3340以及连接带收集组件3350。料带供应组件3310用于供应料带,如图14所示,料带3301包括连接带3302以及与连接带3302相连的弹片3303,连接带3302呈长条形,在连接带3302的侧面设置有与连接带3303垂直相连的连接条3305,连接条3305与弹片3303相连。且为了方便定位,连接带3302上设置有与弹片3303相对应的连接带定位孔3304。
51.料带输送组件3320用于输送料带供应组件3310供应的料带3301,弹片裁切组件3330用于将弹片3303从连接带3302上裁切下来,具体的,是将弹片3303与连接条3305的连接处裁切断。弹片组装组件3340用于将裁切下来的弹片3303组装到中心轴上,连接带收集组件3350用于收集废弃的连接带3302。
52.本实施例中,弹片组装装置3300是将弹片3303从连接带3302上裁切下来再进行组装,相比于现有技术的先冲压出弹片,再组装弹片的作业方式,弹片裁切组件3330的作业速度更快,因而整个弹片组装装置3300的作业速度更快,可以提升生产效率。
53.进一步的,料带供应组件3310包括卷绕有料带3301的料盘以及用于驱使料盘放卷的料盘驱动器,料盘驱动器驱使料盘转动,以向外放卷,从而持续向外供应料带3301。
54.如图4所示,料带输送组件包括料带移动轨道3321以及料带输送机构,料带输送机构包括移料齿轮3323以及用于驱使移料齿轮3323转动的齿轮驱动器3322。料带3301设置在料带移动轨道3321中,当齿轮驱动器3322驱使移料齿轮3323转动时,移料齿轮3323上的凸齿插入到连接带上的连接带定位孔中以带动料带3301沿料带移动轨道3321移动。
55.其中,如图3所示,弹片组装装置3300还可包括料带输送辊组件3311,料带输送辊组件3311包括多个定位辊,料带供应组件3310向外输送的料带穿过定位辊,再向料带移动轨道3321移动,定位辊可对料带起到定位作用,并拉紧料带,使得料带保持平整。
56.进一步的,如图5-7所示,弹片裁切组件包括裁切台3331、设置在裁切台3331下方的裁切驱动机构3332、设置在裁切台3331上的第一凸块3333和第二凸块3334。第一凸块3333和第二凸块3334之间形成弹片移动槽3335,第一凸块3333的内侧面(靠近第二凸块3334的那个侧面)设置有连接带移动槽,弹片移动槽3335和连接带移动槽均可与上述实施例的料带移动轨道对接,连接带3302在连接带移动槽中移动,连接带3302上连接的弹片3303在弹片移动槽中移动。
57.裁切台3331位于第一凸块3333和第二凸块3334之间的部分设置有沿竖向贯穿其自身的切刀孔3336,切刀孔内设置有下切刀3336,下切刀3336的顶部设置有第一顶针3337,下切刀3336与裁切驱动机构3332相连,裁切驱动机构3332用于驱使下切刀3336沿切刀孔3336移动。第一凸块3333上设置有与下切刀3336错位设置的上切刀3337,上切刀3337从连接带移动槽的顶壁伸出到弹片移动槽3335。当弹片3303移动至上切刀3337的下方时,裁切驱动机构驱3332使下切刀3336向上移动,第一顶针3337用于顶起弹片移动槽3335中的弹片3303,以对弹片3303起到定位作用,下切刀3336与上切刀3337错位相切,就将弹片3303从连接带上切下,具体的,将连接条3305与弹片3303的连接处切断。在弹片3303切下后,裁切驱动机构3332可继续驱使下切刀3336向上移动,第一顶针3337顶起弹片3303,在弹片组装组件取走顶起的弹片3303后,裁切驱动机构3332驱使下切刀3336复位。
58.更进一步的,裁切台3331可设置沿竖向贯穿的通槽,通槽内设置有可沿通槽移动的移动块33311,切刀孔3336可设置在该移动块33311上,相应的,下切刀3336位于移动块33311上的切刀孔3336中。移动块33311也与裁切驱动机构3332相连,且移动块33311的顶部设置有第二顶针33310,第一凸块3333的底部设置有与连接带移动槽连通的竖向槽,第二顶针33310处于竖向槽中,在裁切时,裁切驱动机构3332先驱使移动块33311向上移动,使得第二顶针33310顶起连接带移动槽中的连接带,从而将连接带抵靠在连接带移动槽的顶壁上,对连接带起到定位作用,保障下切刀3336与上切刀3337能够准确切到连接条3305与弹片3303的连接处。
59.在一些实施例中,如图8所示,弹片组装组件包括吸料头搬运机构3341和弹片吸料头3342,弹片吸料头3342可与负压装置相连,以在弹片吸料头3342上产生负压吸附力,从而使得弹片吸料头3342可以吸附起弹片或者放松对弹片的吸附。吸料头搬运机构3341用于驱使弹片吸料头3342移动至弹片裁切组件处,以使弹片吸料头3342吸附起从连接带上裁切下来的弹片。在取得弹片吸料头3342之后,吸料头搬运机构3342还用于驱使弹片吸料头3342移动至电机壳输送装置输送的电机壳上,吸料头搬运机构3342再驱使弹片吸料头3342向下移动,使得中心轴插入到弹片的中心孔中,弹片吸料头3342再停止吸附弹片,以将弹片组装到中心轴上。
60.其中,吸料头搬运机构3341可包括横向移动机构以及与横向移动机构相连的竖向移动机构,弹片吸料头3342与竖向移动机构相连,横向移动机构可以驱使竖向移动机构沿横向移动,继而带动弹片吸料头3342沿横向移动,竖向移动机构可驱使弹片吸料头3342沿竖向移动。由此,通过横向移动机构和竖向移动机构的彼此协调配合就可以完成弹片的搬
运,并可将弹片组装到中心轴上。
61.在一些实施例中,如图9所示,打油检测装置包括光学检测组件3610,光学检测组件3610包括摄像头。当中心轴打油后的电机壳移动至光学检测组件3610的摄像头下方时,光学检测组件3610的摄像头可拍摄打油后的电机壳的照片,照片中包含中心轴,由于中心轴打油后反光更加明显,尤其是中心轴的端面,反光会导致中心轴表面的颜色发生变化,因此,光学检测组件3610可根据照片中的中心轴的颜色变化来判断中心轴上是否涂有润滑油。具体的,光学检测组件3610可计算照片中的中心轴图像与预设中心轴图像的色差值,如果色差值大于预设值,则认为中心轴上涂有润滑油,否则,中心轴上就没有涂润滑油。
62.在一些实施例中,如图10所示,转子组装装置包括转子供应组件3710、转子搬移组件3720、转子输送组件3730、转子清洁组件3740和转子搬运安装组件3750。转子供应组件3710用于放置转子放置盘,转子放置盘上成排放置有转子,转子搬移组件3720用于将转子放置盘上的转子搬运至转子输送组件3730,转子搬移组件3720可成排夹起转子,以增加转子的搬运量。转子输送组件3730用于将转子向靠近转子清洁组件3740的方向输送,以便于转子搬运安装组件3750移动转子。转子搬运安装组件3750先将转子输送组件3730输送的转子放置到转子清洁组件3740上,转子清洁组件3740用于对转子进行清洁,使转子表面保持洁净,之后,转子搬运安装组件3750还用于将转子清洁组件上已完成清洁的转子组装到电机壳的中心轴上。
63.转子搬移组件3720具体包括横向移动机构以及与横向移动机构相连的竖向移动机构,竖向移动机构上连接有夹爪,横向移动机构可以驱使竖向移动机构沿横向移动,继而带动夹爪沿横向移动,竖向移动机构可驱使夹爪沿竖向移动,夹爪可以夹持转子。由此,通过横向移动机构、竖向移动机构和夹爪的彼此协调配合就可以将转子搬运至转子输送组件3730。转子输送组件3730可以包括输送带,转子搬移组件3720搬移转子后,输送带将转子向靠近转子清洁组件3740的方向输送。
64.有关转子清洁组件3740和转子搬运安装组件3750的具体结构可参考公开号为cn114227250a的中国发明专利,在此不再赘述。
65.在一些实施例中,如图11所示,转子按压装置包括转子按压头3810以及与转子按压头3810相连的按压头升降组件3820,按压头升降组件3820用于驱使转子按压头3810沿竖向移动。当电机壳移动至转子按压头3810的下方时,按压头升降组件3820驱使转子按压头3810向下移动,转子按压头3810将中心轴上的转子向下按压到位,使得转子放置在弹片上。在完成转子的按压后,按压头升降组件3820驱使转子按压头3810向上移动而复位。
66.其中,按压头升降组件3820可包括气缸,以通过气缸来驱使转子按压头3810沿竖向移动。
67.在一些实施例中,如图12所示,电机壳输送装置包括电机壳输送轨道,电机壳在电机壳输送轨道中移动。不良品下料装置包括设置在电机壳输送轨道一侧的推料组件3910以及设置在电机壳输送轨道另一侧的废料盒3930,电机壳输送轨道设置有废料盒3930的那一侧设置有开口,当系统检测到某个产品为不良品时,其会记录该不良品输送到不良品下料装置的时间,当达到该时间后,推料组件3910就将该不良品从该开口推出电机壳输送轨道,使得不良品落入到废料盒3920中。
68.为了防止良品误落入到废料盒3920,可在该开口处设置一个可升降的下料挡板
3930,只有当不良品移动至不良品下料装置时,下料挡板3930向下降落,推料组件3910再进行动作。
69.在一些实施例中,如图13所示,中心轴打油装置包括打油搬运组件3510、移液泵3520和油盒3530,油盒3530中装载有润滑油。打油搬运组件3510可将移液泵3520移动移液泵3520的吸液管插入到油盒3530中,移液泵3520再吸取油盒3530中的润滑油,打油搬运组件3510再将移液泵3520移动至电机壳的上方,之后,再驱使移液泵3520向下移动,使中心轴插入到移液泵3520的吸液管中,移液泵3520再挤出润滑油,打油搬运组件3510再驱使移液泵3520复位,由此就完成了对中心轴的打油。
70.以上内容是结合具体的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1