一种下柱管轴承衬套的装配装置的制作方法
1.本发明涉及一种下柱管轴承衬套的装配装置,属于汽车下柱管装配设备技术领域。
背景技术:
2.在汽车零部件生产领域,轿车的转向下柱管包含一种顶部装有轴承2,下端两侧装有衬套3的下柱管(即工件1)(参见说明书附图1)和一种只有顶部装有轴承2的下柱管(即工件1)。目前下柱管轴承、衬套的装配工作,均由人工完成,存有工作效率低和装配质量差的问题,由此有必要研发一种下柱管轴承、衬套的装配装置,使其能够机械化完成轴承、衬套的装配工作,以解决现有下柱管轴承、衬套装配方式存有的以上问题。
技术实现要素:
3.本发明的目的在于:提供一种结构紧凑、设计巧妙,能够解决下柱管轴承和衬套装配方式存有的工作效率低和装配质量差问题的下柱管轴承衬套的装配装置。
4.本发明的技术方案是:一种下柱管轴承衬套的装配装置,包括机架、分度盘、定位夹具、支撑柱、打标仪、压装器、压铆器、上料器、一次压装器、二次压装器、下料器和涂脂器;其特征在于:所述机架上通过分度电机装有分度盘;分度盘上均匀安装有多个定位夹具;分度盘一侧的机架上装有打标仪;打标仪一侧的机架上通过支架安装有压装器和压铆器;所述的压装器和压铆器位于分度盘上方且分别与定位夹具呈相向对应;压装器一侧装有上料器;所述支架一侧的分度盘外侧分别依次安装有一次压装器、二次压装器和下料器;下料器一侧装有涂脂器;所述的打标仪、压装器、压铆器、一次压装器、二次压装器和下料器分别与分度盘上的定位夹具呈相向对应;所述与压装器、压铆器和下料器对应的分度盘下方的机架上分别固装有支撑柱。
5.所述的定位夹具包括浮动板、缓冲弹簧、定位柱、中间柱和底板;所述的分度盘上固装有底板;底板上方通过滑销装有浮动板;浮动板与底板之间装有缓冲弹簧;浮动板上固装有呈“阶梯轴状”的定位柱;定位柱一侧的浮动板上装有多个限位销钉;定位柱下方的浮动板上固装有中间柱;中间柱的下端延伸至分度盘的下方。
6.所述的压装器包括压装缸和压装头;所述的支架上通过压装缸装有呈“圆筒状”的压装头;压装头与分度盘上的定位夹具相向对应。
7.所述的上料器包括上料夹爪、升降缸、旋转缸、上料架、料筒、推送板和上料推板;料筒的底部设置有贯通孔;所述的压装器的一侧通过上料架并列安装有多个料筒;料筒一侧的上料架上通过气缸装有推送板;料筒另一侧的上料架上设置有上料导槽;推送板能够穿过贯通孔后延伸至上料导槽上;上料导槽的一端通过气缸装有上料推板;上料推板的端头设置有定位叉口;所述的压装器与上料架之间的支架上通过升降缸装有旋转缸;旋转缸上装有上料夹爪。
8.所述的压铆器包括压装缸、压铆头、复位弹簧、退位滑套和退位块;所述的支架上通过压装缸装有压铆头;压铆头上滑动装有退位滑套;退位滑套上方的压铆头上装有复位弹簧;退位滑套上设置有导向滑槽;导向滑槽内的压铆头上固装有限位滑销;限位滑销通过导向滑槽与退位滑套滑动连接;退位滑套的两侧对称安装有退位块。
9.所述的一次压装器包括振动上料盘、定位转盘、压装机构和夹取机构;所述分度盘外侧安装有振动上料盘;振动上料盘的出口端安装有限位板;限位板的内部通过旋转缸装有定位转盘;定位转盘上装有定位接口;限位板的内侧装有夹取机构;夹取机构两侧分别装有压装机构。
10.所述的夹取机构包括升降缸、旋转缸和夹取夹爪;所述的限位板上方通过升降缸装有旋转缸;旋转缸上装有夹取夹爪;所述的压装机构包括横移缸、取料缸、挤压缸和挤压头;限位板一侧通过横移缸装有取料缸;取料缸上装有挤压缸;挤压缸的活塞杆端头装有结构呈“阶梯型”的挤压头。
11.所述的二次压装器包括横移缸和压装夹爪;所述的分度盘外侧通过横移缸和压装夹爪。
12.所述的下料器包括横移导轨、横移滑座、升降滑杆和夹取缸;所述分度盘外侧通过立柱安装有横移导轨;横移导轨上滑动装有横移滑座;横移滑座上通过电机装有驱动齿轮a;驱动齿轮a与横移滑座上安装有横向齿条啮合连接;横移滑座上通过导轨滑动装有升降滑杆;升降滑杆的下端端头固装有夹取缸;所述的横移滑座上通过电机装有驱动齿轮b;驱动齿轮b与升降滑杆上安装的纵向齿条啮合连接。
13.所述的涂脂器包括底盘、限位销钉、涂脂套和涂脂芯;所述下料器一侧通过立架安装有底盘;底盘上固装有涂脂套;涂脂套一侧的底盘上安装有多个限位销钉;所述的涂脂套的圆周面上均布有多个透脂孔;涂脂套的底端设置有进脂孔;所述的涂脂套的内部固装有涂脂芯;涂脂芯的外壁与涂脂套的内壁之间形成储脂腔。
14.本发明的优点在于:该下柱管轴承衬套的装配装置,结构紧凑、设计巧妙,能够机械化完成两种型号下柱管轴承和衬套的装配工作,解决了下柱管轴承和衬套现有装配方式存有的工作效率低和装配质量差的问题,特别适合下柱管轴承衬套的装配使用的需要。
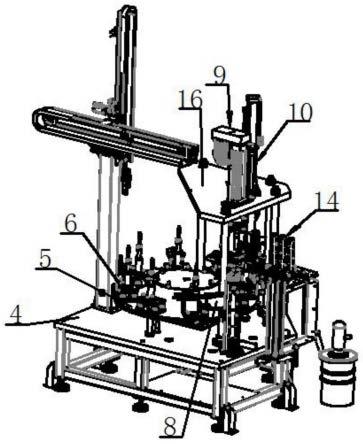
15.附图说明:图1为本发明工件的结构示意图;图2为本发明的轴测结构示意图;图3为本发明的轴测结构示意图;图4为本发明的俯视结构示意图;图5为本发明分度盘和定位夹具的俯视结构示意图;图6为本发明定位夹具的结构示意图;图7为本发明定位夹具的主视结构示意图;图8为图7中a-a向的结构示意图;图9为本发明分度盘和打标仪的结构示意图;图10为本发明分度盘、压装器、压铆器和上料器的结构示意图;图11为本发明压装器、压铆器和上料器的结构示意图;
图12为本发明上料器的结构示意图;图13为本发明上料器的俯视结构示意图;图14为图13中b-b向的结构示意图;图15为本发明上料夹爪的结构示意图;图16为本发明压装器的结构示意图;图17为图16中c-c向的结构示意图;图18为本发明压铆器的结构示意图;图19为本发明压铆器的结构示意图;图20为图19中d处的放大结构示意图;图21为本发明压铆头的结构示意图;图22为本发明分度盘、一次压装器和二次压装器的结构示意图;图23为本发明一次压装器的结构示意图;图24为本发明振动上料盘以及定位转盘的结构示意图;图25为图24中e处的放大结构示意图;图26为本发明压装机构和夹取机构的结构示意图;图27为本发明压装机构的结构示意图;图28为本发明夹取机构的结构示意图;图29为本发明二次压装器的结构示意图;图30为本发明下料器和涂脂器的结构示意图;图31为本发明涂脂器的结构示意图;图32为本发明涂脂器的主视结构示意图;图33为图32中f-f向的结构示意图;图34为图33中g处的放大结构示意图;图35为发明定位夹具下方的机架上装有支撑柱的结构示意图。
16.图中:1、工件;2、轴承;3、衬套;4、机架;5、分度盘;6、定位夹具;7、支撑柱;8、打标仪;9、压装器;10、压铆器;11、上料推板;12、一次压装器;13、二次压装器;14、上料器;15、涂脂器;16、支架;17、浮动板;18、缓冲弹簧;19、定位柱;20、中间柱;21、底板;22、压装缸;23、压装头;24、上料夹爪;25、升降缸;26、旋转缸;27、上料架;28、料筒;29、推送板;30、上料推板;31、定位叉口;32、贯通孔;33、压铆头;34、复位弹簧;35、退位滑套;36、退位块;37、导向滑槽;38、限位滑销;39、振动上料盘;40、定位转盘;41、压装机构41;42、夹取机构;43、限位板;44、定位接口;45、夹取夹爪;46、横移缸;47、取料缸;48、挤压头;49、挤压缸;50、压装夹爪;51、横移导轨;52、横移滑座;53、升降滑杆;54、夹取缸;55、驱动齿轮a;56、驱动齿轮b;57、限位销钉;58、底盘;59、涂脂套60、涂脂芯;61、透脂孔;62、进脂孔;63、储脂腔;64、下料器。
具体实施方式
17.该下柱管轴承衬套的装配装置,包括机架4、分度盘5、定位夹具6、支撑柱7、打标仪8、压装器9、压铆器10、上料器14、一次压装器12、二次压装器13、下料器64和涂脂器15(参见说明书附图2和3)。
18.机架4上通过分度电机装有分度盘5;分度电机和分度盘5为外购设备,工作时分度电机能够带动分度盘5按照指定角度,间歇转动。
19.分度盘5上均匀安装有多个定位夹具6;为了使该该下柱管轴承衬套的装配装置能够与下柱管装配生产线的其它设备配套,定位夹具6的最优个数为八个。
20.定位夹具6包括浮动板17、缓冲弹簧18、定位柱19、中间柱20和底板21(参见说明书附图6、7和8);分度盘5上固装有底板21;底板21上方通过滑销装有浮动板17;浮动板17在滑销的引导下,其受力时只能相对底板21发生上下动作,而不能发生其它动作。
21.浮动板17与底板21之间装有缓冲弹簧18(参见说明书附图6和7);如此设置缓冲弹簧18的目的在于:以使工作时,浮动板17受力后,其能够克服缓冲弹簧18的弹力后向下移动,而当作用在浮动板17上的压力消失后,浮动板17在缓冲弹簧18弹力的作用下,又能迅速复位。
22.浮动板17上固装有呈“阶梯轴状”的定位柱19(参见说明书附图8);定位柱19的外形与工件1的内孔结构一致;定位柱19能够通过阶梯面对工件1进行支撑。
23.定位柱19一侧的浮动板17上装有多个限位销钉57(参见说明书附图6和7)。限位销钉57一共有三组,其中两组较长,一组较短;较短的限位销钉57位于两组较长限位销钉57的中间(参见说明书附图7)。如此设置限位销钉57的目的在于:能够使一种型号的工件1插装在定位柱19上后,两组两组较长限位销钉57能够从两侧侧面与工件1接触,从而达到通过两组较长限位销钉57对一种型号的工件1进行限位的目的。当另一种型号的工件1插装在定位柱19上后,较短的限位销钉57能够与该工件1前端面的平面接触,从而达到了通过一组较短的限位销钉对另一种型号的工件1进行限位的目的。
24.定位柱19下方的浮动板17上固装有中间柱20;中间柱20的下端延伸至分度盘5的下方(参见说明书附图7和8)。工作时,定位柱19和中间柱20下移至与分度盘5下方的支撑柱7抵触时,支撑柱7能够通过中间柱20为定位柱19提供支撑(参见说明书附图35)。
25.分度盘5一侧的机架4上装有打标仪8(参见说明书附图2和9)。打标仪8为外购设备,目前市面上凡是能够满足在金属工件表面打标的打标仪均能够满足本技术的使用需求。工作时,当分度盘5将装有工件1的定位夹具6转动至与打标仪8相对应时,打标仪8能够完成工件1的打标工作。
26.打标仪8一侧的机架4上通过支架16安装有压装器9;压装器9位于分度盘5上方与定位夹具6呈相向对应(参见说明书附图2和3)。
27.压装器9包括压装缸22和压装头23;所述的支架16上通过压装缸22装有呈“圆筒状”的压装头23(参见说明书附图16和17)。工作时压装缸22可通过压装头23将轴承2压装到工件1中的轴承位中。
28.压装器9对应的分度盘5下方的机架4上固装有支撑柱7。当压装器9工作时,支撑柱7即可对对应的定位夹具6提供支撑,避免了分度盘5受力过大时发生变形的问题。
29.压装器9一侧的支架16上装有压铆器10。压铆器10位于分度盘5上方与定位夹具6呈相向对应(参见说明书附图10)。
30.压铆器10包括压装缸22、压铆头33、复位弹簧34、退位滑套35和退位块36(参见说明书附图19和20)。支架16上通过压装缸22装有压铆头33(参见说明书附图21);压铆头33为外购部件,其工作时能够通过下端端头自带的铆压凸起完成压铆工序。
31.压铆头33上滑动装有退位滑套35;退位滑套35上方的压铆头33上装有复位弹簧34;退位滑套35上设置有导向滑槽37;导向滑槽37内的压铆头33上固装有限位滑销38;限位滑销38通过导向滑槽37与退位滑套35滑动连接;退位滑套35在限位滑销38的引导下,只能相对压铆头33上下动作,而不能产生其它动作。
32.退位滑套35的两侧对称安装有退位块36(参见说明书附图20)。在复位弹簧34弹力的作用下,退位滑套35始终具有向下运动的趋势,当退位滑套35在复位弹簧34弹力的作用下与限位滑销38抵触时,退位块36的下端位于压铆头33端头的下方位置(参见说明书附图20)。如此设置退位滑套35和退位块36的目的在于:以使退位滑套35和退位块36随着压铆头33下移完成压铆工作过程中,退位块36与工件1抵触时,退位块36和退位滑套35能够克服复位弹簧34的弹力后与工件1保持不动,而压铆头33可以继续下移完成压铆工作。当压铆头33完成压铆工作后,复位过程中,退位块36即可在复位弹簧34弹力的作用下推动工件1,使工件1能够与压铆头33分离,从而避免了压铆头33完成压铆过程中与工件1发生无法分离的问题。
33.压装器9一侧装有上料器14(参见说明书附图10和11)。上料器14包括上料夹爪24、升降缸25和旋转缸26、上料架27、料筒28、推送板29和上料推板11(参见说明书附图11和12)。
34.压装器9的一侧通过上料架27并列安装有多个料筒28;料筒28的底部设置有贯通孔32;料筒28的内部能够以依次堆叠的方式装满轴承2。贯通孔32的高度与轴承2的高度一致,如此设置的目的在于:以使工作时,料筒28中最下部的轴承2完全位于料筒28下方的贯通孔32中,以此达到工作时,推送板29能够将轴承2从贯通孔32中推出的目的。
35.料筒28一侧的上料架27上通过气缸装有推送板29;料筒28另一侧的上料架27上设置有上料导槽30;推送板29能够穿过贯通孔32后延伸至上料导槽30上(参见说明书附图13)。工作时, 推送板29能够穿过贯通孔32将轴承2推送至上料导槽30上。
36.上料导槽30的一端通过气缸装有上料推板11;上料推板11的端头设置有定位叉口31(参见说明书附图13)。上料推板11工作时能够通过定位叉口31推动轴承2在上料导槽30上移动。
37.压装器9与上料架27之间的支架16上通过升降缸25装有旋转缸26;旋转缸26上装有上料夹爪24(参见说明书附图11和15)。
38.上料器14工作时,其中一组推送板29动作一次穿过贯通孔32将轴承2推送至上料导槽30上后,上料推板11通过定位叉口31推动轴承2在上料导槽30上移动至上料夹爪24的内部。随后上料夹爪24将轴承2夹紧后,升降缸25通过旋转缸26带动上料夹爪24和轴承2上移一段距离。而后旋转缸26通过上料夹爪24将轴承2转动至压装器9的下方,使压装器9能够完成轴承2的装配工作。压装器9完成轴承2的装配工作后,升降缸25通过旋转缸26带动上料夹爪24复位至上料导槽30的端头位置。随后上料器14不断重复上述动作,即可达到连续提供轴承2的目的。
39.支架16一侧的分度盘5外侧安装有一次压装器12(参见说明书附图3和4)。一次压装器12包括振动上料盘39、定位转盘40、压装机构41和夹取机构42(参见说明书附图23和25)。
40.分度盘5外侧安装有振动上料盘39(参见说明书附图23);振动上料盘39为外购设
备,其能够将衬套3有序的以统一的竖直状态输出。目前市面上凡是能够满足圆套状工件有序输出的振动上料盘均能够满足本技术的使用需求。
41.振动上料盘39的出口端安装有限位板43;限位板43的内部通过旋转缸26装有定位转盘40;定位转盘40上装有定位接口44(参见说明书附图24和25)。定位接口44只能以卡接的方式接受一个衬套3。工作时,衬套3进入到定位接口44后,旋转缸26可通过定位转盘40带动衬套3转动的方式,将衬套3带动至夹取机构42的下方位置。
42.限位板43的内侧装有夹取机构42(参见说明书附图26);夹取机构42包括升降缸25、旋转缸26和夹取夹爪45(参见说明书附图28);限位板43上方通过升降缸25装有旋转缸26;旋转缸26上装有夹取夹爪45(参见说明书附图28)。工作时夹取机构42能够通过夹取夹爪45对衬套3进行夹取。
43.夹取机构42两侧分别装有压装机构41(参见说明书附图26)。压装机构41包括横移缸46、取料缸47、挤压缸49和挤压头48(参见说明书附图27);限位板43一侧通过横移缸46装有取料缸47;取料缸47上装有挤压缸49;挤压缸49的活塞杆端头装有结构呈“阶梯型”的挤压头48。挤压头48呈阶梯状结构。
44.工作时,当定位转盘40带动衬套3转动的方式,将衬套3带动至夹取机构42的下方位置时,夹取机构42的升降缸25将带动旋转缸26和夹取夹爪45下移,并通过夹取夹爪45将衬套3夹取后,带动衬套3上移一定距离;随后旋转缸26即可带动夹取夹爪45向左转动至与左侧的压装机构41相对应,或者向右转动至与右侧的压装机构41相对应。
45.当夹取机构42带动衬套3转动至与压装机构41相对应时,压装机构41的取料缸47将带动挤压缸49和挤压头48动作,使衬套3插入到挤压头48上,随后夹取机构42复位。衬套3插入到挤压头48上后,横移缸46动作通过取料缸47、挤压缸49和挤压头48将衬套3推送至与工件1上的衬套3装配工位相对应;随后挤压缸49带动挤压头48动作,即可达到将衬套3压装到工件1上的目的。
46.一次压装器12一侧分度盘5外侧安装有二次压装器13(参见说明书附图22)。二次压装器13包括横移缸46和压装夹爪50;分度盘5外侧通过横移缸46和压装夹爪50(参见说明书附图29)。工作时二次压装器13可通过压装夹爪50对衬套3进行压紧,如此即可达到对衬套3进行二次压装,进而避免了一次压装器12对衬套压装不到位的问题。
47.二次压装器13分度盘5外侧安装有下料器64(参见说明书附图3和30)。下料器64包括横移导轨51、横移滑座52、升降滑杆53和夹取缸54(参见说明书附图30);分度盘5外侧通过立柱安装有横移导轨51;横移导轨51上滑动装有横移滑座52;横移滑座52上通过电机装有驱动齿轮a55;驱动齿轮a55与横移滑座52上安装有横向齿条啮合连接。驱动齿轮a55工作时可驱动横移滑座52在横移导轨51上来回滑动。
48.横移滑座52上通过导轨滑动装有升降滑杆53;升降滑杆53的下端端头固装有夹取缸54;横移滑座52上通过电机装有驱动齿轮b56;驱动齿轮b56与升降滑杆53上安装的纵向齿条啮合连接。驱动齿轮b56工作时即可驱动升降滑杆53在横移滑座52上上下动作,如此下料器64工作时,即可通过驱动齿轮b56和驱动齿轮a55的动作,达到通过夹取缸54夹取工件1动作的目的。
49.下料器64一侧装有涂脂器15(参见说明书附图30)。涂脂器15包括底盘58、限位销钉57、涂脂套59和涂脂芯60(参见说明书附图31、32和30)。
50.下料器64一侧通过立架安装有底盘58;底盘58上固装有涂脂套59;工作时,工件1可插装在涂脂套59上。涂脂套59一侧的底盘58上安装有多个限位销钉57(参见说明书附图31);工作时限位销钉57可对工件1进行定位,避免了工件1偏离运行轨迹问题的发生。
51.涂脂套59的圆周面上均布有多个透脂孔61;涂脂套59的底端设置有进脂孔62;涂脂套59的内部固装有涂脂芯60;涂脂芯60的外壁与涂脂套59的内壁之间形成储脂腔63(参见说明书附图33和34)。工作时,油脂可通过外部的油脂供应装置,通过进脂孔62输入到储脂腔63中,并最终通过透脂孔61进入到工件1的内部,如此完成工件的涂脂工作。
52.打标仪8、压装器9、压铆器10、一次压装器12、二次压装器13和下料器64分别与分度盘5上的定位夹具6呈相向对应;压装器9、压铆器10和下料器64对应的分度盘5下方的机架4上分别固装有支撑柱7。压装器9、压铆器10和下料器64工作时,对应的支撑柱7能够为相应的定位夹具6提供支撑。
53.该下柱管轴承衬套的装配装置,工作时,分度电机带动分度盘5按照规定角度,间歇转动。在分度盘5转动一个工位,停止动作时,外界的机械手将工件1插装在对应定位夹具6的定位柱19上。此时限位销钉57能够与工件1接触对其进行限位,从而达到了防止其轻易发生移动的问题。随后分度盘5带动装有工件1的定位夹具6继续转动,当分度盘5转动一个工位停止时,外界的机械手下一个工件1插装在下一个定位夹具6的定位柱19上。如此分度盘5和外界的机械手反复重复上述动作,不断完成工件1的上料工作。
54.当分度盘5通过定位夹具6带动工件1转动至与打标仪8相对应时,打标仪8动作完成工件1的打标工作。
55.打标仪8完成打标工作后,当分度盘5通过定位夹具6带动完成打标工序工件1转动至与压装器9相对应时,上料器14动作,其中一组推送板29动作一次穿过贯通孔32将轴承2推送至上料导槽30上,随后上料推板11通过定位叉口31推动轴承2在上料导槽30上移动至上料夹爪24的内部。而后上料夹爪24将轴承2夹紧后,升降缸25通过旋转缸26带动上料夹爪24和轴承2上移一段距离。随后旋转缸26通过上料夹爪24将轴承2转动至压装器9的下方。
56.当上料器14通过上料夹爪24将轴承2转动至压装器9的下方时,随后上料夹爪24将轴承2松开,使其能够在自身重力的作用下落入到工件1内部的轴承位中。随后压装器9的压装缸22带动压装头23下移将轴承2压装到工件1中的轴承位中。在上述压装头23下压轴承2的过程中,压装头23首先将通过轴承2挤压工件1使其带动定位柱19、浮动板17和中间柱20克服缓冲弹簧18的弹力后,向下移动。当定位柱19移动至与对应的支撑柱7抵触时,支撑柱7能够通过中间柱20为定位柱19提供支撑,从而使其在压装头23的配合下完成轴承2的压装工序。
57.压装器9完成轴承2的压装工序后,压装器9复位,定位夹具6在缓冲弹簧18弹力下复位。随后当分度盘5通过定位夹具6带动完成压装工序的工件1转动至与压铆器10相对应时,压装缸22动作带动压铆头33下移。
58.压铆头33下移过程中,退位块36将首先与与工件1抵触,此时退位块36和退位滑套35克服复位弹簧34的弹力后与工件1保持不动。而后压铆头33可以继续下移插入到对应工件1的内部。随后压铆头33挤压工件1使其带动定位柱19、浮动板17和中间柱20克服缓冲弹簧18的弹力后向下移动。当定位柱19移动至与对应的支撑柱7抵触时,支撑柱7能够通过中间柱20为定位柱19提供支撑,从而使其在压铆头33的的配合下完成工件1的压铆。随后压装
缸22带动压铆头33上移复位。压铆头33复位过程中,退位块36即可在复位弹簧34弹力的作用下推动工件1,使工件1能够与压铆头33分离,从而避免了压铆头33复位过程中,压铆头33与工件1发生无法分离的问题。压铆头33复位后,压铆器10全部完成压铆工序。
59.当压铆器10完成压铆工序后,分度盘5通过定位夹具6带动完成压铆工序的工件1转动至与一次压装器12相对应时,若该工件1无需安装衬套3时,一次压装器12不动作;若该工件需要安装衬套3时,振动上料盘39动作向定位转盘40上的定位接口44输送一个衬套3。
60.定位转盘40接收到衬套3后,旋转缸26动作通过定位转盘40带动衬套3转动至夹取机构42的下方位置。随后夹取机构42的升降缸25带动夹取夹爪45下移抓取衬套3后复位。
61.夹取夹爪45抓取衬套3后,夹取机构42的旋转缸26动作,并通过夹取夹爪45带动衬套3向一侧转动至水平状态,此时衬套3其中一组压装机构41相对应,随后对应的压装机构41的取料缸47带动挤压缸49和挤压头48动作,使衬套3插入到挤压头48上,随后夹取机构42复位。
62.而后夹取机构42重复夹取衬套3的动作,使旋转缸26动作通过夹取夹爪45带动衬套3向另一侧转动至与另一组压装机构41相对应,随后对应的压装机构41的取料缸47带动挤压缸49和挤压头48动作,使衬套3插入到挤压头48上,随后夹取机构42复位。
63.当两组压装机构41均装上衬套3后,横移缸46动作通过取料缸47、挤压缸49和挤压头48将衬套3推送至与工件1上的衬套3装配工位相对应;而后两组压装机构41的挤压缸49带动挤压头48同步动作将衬套3以挤压安装的方式将衬套3压装到工件1。当压装机构41完成衬套3的压装后,压装机构41复位,至此一次压装器12全部完成衬套3的压装工序。
64.当一次压装器12完成衬套3的压装工序后,分度盘5通过定位夹具6带动完成衬套3压装的工件1转动至与二次压装器13相对应时,若该工件1无需安装衬套3时,二次压装器13不动作;若该工件1需要安装衬套3时,二次压装器13的横移缸46首先动作,将压装夹爪50推送至与工件1上的衬套3呈相向对应,而后压装夹爪50对衬套3进行压紧后复位,随后横移缸46带动压装夹爪50复位。至此二次压装器13完成衬套3的二次压装工序。
65.当下柱管轴承衬套的装配装置完成上述动作,分度盘5通过定位夹具6带动完成工件1转动至与下料器64相对应时,下料器64将在驱动齿轮a55和驱动齿轮b56的配合下将通过夹取缸54夹取工件1,并将工件1插入到涂脂器15的涂脂套59上,随后油脂供应装置,通过进脂孔62输入到储脂腔63中,并最终通过涂脂套59透脂孔61进入到工件1的内部,一定时间后油脂供应装置停止动作。至此涂脂器15完成工件1的涂脂工作,随后下料器64将完成涂脂的工件1从涂脂器15上取出放置到指定区域后复位。至此该下柱管轴承衬套的装配装置全部完成下柱管轴承和衬套的装配工作,该下柱管轴承衬套的装配装置即可进入下个工作循环。
66.该下柱管轴承衬套的装配装置,结构紧凑、设计巧妙,能够机械化完成两种型号下柱管轴承和衬套的装配工作,解决了下柱管轴承和衬套现有装配方式存有的工作效率低和装配质量差的问题,特别适合下柱管轴承衬套的装配使用的需要。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1