用于加工复材风扇叶片前缘金属加强边的夹具
1.本发明属于大涵道比涡扇航空发动机周边零件领域,尤其涉及用于加工复材风扇叶片前缘金属加强边的夹具。
背景技术:
2.当前先进的大涵道比涡扇航空发动机大都采用了大尺寸树脂基复合材料风扇叶片,其减重增效对提高航空发动机推重比极为重要。与钛合金金属叶片相比,复合材料风扇叶片具有重量轻、效率高、噪声低、燃油消耗率低、抗颤振性能强和损伤容限强等优点,是我国大涵道比涡扇发动机实现结构创新与技术跨越的关键,故其相关技术研究具有重要的战略意义和经济意义。复合材料风扇叶片的前缘是其服役环境最恶劣的部位,为防止在高负荷、高转速的复杂服役过程中复合材料叶片进气边分层开胶,更为了提高其抗腐蚀性、抗冲击以及抗鸟撞性能,在复合材料叶片前缘部位必须采用金属加强边结构加以保护。
3.复合材料风扇叶片前缘金属加强边结构非常复杂,整体呈复杂薄壁深窄v型长槽特征,其腔槽深、窄、狭长、扭曲大,截面大致呈v型,是大扭转度超薄壁特征与深窄狭长v型腔槽特征的深度融合,与航空发动机整体叶盘、叶片等常见复杂薄壁结构相比,属于更加复杂的薄壁超弱刚性通道类零件,多轴联动数控加工是保障其高效精密制造的一项关键技术。金属加强边内腔及外形表面均是大扭转度自由曲面,难以确定固定的加工原点及定位基准,严重制约了我国航空发动机大型复材风扇叶片的研制。
4.复合材料风扇叶片前缘金属加强边结构非常复杂,多轴联动数控加工是保障其高效精密制造的一项关键技术。前缘金属加强边的精加工可在四轴或五轴数控机床上完成,双转台式数控机床内部具有一个可支撑零件毛坯及夹具的圆盘状工作台,该圆盘状工作台可绕a轴及c轴转动,加工零件时,可将夹具及零件毛坯安装在此圆盘状工作台上。
5.双转台式数控机床在加工时,其夹具存在以下不足:为了固定金属加强边毛坯在夹具中的位置,需使用大量的顶紧螺栓顶紧毛坯,可能引起毛坯在y轴方向上受力不一致,使得金属加强边毛坯工艺底座侧面不能很好的贴合夹具方槽侧面,偏差可达0.20mm以上,造成定位不精确;不能快速确定坐标原点在x轴上的位置。
6.由于双转台式数控机床的夹具存在以上问题,因此现使用双摆头式数控机床来加工叶片,双摆头式数控机床的工作台分为左端和右端两部分,中间悬空,其内部没有用于支撑加工夹具及零件毛坯的圆盘状工作台。
技术实现要素:
7.本发明的目的是提供用于加工复材风扇叶片前缘金属加强边的夹具,以解决涡扇航空发动机的复合材料风扇叶片的金属加强边在双摆头式数控机床上精加工时缺少夹具且难以快速精确定位的问题。
8.本发明采用以下技术方案:用于加工复材风扇叶片前缘金属加强边的夹具,夹具适用于双摆头式数控机床,双摆头式数控机床具备两个工作台,其左侧的工作台为从动轴
端,其右侧的工作台为主动轴端;
9.夹具包括右夹具,
10.右夹具包括:
11.右定位板,竖向设置且其走向沿左右设置,其上沿前后方向贯穿开设有用于固定加强边毛坯的右通孔,右通孔用于螺栓自前向后先穿过加强边毛坯的定位孔后穿过右通孔对加强边毛坯进行固定,右定位板的前侧用于抵住加强边毛坯的后壁面,
12.右挡板,竖向设置且其走向沿前后设置,其所在平面与右定位板的平面相互垂直,其后端与右定位板的右侧固定连接,右挡板的左侧壁用于抵住加强边毛坯的右壁面,右挡板通过螺栓固定在双摆头式数控机床的主动轴端上,
13.右锥形件,位于右挡板的右侧,其轴线垂直右挡板设置,其左端与右挡板固定连接,其右端通过螺栓固定在双摆头式数控机床的主动轴端,
14.右定位销,水平设置,其后端固定连接在右定位板上,且位于右通孔的下侧,其上侧用于对加强边毛坯自下而上进行支撑,并与穿过加强边毛坯的螺栓相互配合对加强边毛坯进行固定,进而使得双摆头式数控机对加强边毛坯进行加工。
15.进一步地,右挡板自上而下设置有右限位销,右限位销用于对右锥形件进行限位,避免右锥形件进行转动。
16.进一步地,夹具还包括左夹具,
17.左夹具包括:
18.左定位板,竖向设置且其走向沿左右设置,其上沿前后方向贯穿开设有用于固定加强边毛坯的左通孔,左通孔用于螺栓自前向后先穿过加强边毛坯的定位孔后穿过左通孔对加强边毛坯进行固定,左定位板的前侧用于抵住加强边毛坯的后壁面,
19.左挡板,竖向设置且其走向沿前后设置,其所在平面与左定位板的平面相互垂直,其后端与左定位板的左侧固定连接,左挡板的右侧壁用于抵住加强边毛坯的左壁面,左挡板通过螺栓固定在双摆头式数控机床的从动轴端上,
20.左锥形件,位于左挡板的左侧,其轴线垂直左挡板设置,其右端与左定位板固定连接,其左端通过螺栓固定在双摆头式数控机床的从动轴端,
21.左定位销,水平设置,其后端固定连接在左定位板上,且位于左通孔的下侧,其上侧用于对加强边毛坯自下而上进行支撑,并与穿过加强边毛坯的螺栓相互配合对加强边毛坯进行固定。
22.进一步地,左挡板自上而下设置有左限位销,左限位销用于对左锥形件进行限位,避免左锥形件进行转动。
23.进一步地,右夹具还包括:
24.右加强筋,位于右定位板的后侧,分别与右定位板和右挡板固定连接。
25.进一步地,左夹具还包括:
26.左加强筋,位于左定位板的后侧,分别与左定位板和左挡板固定连接。
27.进一步地,夹具的安装方法由以下步骤组成:
28.步骤1:安装右夹具
29.将右锥形件的左端与右挡板连接,通过右限位销加以固定,右锥形件的右端通过右锥形件内腔的螺纹孔与机床的主动轴端工作台连接,此时,右锥形件回转中心与机床工
作台旋转轴重合,右夹具和机床的相对位置通过右定位板的两个螺钉连接固定,将右挡板安装于机床主动轴端的左侧,右定位板的表面与机床工作台旋转轴平行,利用螺钉确保右定位板与右挡板相互垂直及与工作台旋转轴的距离;
30.步骤2:安装左夹具
31.左锥形件位于机床从动轴端工作台的右侧,将左锥形件的右端与左挡板连接,通过左限位销加以固定,左锥形件的左端通过左锥形件内腔的螺纹孔与机床从动轴端连接,左锥形件回转中心与机床工作台旋转轴重合,左夹具和机床的相对位置通过左挡板的两个螺钉连接固定;将左定位板安装于左挡板的右侧,左挡板垂直于左定位板,左定位板的表面与机床工作台旋转轴平行,利用螺钉确保左定位板和左挡板相互垂直距离工作台旋转轴的距离;
32.步骤3:调整右夹具和左夹具,使左定位板和右定位板的前壁处于同一平面内,确保其偏差在0.003mm以内,设定此时机床主动轴端的转角a=0;夹具安装完成后,右定位板的前侧壁、右挡板的左侧壁分别为加工加强边毛坯的x向及y向基准面,z向的运动通过左定位销和右定位销来限制;
33.步骤4:确定金属加强边毛坯在夹具中的位置
34.将加强边毛坯放置于左夹具和右夹具之间,加强边毛坯的下侧壁与左定位销和右定位销接触,加强边毛坯的右侧壁与右挡板的左侧面贴合,利用螺栓自前向后依次穿过加强边毛坯左侧的定位孔、左定位板的左通孔后将加强边毛坯固定在左定位板的前侧,然后再利用螺栓自前向后依次穿过加强边毛坯右侧的定位孔、右定位板的右通孔后将加强边毛坯固定在右定位板的前侧,加强边毛坯的后侧与左定位板和右定位板的前表面贴合,最终使得加强边毛坯在夹具中的正确位置完全固定。
35.本发明的有益效果是:本发明适用于双摆头式数控机床,能够对加强边毛坯进行快速定位;采用螺栓、左定位板和右定位板的前侧、左挡板的右侧壁、右挡板的左侧壁为基准面、定位销对加强边毛坯进行固定,能够有效防止毛坯偏离加工位置,限制毛坯在x轴、y轴、z轴方向的运动,夹具在机床上安装完成后,基准面便已经确定,且各基准面都经过打磨,平面度较高,定位精确;加工时,只需将毛坯放在固定的位置,操作简单;毛坯安装完成后,加工原点及坐标系便已确定,能够快速定位,适用于广大工程技术人员。
附图说明
36.图1为本发明右夹具的结构示意图;
37.图2为本发明左夹具的结构示意图;
38.图3为本发明左夹具的后视图;
39.图4为本发明右夹具的后视图;
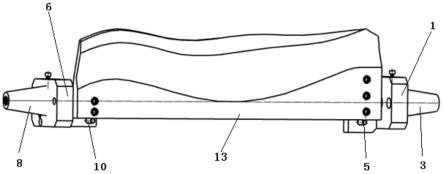
40.图5为本发明加工前左夹具和右夹具的结构示意图;
41.图6为本发明加工后左夹具和右夹具的结构示意图。
42.其中:1、右夹具;2、右定位板;3、右锥形件;4、右挡板;5、右定位销;6、左夹具;7、左定位板;8、左锥形件;9、左挡板;10、左定位销;11、右加强筋;12、左加强筋;13、加强边毛坯。
具体实施方式
43.下面结合附图和具体实施方式对本发明进行详细说明。
44.本发明公开了用于加工复材风扇叶片前缘金属加强边的夹具,夹具适用于双摆头式数控机床,双摆头式数控机床的型号为ferrari a156,厂家为意大利希毕法拉利c.b.ferrari公司,双摆头式数控机床具备两个工作台,双摆头式数控机床左侧的工作台为从动轴端,双摆头式数控机床右侧的工作台为主动轴端。
45.如图1所示,夹具包括右夹具1,右夹具1包括:右定位板2、右锥形件3、右挡板4、右定位销5,右定位板2竖向设置且其走向沿左右设置,右定位板2的上沿前后方向贯穿开设有用于固定加强边毛坯13的右通孔,右通孔用于螺栓自前向后先穿过加强边毛坯13的定位孔后穿过右通孔对加强边毛坯13进行固定,右定位板2的前侧用于抵住加强边毛坯13的后壁面。
46.右挡板4竖向设置且其走向沿前后设置,右挡板4所在平面与右定位板2的平面相互垂直,右挡板4的后端与右定位板2的右侧固定连接,右挡板4的左侧壁用于抵住加强边毛坯13的右壁面,右挡板4还通过螺栓固定在双摆头式数控机床的主动轴端上。
47.右锥形件3位于右挡板4的右侧,右锥形件3的轴线垂直右挡板4设置,右锥形件3的左端与右挡板4固定连接,右锥形件3的右端通过螺栓固定在双摆头式数控机床的主动轴端。
48.右定位销5水平设置,右定位销5的后端固定连接在右定位板2的前侧壁上,且位于右通孔的下侧,右定位销5的上侧用于对加强边毛坯13自下而上进行支撑,并与穿过加强边毛坯13的螺栓相互配合对加强边毛坯13进行固定,进而使得双摆头式数控机对加强边毛坯13进行加工。
49.本发明还包括左夹具6,如图2所示,左夹具6包括:左定位板7、左锥形件8、左挡板9、左定位销10。
50.左定位板7竖向设置且其走向沿左右设置,左定位板7的上沿前后方向贯穿开设有用于固定加强边毛坯13的左通孔,左通孔用于螺栓自前向后先穿过加强边毛坯13的定位孔后穿过左通孔对加强边毛坯13进行固定,左定位板7的前侧用于抵住加强边毛坯13的后壁面。
51.左挡板9竖向设置且其走向沿前后设置,左挡板9所在平面与左定位板7的平面相互垂直,左挡板9的后端与左定位板7的左侧固定连接,左挡板9的右侧壁用于抵住加强边毛坯13的左壁面,左挡板9还通过螺栓固定在双摆头式数控机床的从动轴端上。
52.左锥形件8位于左挡板9的左侧,左锥形件8的轴线垂直左挡板9设置,左锥形件8的右端与左定位板7固定连接,左锥形件8的左端通过螺栓固定在双摆头式数控机床的从动轴端。
53.左定位销10水平设置,左定位销10的后端固定连接在左定位板7的前侧壁上,且位于左通孔的下侧,左定位销10的上侧用于对加强边毛坯13自下而上进行支撑,并与穿过加强边毛坯13的螺栓相互配合对加强边毛坯13进行固定,进而对加强边毛坯13进行加工。
54.右挡板4自上而下设置有右限位销,右限位销用于对右锥形件3进行限位,避免右锥形件3进行转动。左挡板9自上而下设置有左限位销,左限位销用于对左锥形件8进行限位,避免左锥形件8进行转动。
55.如图3和图4所示,右夹具1还包括:右加强筋11,右加强筋11位于右定位板2的后侧,右加强筋11分别与右定位板2和右挡板4固定连接。左夹具6还包括:左加强筋12,左加强筋12位于左定位板7的后侧,左加强筋12分别与左定位板7和左挡板9固定连接。
56.右夹具1位于双摆头式数控机床主动轴端的左侧,通过右锥形件3固定在双摆头式数控机床上,右锥形件3为空心回转体,右锥形件3的左端为粗端,右端为细端,右锥形件3的粗端及内腔均设有螺纹,右锥形件3的粗端与右挡板4螺纹连接,右锥形件3的细端通过内腔的螺纹与双摆头式数控机床右端工作台相连接。
57.左夹具6位于双摆头式数控机床从动轴端的右侧,通过左锥形件8固定在机床上,左锥形件8为空心回转体,左锥形件8的右端为粗端,左端为细端,左锥形件8的粗端及内腔均设有螺纹,左锥形件8的粗端与左挡板9螺纹连接,左锥形件8的细端通过内腔的螺纹与双摆头式数控机床的从动轴端相连接。
58.本发明安装完成后,如图5和图6所示,左定位销10和右定位销5的圆心位于同一水平面,确保加强边毛坯13的下侧壁与加工坐标系x轴平行,右挡板4的左侧面为加工加强边毛坯13的x向定位基准面,右定位板2的前侧为加工加强边毛坯13的y向定位基准面,加强边毛坯13的z向由左定位销10和右定位销5来定位。
59.本发明的安装步骤:
60.步骤1:安装右夹具1
61.将右锥形件3的粗端与右挡板4连接,为确保右夹具1与右锥形件3之间的螺纹连接不发生松动,通过右限位销加以固定,右锥形件3的细端通过右锥形件3内腔的螺纹孔与机床的主动轴端工作台连接,此时,右锥形件3回转中心与机床工作台旋转轴重合,右夹具1和机床的相对位置通过右定位板2的两个螺钉连接固定。将右挡板4安装于机床主动轴端的左侧,右定位板2的表面与机床工作台旋转轴平行,利用螺钉确保右定位板2与右挡板4相互垂直及与工作台旋转轴的距离。
62.步骤2:安装左夹具6
63.左锥形件8位于机床从动轴端工作台的右侧,将左锥形件8的粗端与左挡板9连接,为确保左挡板9与左锥形件8间的螺纹连接不发生松动,通过左限位销加以固定,左锥形件8的细端通过左锥形件8内腔的螺纹孔与机床从动轴端连接,此时,左锥形件8回转中心与机床工作台旋转轴重合,左夹具6和机床的相对位置通过左挡板9的两个螺钉连接固定。将左定位板7安装于左挡板9的右侧,左挡板9垂直于左定位板7,左定位板7的表面与机床工作台旋转轴平行,利用螺钉确保左定位板7和左挡板9相互垂直距离工作台旋转轴的距离。
64.步骤3:调整右夹具1和左夹具6,使左定位板7和右定位板2的前壁处于同一平面内,确保其偏差在0.003mm以内,设定此时机床主动轴端的转角a=0。夹具安装完成后,右定位板2的前侧壁、右挡板4的左侧壁分别为加工加强边毛坯13的x向及y向基准面,z向的运动通过左定位销10和右定位销5来限制。
65.步骤4:确定金属加强边毛坯13在夹具中的位置
66.将加强边毛坯13放置于左夹具6和右夹具1之间,加强边毛坯13的下侧壁与左定位销10和右定位销5接触,加强边毛坯13的右侧壁与右挡板4的左侧面贴合,利用螺栓自前向后依次穿过加强边毛坯13左侧的定位孔、左定位板7的左通孔后将加强边毛坯13固定在左定位板7的前侧,然后再利用螺栓自前向后依次穿过加强边毛坯13右侧的定位孔、右定位板
2的右通孔后将加强边毛坯13固定在右定位板2的前侧,加强边毛坯13的后侧与左定位板7和右定位板2的前表面贴合,最终使得加强边毛坯13在夹具中的正确位置完全固定。
67.以上仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1