焊接装置的制作方法
1.本技术属于焊接领域,尤其涉及焊接装置。
背景技术:
2.激光焊接具有能量密度高、焊接效率高、热输入低、工件焊后变形量小等特点。随着激光器成本的降低,激光焊接在各种金属零件焊接加工领域被应用地越来越广泛。但是,在大功率焊接下,金属飞溅物容易污染焊接头内的相关光学器件,如保护镜片,有可能会导致光束在镜片位置聚集,进而烧坏焊接头。
技术实现要素:
3.本技术实施例提供一种焊接装置,可以减少焊接过程中的飞溅物对焊接头的污染。
4.本技术实施例提供一种焊接装置,所述焊接装置包括:
5.焊接头,能够向待焊接区域照射激光;
6.第一喷射件,设置于所述焊接头与所述待焊接区域之间,所述第一喷射件上设置有第一过孔,所述第一喷射件上设置有喷射孔,所述喷射孔能够喷射气体以形成第一气帘,所述第一气帘与所述第一过孔相交,所述第一气帘用于阻挡所述焊接区域在焊接过程中产生的飞溅物经由所述第一过孔飞溅至所述焊接头。
7.可选的,所述第一喷射件具有第一轴线,所述激光的传播方向与所述第一轴线重合,所述喷射孔的数量为多个,多个所述喷射孔绕所述第一轴线均匀分布,多个所述喷射孔喷射所述气体以形成所述第一气帘。
8.可选的,每一所述喷射孔与所述焊接头之间的距离等于预设高度,以使所述第一气帘所在的平面与所述焊接头的护目镜所在的平面平行。
9.可选的,所述第一喷射件具有第一气室,所述第一气室用于存放所述气体,所述第一气室与每一所述喷射孔连通,以使各所述喷射孔的气流量相等。
10.可选的,所述第一喷射件上设置有接气口,所述接气口与所述第一气室连通;所述焊接装置还包括:
11.气管安装件,与所述接气口的边缘连接;
12.气管,与气管安装件连接,所述气管用于向所述第一气室输送所述气体。
13.可选的,所述焊接装置还包括:
14.第二喷射件,设置于所述焊接头与所述第一喷射件之间,所述第二喷射件设置于所述焊接头的一侧,所述第二喷射件能够沿第一方向喷射所述气体以形成第二气帘,所述第二气帘用于阻挡所述待焊接区域在焊接过程中产生的烟尘污染所述焊接头,所述第二气帘的阻挡范围大于所述第一气帘的阻挡范围。
15.可选的,所述焊接装置还包括:
16.吹送管,设置于所述第一喷射件与所述待焊接区域之间,所述吹送管设置有第二
过孔,所述激光能够穿过所述第二过孔并传输至所述待焊接区域,所述吹送管上开设有吹送口,所述吹送口用于向所述待焊接区域吹送保护气。
17.可选的,所述吹送管设置有第三气室和导气部,所述第三气室用于存储所述保护气,所述吹送口与所述第三气室连通,所述导气部设置于所述吹送口的边缘,以使所述保护气沿第二方向流动至所述待焊接区域。
18.可选的,所述吹送管具有冷凝水孔,所述冷凝水孔环绕所述第二过孔设置,所述冷凝水孔用于运送冷凝水以降低所述吹送管的温度。
19.可选的,所述焊接装置还包括:
20.支架,所述焊接头和所述第一喷射件均与所述支架连接。
21.本技术实施例中,焊接装置包括焊接头和第一喷射件,焊接头能够向待焊接区域照射激光,第一喷射件上设置有第一过孔。激光能够穿过第一过孔并传输至待焊接区域。第一喷射件上设置有喷射孔,喷射孔能够喷射气体以形成第一气帘,第一气帘与第一过孔相交。第一气帘可以阻挡待焊接区域在焊接过程中产生的飞溅物经由第一过孔飞溅至焊接头,可以避免由于光束聚集而导致的焊接头烧坏。
附图说明
22.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其有益效果显而易见。
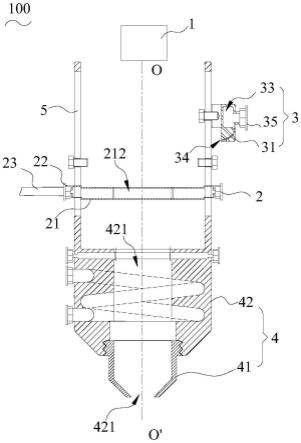
23.图1为本技术实施例提供的焊接装置的结构示意图。
24.图2为本技术实施例中第一气帘和第二气帘的示意图。
25.图3为图1中第一气帘组件的俯视图。
26.图4为图1中吹送管的结构示意图。
27.图5为图4中a的局部放大图。
28.图6为本技术实施例中支架的结构示意图。
具体实施方式
29.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
30.激光焊接具有能量密度高、焊接效率高、热输入低、工件焊后变形量小等特点。随着激光器成本的降低,激光焊接在各种金属零件焊接加工领域被应用地越来越广泛。
31.请参阅图1和图2,图1为本技术实施例提供的焊接装置的结构示意图,图2为本技术实施例中第一气帘和第二气帘的示意图。焊接装置100包括焊接头1和第一气帘组件2,焊接头1能够向待焊接区域照射激光。需要说明的是,焊接头1内部设置有多个光学器件,用于产生激光或者改变激光的传播方向。焊接头1的外部设置有保护镜,激光经保护镜出射,保护镜用于保护焊接头1内部的其他光学器件。但是,在大功率焊接时,金属飞溅物容易污染焊接头1的保护镜,这有可能会导致光束在镜片的位置聚集,进而烧坏焊接头1。第一气帘组件2用于产生第一气帘24,第一气帘24用于阻挡焊接过程中金属飞溅物污染焊接头1。
32.请参阅图1和图3,图3为图1中第一气帘组件的俯视图。第一气帘组件2包括第一喷射件21,第一喷射件21设置于所述焊接头1与所述待焊接区域之间,第一喷射件21具有第一内表面211和第一过孔212,第一内表面211围设形成第一过孔212,所述第一喷射件21与所述焊接头1连接,以使激光能够穿过第一过孔212照向待焊接区域,即所述第一过孔212形成所述激光的传输通道。第一内表面211上设置有喷射孔213,喷射孔213能够喷射气体以形成第一气帘24,第一气帘24与第一过孔212相交。
33.可以理解的是,在焊接过程中,飞溅物从焊缝处产生,并向远离待焊接区域的方向运动。由于飞溅物尚未完全凝固,且温度较高,当飞溅物碰到焊接头1时,焊接头1十分难以清洁,从而导致相关部件的报废。第一气帘24则可以阻挡待焊接区域在焊接过程中产生的飞溅物经由第一过孔212飞溅至焊接头1,导致焊接头1中的光学器件污染。可以理解的是,在飞溅物朝焊接头1运动时,飞溅物运动到第一气帘24的高度时,则会受到第一气帘24的阻碍,进而停止向焊接头1运动,避免了飞溅物对焊接头1的污染,进而避免了由于光束聚集而导致的焊接头1烧坏等问题。
34.在焊接的过程中,焊接头1需要移动以对不同的部分进行焊接。所述第一喷射件21与所述焊接头1连接,因此,第一喷射件21可以随着焊接头1移动,以保证激光始终穿设于第一过孔212内。即使焊接头1移动,第一气帘24也始终设置于焊接头1于待焊接区域之间,对焊接头1进行保护。
35.为了提高第一气帘24的保护效果,所述喷射孔213的数量可以为多个,多个所述喷射孔213喷射所述气体以形成所述第一气帘24,从而增强第一气帘24的阻挡能力。示例性的,所述第一喷射件21具有第一轴线oo’,第一过孔212可以为一圆孔,第一轴线oo’可以为第一过孔212的中心线,所述激光的传播方向与所述第一轴线oo’重合。
36.多个所述喷射孔213可以绕所述第一轴线oo’均匀分布,喷射孔213的均匀设置可以使得第一气帘24各处的强度大致相等,避免第一气帘24上存在阻挡力较弱的地方,从而导致飞溅物可以“突破”第一气帘24的阻挡。每一所述喷射孔213与所述焊接头1之间的距离等于预设高度,以使所述第一气帘24所在的平面与所述焊接头1的护目镜所在的平面平行。
37.请继续参阅图3,所述第一喷射件21具有第一气室216,所述第一气室216用于存放所述气体,所述第一气室216与每一所述喷射孔213连通,以使各所述喷射孔213的气流量相等。可以理解的是,第一气室216的设置也可以使得第一气帘24各处的强度均匀,从而实现对焊接头1各处均匀的保护。
38.示例性的,第一过孔212为一圆孔,喷射孔213的数量为六个,各喷射孔213均匀设置,六个喷射孔213绕第一轴线oo’均匀分布。各喷射孔213可以沿着喷射孔213与第一轴线oo’的连线喷射气体,即沿径向方向喷射气体,则可以在第一过孔212内形成所述第一气帘24,第一气帘24各处的阻挡力度大致相等。当然,也可以不设置多个喷射孔213,喷射孔213可以为一圆环形的通孔,此处对喷射孔213的具体数量不做限制。
39.所述第一喷射件21还包括第一外表面214,所述第一外表面214与所述第一内表面211相对设置,所述第一外表面214上设置有接气口215,所述接气口215与所述第一气室216连通。所述第一气帘组件2还包括气管安装件22和气管23,气管安装件22与所述接气口215的边缘连接,气管23与气管安装件22连接,所述气管23用于向所述第一气室216输送所述气体。示例性的,气管安装件22可以为一快插接头,此处对气管安装件22的具体结构不做限
制。
40.请参阅图1和图2,所述焊接装置100还包括第二气帘组件3,需要说明的是,在焊接的过程中会产生较大的颗粒状的飞溅物,也会产生较为细小的烟尘杂质,这些烟尘杂质也可能对焊接头1表面造成污染。因此,可以在第一气帘组件2和焊接头1之间设置第二气帘组件3,第二气帘组件3可以产生第二气帘32,所述第二气帘32用于阻挡焊接过程中产生的烟尘污染所述焊接头1中的光学器件。
41.第二气帘组件3包括第二喷射件31,第二喷射件31设置于所述焊接头1与所述第一喷射件21之间,所述第二喷射件31设置于所述焊接头1的一侧,所述第二喷射件31能够沿第一方向x喷射所述气体以形成第二气帘32,所述第二气帘32的阻挡范围大于所述第一气帘24的阻挡范围。其中,第二喷射件31内可以设置第二气室33,第二喷射件31靠近第一喷射件21的一侧可以设置出气口34,第二气室33内存储有所述气体,所述气体通过所述出气口34喷射,以将焊接头1前的烟尘吹走,起到清洁焊接头1的作用。第二喷射件31上也可以连接一快插接头35,气管23与快插接头35连接以向第二气室33中输送气体。
42.请继续参阅图1和图2,所述焊接装置100还包括保护气吹送组件4,保护气吹送组件4能够向焊缝处吹送保护气,使得焊缝与空气隔绝,放置焊缝被空气氧化,以提高焊接质量。需要说明的是,激光焊接时会产生大量的烟尘和等离子体,烟尘和等离子体对激光有吸收、折射和散射的作用。因此,烟尘和等离子体会削弱激光投射到工件表面上的能量,甚至会扩大激光束的光斑,从而会使得工件的焊接质量、焊接效率下降。为避免烟尘和等离子体削弱激光投射到工件表面上的能量,可以在焊接的过程中对焊接缝吹保护气,从而吹散焊接缝处的烟尘和等离子体。
43.需要说明的是,保护气可以为有单元气体,也有二元,三元混合气。示例性的,单元气体可以为氩气、氦气、氮气等,二元混合气可以为氩和氧、氩和二氧化碳、氩和氦、氩和氢混合气等,三元混合气可以为氦氩以及二氧化碳混合气。其中,一元惰性气体对工件能起到很好的保护作用,可以放置工件焊接时被氧化。二元保护气对驱散高功率激光焊接产生的等离子屏蔽很有效。金属蒸气吸收激光束电离成等离子云,金属蒸气周围的保护气体也会因受热而电离。如果等离子体存在过多,激光束在某种程度上被等离子体消耗。等离子体作为第二种能量存在于工作表面,使得熔深变浅、焊接熔池表面变宽。通过增加电子与离子和中性原子三体碰撞来增加电子的复合速率,以降低等离子体中的电子密度。中性原子越轻,碰撞频率越高,复合速率越高。另一方面,只有电离能高的保护气体,才不致因气体本身的电离而增加电子密度。三元保护气可使工件在焊接过程中免受氧化,应用中视焊材不同选择不同配比的焊接混合气。
44.保护气吹送组件4包括吹送管42,吹送管42设置于所述第一喷射件21与所述待焊接区域之间。请参阅图4和图5,图4为图1中吹送管的结构示意图,图5为图4中a的局部放大图。所述吹送管42具有第二内表面422和第二过孔421,所述第二内表面422围设形成所述第二过孔421,所述激光能够穿过所述第二过孔421照向所述待焊接区域。所述第二内表面422上开设有吹送口423,所述吹送口423用于向所述待焊接区域吹送保护气。需要说明的是,对于结构复杂的金属零件的焊接,通常采用同轴吹保护气来进行焊接保护。本技术实施例中的吹送管42可以与焊接头1连接,在焊接的过程中,焊接头1需要移动以对不同的部分进行焊接。所述吹送管42与所述焊接头1连接,因此,吹送管42可以随着焊接头1移动,以保证激
光始终穿设于第二过孔421内。即使焊接头1移动,吹送管42也始终能够在激光的周缘吹送保护气,从而对焊缝处进行精准的保护。
45.所述吹送管42设置有第三气室425和导气部426,所述第三气室425用于存储所述保护气,所述吹送口423与所述第三气室425连通,所述导气部426设置于所述吹送口423的边缘,以使所述保护气沿第二方向z流动至所述待焊接区域。吹送管42上也可以设置快插转接头,气管23与快插转接头连接,以向第三气室425输送保护气。
46.需要说明的是,在焊接高反金属时,反射的激光很容易使得吹送管42过热,有可能会导致相关部件的烧毁。所述吹送管42可以设置冷凝水孔427,所述冷凝水孔427设置于第一内表面211和第一外表面214之间,所述冷凝水孔427用于运送冷凝水以降低所述吹送管42的温度。示例性的,冷凝水管可以为一螺旋型循环冷却水路,所述螺旋型循环冷却水路围绕着同轴吹保护气装置内壁,用于吸收焊接时激光辐射的热量,降低装置的温度。
47.请参阅图1,所述保护气吹送组件4还包括喷嘴41,所述喷嘴41设置于所述第一喷射件21与所述待焊接区域之间,所述喷嘴41与所述第一喷射件21可拆卸连接,所述喷嘴41具有第三过孔412,所述激光能够穿过所述第三过孔412照向所述待焊接区域,所述第三过孔412的截面积小于所述第二过孔421的截面积。可以理解的是,喷嘴41的设置可以缩小保护气的吹送范围,实现保护气的准确吹送。可以根据实际的需求,设计喷嘴41的第三过孔的截面积,此处不做限制。
48.请参阅图1和图6,图6为本技术实施例中支架的结构示意图。所述焊接装置100还包括支架5,所述焊接头1、所述第一喷射件21以及所述吹送管42均与所述支架5连接。所述的支架5通过螺纹孔与焊接头1连接,螺栓搭配不同高度的螺纹孔来调节第一气帘24与焊接头1之间的相对高度。
49.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
50.以上对本技术实施例所提供的焊接装置进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1