手动冲床自动上料装置的制作方法
1.本实用新型属于机加设备技术领域,具体涉及一种手动冲床自动上料装置。
背景技术:
2.手动冲床,是对材料施以压力,使其塑性变形而得到所需要的形状与精度的机械设备,手动冲床主要是针对板材、通过模具,能做出落料、冲孔、成型、拉升、修整、精冲、整形、铆接及挤压件等等。
3.手动冲床具有结构简单,故障率低,有的冲床用了几十年都还在正常运行,但是手动冲床采用人工上料,具有效率低、精度低、人力成本高等缺点。
技术实现要素:
4.本实用新型实施例提供一种手动冲床自动上料装置,旨在解决上述技术问题。
5.为实现上述目的,本实用新型采用的技术方案是:提供一种手动冲床自动上料装置,包括:
6.机座;
7.第一滑移架,与所述机座滑动连接,且具有沿单一轴向相对所述机座往复滑动的自由度;
8.第一驱动组件,与所述机座连接,所述第一驱动组件的动力输出端与所述第一滑移架连接,以驱动所述第一滑移架相对所述机座往复滑动;
9.第二滑移架,与所述第一滑移架滑动连接,且具有相对所述第一滑移架沿与所述第一滑移架滑动方向垂直的方向往复滑动的自由度;
10.第二驱动组件,与所述第一滑移架连接,所述第二驱动组件的动力输出端与所述第二滑移架连接,以驱动所述第二滑移架相对所述第一滑移架往复滑动;
11.若干夹具,与所述第二滑移架连接,用以夹设料片;
12.若干承载板,与所述第一滑移架上侧连接,以承载所述料片;
13.控制组件,分别与所述第一驱动组件和所述第二驱动组件电性连接,以分别控制所述第一驱动组件和所述第二驱动组件的启停和转速。
14.在一种可能的实现方式中,所述机座包括座体和若干第一滑轨,若干所述第一滑轨与所述座体上侧连接且若干所述第一滑轨互相平行,所述第一滑移架与若干所述第一滑轨滑动连接,若干所述第一滑轨至少为两根。
15.在一种可能的实现方式中,所述第一滑移架包括架体和若干第二滑轨,若干所述第二滑轨与所述架体连接;在水平方向上,若干所述第二滑轨与若干所述第一滑轨互相垂直,所述第二滑移架与若干所述第二滑轨滑动连接,若干所述第二滑轨至少为两根。
16.在一种可能的实现方式中,第一驱动组件包括第一电机组件和第一螺杆,所述第一电机组件与所述座体连接,所述第一电机组件的动力输出端与所述第一螺杆连接,所述第一螺杆与所述座体转动连接并与所述第一滑移架螺纹连接。
17.在一种可能的实现方式中,第二驱动组件包括第二电机组件和第二螺杆,所述第二电机组件与所述架体连接,所述第二电机组件的动力输出端与所述第二螺杆连接,所述第二螺杆与所述架体转动连接并与所述第二滑移架螺纹连接。
18.在一种可能的实现方式中,每个所述夹具均包括第一夹板、第二夹板和气缸,所述第一夹板与所述第二滑移架连接,所述第二夹板包括夹设部、铰接部和施力部,所述夹设部、所述铰接部和所述施力部一体连接,所述夹设部与所述第一夹板配合以夹设所述料片,所述铰接部位于所述夹设部和所述施力部之间,所述第二夹板的所述铰接部与所述第一夹板中部铰接,所述气缸与所述第二夹板的所述施力部上侧连接,所述气缸的动力输出端与所述第一夹板连接。
19.在一种可能的实现方式中,所述夹设部下侧设有若干齿状条纹,若干所述齿状条纹的延伸方向与所述第一滑移架相对所述机座滑动的方向平行。
20.在一种可能的实现方式中,还包括若干滚珠,分别嵌设在若干所述承载板上,并与所述承载板转动连接。
21.在一种可能的实现方式中,还包括若干限位滚轮,分别设在所述第二滑移架相对所述第一滑移架滑动方向的两侧并与所述第一滑移架或者所述承载板连接,所述料片设在若干所述限位滚轮之间,若干所述限位滚轮至少为两个。
22.在一种可能的实现方式中,还包括指令输入组件,所述指令输入组件与所述控制组件电性连接,以向所述控制组件输入控制指令。
23.本实用新型提供的手动冲床自动上料装置的有益效果是:与现有技术相比,本实用新型提供的手动冲床自动上料装置,通过控制组件控制第一驱动组件驱动第一滑移架相对机座沿单一轴向滑动,控制第二驱动组件驱动第二滑移架相对第一滑移架沿与第一滑移架滑动方向垂直的方向往复滑动,通过设在第二滑移架上的夹具带动料片在承载板沿两个互相垂直的方向移动,供冲压机进行冲压、冲裁,通过承载承托料片,能有效避免料片弯曲变形,提高冲压、冲裁精度,同时,相比手动上料,大大提高上料效率和精度,同时大幅降低人工成本。
附图说明
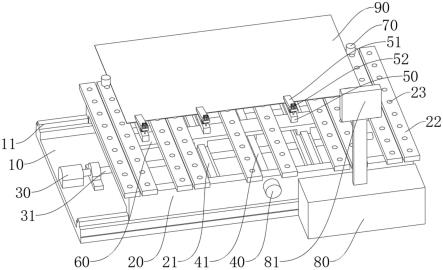
24.图1为本实用新型实施例提供的手动冲床自动上料装置的立体结构示意图;
25.图2为本实用新型实施例提供的手动冲床自动上料装置的左视结构示意图;
26.图3为图2中的a部局部放大图;
27.附图标记说明:
28.10、座体;11、第一滑轨;20、架体;21、第二滑轨;
29.22、承载板;23、滚珠;30、第一电机组件;31、第一螺杆;
30.40、第二电机组件;41、第二螺杆;50、第一夹板;51、第二夹板;
31.52、气缸;53、齿状条纹;60、第二滑移架;70、限位滚轮;
32.80、控制组件;81、指令输入组件;90、料片。
具体实施方式
33.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以
下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
34.请一并参阅图1至图3,现对本实用新型提供的手动冲床自动上料装置进行说明。手动冲床自动上料装置,包括机座、第一滑移架、第一驱动组件、第二滑移架60、第二驱动组件、若干夹具、若干承载板22和控制组件80;第一滑移架与机座滑动连接,且具有沿单一轴向相对机座往复滑动的自由度;第一驱动组件与机座连接,第一驱动组件的动力输出端与第一滑移架连接,以驱动第一滑移架相对机座往复滑动;第二滑移架60与第一滑移架滑动连接,且具有相对第一滑移架沿与第一滑移架滑动方向垂直的方向往复滑动的自由度;第二驱动组件与第一滑移架连接,第二驱动组件的动力输出端与第二滑移架60连接,以驱动第二滑移架60相对第一滑移架往复滑动;若干夹具与第二滑移架60连接,用以夹设料片90;若干承载板22与第一滑移架上侧连接,以承载料片90;控制组件80分别与第一驱动组件和第二驱动组件电性连接,以分别控制第一滑移架和第二滑移架60的运动速度。
35.本实施例提供的手动冲床自动上料装置的有益效果是:与现有技术相比,本实施例提供的手动冲床自动上料装置,通过控制组件80控制第一驱动组件驱动第一滑移架相对机座沿单一轴向滑动,控制第二驱动组件驱动第二滑移架60相对第一滑移架沿与第一滑移架滑动方向垂直的方向往复滑动,通过设在第二滑移架60上的夹具带动料片90在承载板22沿两个互相垂直的方向移动,供冲压机进行冲压、冲裁,通过承载承托料片90,能有效避免料片90弯曲变形,提高冲压、冲裁精度,同时,相比手动上料,大大提高上料效率和精度,同时大幅降低人工成本。
36.如图1和图2所示,在一种具体的实施方式中,机座包括座体10和若干第一滑轨11,若干第一滑轨11与座体10上侧连接且若干第一滑轨11互相平行,第一滑移架与若干第一滑轨11滑动连接,若干第一滑轨11至少为两根,使第一滑移架只能沿第一滑轨11的延伸方向滑动。
37.如图1和图2所示,在一种具体的实施方式中,第一滑移架包括架体20和若干第二滑轨21,若干第二滑轨21与架体20连接;在水平方向上,若干第二滑轨21与若干第一滑轨11互相垂直,第二滑移架60与若干第二滑轨21滑动连接,若干第二滑轨21至少为两根,使第二滑移架60能够相对座体10沿两个互相垂直的方向滑动,实现料片90的进给。
38.如图1和图2所示,在一种具体的实施方式中,第一驱动组件包括第一电机组件30和第一螺杆31,第一电机组件30与座体10连接,第一电机组件30的动力输出端与第一螺杆31连接,第一螺杆31与座体10转动连接并与第一滑移架螺纹连接,通过第一电机组件30驱动第一螺杆31转动,进而带动第一滑移架滑动。
39.如图1和图2所示,在一种具体的实施方式中,第二驱动组件包括第二电机组件40和第二螺杆41,第二电机组件40与架体20连接,第二电机组件40的动力输出端与第二螺杆41连接,第二螺杆41与架体20转动连接并与第二滑移架60螺纹连接,通过第二电机组件40驱动第二螺杆41转动,进而带动第二滑移架60滑动。
40.具体的,第一电机组件30和第二电机组件40由驱动电机和变速器组成或者由伺服电机组成,在本实施方式种,第一电机组件30和第二电机组件40均为私服电机。
41.如图1和图2所示,在一种具体的实施方式中,每个夹具均包括第一夹板50、第二夹板51和气缸52,第一夹板50与第二滑移架60连接,第二夹板51包括夹设部、铰接部和施力
部,夹设部、铰接部和施力部一体连接,夹设部与第一夹板50配合以夹设料片90,铰接部位于夹设部和施力部之间,第二夹板51的铰接部与第一夹板50中部铰接,气缸52与第二夹板51的施力部上侧连接,气缸52的动力输出端与第一夹板50连接。
42.具体的,气缸52的活塞杆收缩时,由于第一夹板50与第二滑移架60连接,无法移动,在反作用力作用下,气缸52带动第二夹板51的施力部向下运动,带动第二滑移架60的夹设部向上运动,远离第一夹板50,此时,将料片90放入第一夹板50与第二夹板51之间,控制气缸52活塞杆伸出,气缸52带动第二夹板51的施力部向上运动,使第二夹板51的夹设部与第一夹板50配合将料片90夹紧。
43.如图1和图3所示,在一种具体的实施方式中,夹设部下侧设有若干齿状条纹53,若干齿状条纹53的延伸方向与第一滑移架相对机座滑动的方向平行,以增大第二夹板51与料片90之间的摩擦力,避免料片90松动。
44.如图1和图2所示,在一种具体的实施方式中,还包括若干滚珠23,分别嵌设在若干承载板22上,并与承载板22转动连接,料片90搭设在若干滚珠23上,以减小摩擦力,避免料片90被磨损。
45.如图1和至图3所示,在一种具体的实施方式中,还包括若干限位滚轮70,分别设在第二滑移架60相对第一滑移架滑动方向的两侧并与第一滑移架或者承载板22连接,料片90设在若干限位滚轮70之间,若干限位滚轮70至少为两个,以使料片90只能随第二滑移架60相对第一滑移架运动。
46.如图1和图2所示,在一种具体的实施方式中,还包括指令输入组件81,指令输入组件81与控制组件80电性连接,以向控制组件80输入控制指令,具体的控制指令包括机床原点、工件原点、加工速度、上下料位置等加工参数。
47.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1