一种IPM散热器自动装配机构的制作方法
一种ipm散热器自动装配机构
技术领域
1.本实用新型涉及机械设备技术领域,特别是一种ipm散热器自动装配机构。
背景技术:
2.ipm由于内部集成了逻辑、控制、检测和保护电路的功能,适应了当今功率器件的发展方向,因此,ipm在功率电子领域得到了广泛的应用。而近几年,随着劳动力成本的逐年增长,传统的手工作业模式已经很难满足企业的正常生产需求,急迫需要新的机器来代替手工劳作。
3.然而,而传统的ipm与散热器需人工装配完成后才能投入生产线上进行使用,同时没有辅助夹具很难保证焊接一致性,从而使得装配成型的技术要求、生产效率和成型质量受影响。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型的目的是提供一种ipm散热器自动装配机构及其装配方法,以解决上述技术问题。
5.本实用新型解决其技术问题所采用的技术方案是:
6.一种ipm散热器自动装配机构,其中,包括工位转盘、装配装置和plc;所述装配装置设置在所述工位转盘的一侧,所述装配装置与所述plc连接;所述工位转盘边缘处包括若干定位点,所述定位点对应设置有检测机构,所述检测机构设置在所述装配装置上,所述检测机构与plc连接。
7.作为本实用新型的进一步改进:所述检测机构为色标传感器,所述装配装置包括识别机构,所述识别机构包括识别支撑架和识别气缸;所述识别支撑架设置在所述定位点的一侧,所述识别支撑架上设置所述色标传感器,所述色标传感器位于所述定位点上方,所述色标传感器分别与所述识别气缸和所述plc连接。
8.作为本实用新型的进一步改进:所述检测机构为霍尔效应传感器,所述装配装置包括组装机构,所述组装机构包括送料支撑架、料管和组装夹取机构;所述送料支撑架设置在所述定位点的一侧,所述送料支撑架上设置所述料管和所述组装夹取机构,所述料管与所述组装夹取机构连接,所述组装夹取机构位于所述定位点上方,所述组装夹取机构与所述霍尔效应传感器连接,所述霍尔效应传感器与所述plc连接。
9.作为本实用新型的进一步改进:所述检测机构为位置开关,所述装配装置包括固定机构,所述固定机构包括固定支撑架、预紧电批、锁紧电批、预紧万向轴和锁紧万向轴;所述固定支撑架设置在所述定位点的一侧,所述固定支撑架分别与所述预紧万向轴和所述锁紧万向轴连接,所述预紧万向轴设置在所述锁紧万向轴的一侧,所述预紧万向轴下方设置所述预紧电批,所述锁紧万向轴下方设置所述锁紧电批,所述预紧电批和所述锁紧电批位于所述定位点上方,所述预紧电批和所述锁紧电批分别与所述位置开关连接,所述位置开关与所述plc连接。
10.作为本实用新型的进一步改进:所述检测机构为接近开关和限位传感器,所述自动装配机构还包括上料装置,所述上料装置包括皮带传送带、上料支撑架和上料吸取机构;所述皮带传送带设置在所述定位点的一侧,所述皮带传送带与所述上料支撑架连接,所述上料支撑架与所述接近开关连接,所述上料支撑架上设置所述上料吸取机构,所述上料吸取机构与所述限位传感器连接,所述限位传感器与所述plc连接。
11.作为本实用新型的进一步改进:所述检测机构为光电传感器,所述自动装配机构还包括收料装置,所述收料装置包括收料支撑架、收料吸取机构、物料周转盒和成品放置机构;所述收料支撑架设置在所述定位点的一侧,所述收料支撑架上设置所述收料吸取机构,所述收料吸取机构位于所述定位点上方,所述收料吸取机构与所述光电传感器连接,所述光电传感器与所述plc连接,所述成品放置机构设置在所述定位点的一侧,所述成品放置机构上设置所述物料周转盒。
12.与现有技术相比,本实用新型的有益效果是:
13.通过在每个定位点上设置传感器或开关,从而精确的识别和定位散热器,有效提高了散热器和ipm装配的准确性和稳定性,能够有效提高装配成型的技术要求、生产效率和成型质量。
附图说明
14.图1为本实用新型的结构示意图。
15.图2为本实用新型实施例结构示意图。
具体实施方式
16.现结合附图说明与实施例对本实用新型进一步说明:
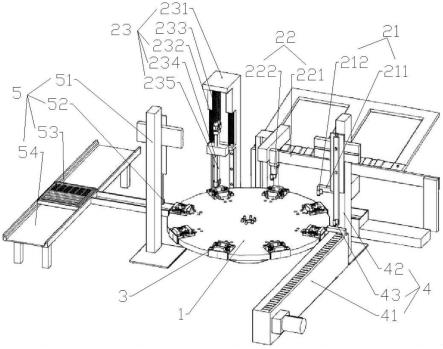
17.本实用新型提供如附图1-2所示的一种ipm散热器自动装配机构,其中,包括工位转盘1、装配装置2和plc;所述装配装置2设置在所述工位转盘1的一侧,所述装配装置2与所述plc连接;所述工位转盘1边缘处包括若干定位点3,所述定位点3对应设置有检测机构,所述检测机构设置在所述装配装置2上,所述检测机构与plc连接。
18.本实用新型通过工位转盘1的旋转,来带动散热器运动至各个定位点3,每个定位点3对应不同的工作流程,通过在每个定位点3上的装配装置2的机构设置对应的传感器或者开关,通过传感器或开关检测散热器是否到位、以及判断该定位点3上对应的机构是否完成工作;再通过传感器和plc连接,在定位散热器或者机构完成工作后发送信号至plc,使得plc散热器继续运动至下一定位点3,直至完成散热器和ipm的装配工作。通过机器装配,不仅提高可靠性,且定位准确,数据可靠,有效解决手工定位及装配的不稳定性。能够精准识别定位定位点3上的元器件,防止漏打错打及定位不准确等情况。提高可靠性的同时,也降低了人工成本,提质增效。
19.对本实用新型的装配装置2做进一步详细描述,如附图1-2所示,所述检测机构为色标传感器,所述装配装置2包括识别机构21,所述识别机构21包括识别支撑架211和识别气缸212;所述识别支撑架211设置在所述定位点3的一侧,所述识别支撑架211上设置所述色标传感器,所述色标传感器位于所述定位点3上方,所述色标传感器分别与所述识别气缸212和所述plc连接。
20.识别支撑架211上设置有滑轨,使得色标传感器可以通过滑轨上下滑动,进而检测散热器是否到位,以及能够对散热器上是否有散热膏进行检测。识别气缸212对色标传感器进行驱动,色标传感器检测到散热器到位以及散热器上确定有散热膏时,将信号发送至plc,plc控制散热器运动至下一个定位点3上。
21.对本实用新型的装配装置2做进一步详细描述,如附图1-2所示,所述装配装置2包括组装机构22,所述检测机构为霍尔效应传感器,所述装配装置2包括组装机构22,所述组装机构22包括送料支撑架221、料管和组装夹取机构222;所述送料支撑架221设置在所述定位点3的一侧,所述送料支撑架221上设置所述料管和所述组装夹取机构222,所述料管与所述组装夹取机构222连接,所述组装夹取机构222位于所述定位点3上方,所述组装夹取机构222与所述霍尔效应传感器连接,所述霍尔效应传感器与所述plc连接。
22.送料支撑架221用于支撑料管,料管内承装有ipm,通过料管对ipm进行自动下料,组装夹取机构222夹取ipm放置在散热器上,通过霍尔效应传感器检测料管是否完成下料,并检测组装机构22是否完成上述放置动作,确认完成后,霍尔效应传感器将信号发送至plc,plc控制散热器运动至下一个定位点3上。
23.对本实用新型的装配装置2做进一步详细描述,如附图1-2所示,所述检测机构为位置开关,所述装配装置2包括固定机构23,所述固定机构23包括固定支撑架231、预紧电批232、锁紧电批233、预紧万向轴234和锁紧万向轴235;所述固定支撑架231设置在所述定位点3的一侧,所述固定支撑架231分别与所述预紧万向轴234和所述锁紧万向轴235连接,所述预紧万向轴234设置在所述锁紧万向轴235的一侧,所述预紧万向轴234下方设置所述预紧电批232,所述锁紧万向轴235下方设置所述锁紧电批233,所述预紧电批232和所述锁紧电批233位于所述定位点3上方,所述预紧电批232和所述锁紧电批233分别与所述位置开关连接,所述位置开关与所述plc连接。
24.预紧万向轴234和锁紧万向轴235的设置能够适应多种角度的定位,从而适应多种角度的电批拧紧,有效节省成本,提高装置利用率。通过锁紧电批233和预紧电批232进行预紧和锁紧,能够提高螺钉固定的固定质量。位置开关用于检测预紧电批232和锁紧电批233是否完成预紧和锁紧的动作,当预紧电批232和锁紧电批233向下运动至螺钉处进行拧紧,完成拧紧回位后,位置开关感应到两个电批的回位,向plc发送一个信号,plc接收信号后控制散热器运动至下一个定位点3。
25.继续对本实用新型的装配机构做进一步描述,如附图1-2所示,所述检测机构为接近开关和限位传感器,所述自动装配机构还包括上料装置4,所述上料装置4包括皮带传送带41、上料支撑架42和上料吸取机构43;所述皮带传送带41设置在所述定位点3的一侧,所述皮带传送带41与所述上料支撑架42连接,所述上料支撑架42与所述接近开关连接,所述上料支撑架42上设置所述上料吸取机构43,所述上料吸取机构43与所述限位传感器连接,所述限位传感器与所述plc连接。
26.通过皮带传送带41将刷好散热膏的散热器传送至上料支撑架42接近定位点3的一端,待到达上料吸取机构43下方后,上料吸取机构43上的接近开关检测到并反馈检测信号给plc,plc控制上料吸取机构43吸取散热器至定位点3上,上料吸取机构43放置散热器并松开后,限位传感器感应到上料吸取机构43的回位,向plc发送信号,plc接收信号后控制散热器运动至下一个定位点3。
27.继续对本实用新型的装配机构做进一步描述,如附图1-2所示,所述检测机构为光电传感器,所述自动装配机构还包括收料装置5,所述收料装置5包括收料支撑架51、收料吸取机构52、物料周转盒53和成品放置机构54;所述收料支撑架51设置在所述定位点3的一侧,所述收料支撑架51上设置所述收料吸取机构52,所述收料吸取机构52位于所述定位点3上方,所述收料吸取机构52与所述光电传感器连接,所述光电传感器与所述plc连接,所述成品放置机构54设置在所述定位点3的一侧,所述成品放置机构54上设置所述物料周转盒53。
28.收料吸取机构52吸取定位点3上的散热器成品,将散热器成品放置在物料周转盒53内,当光电传感器检测到物料周转盒53累计到一定的高度时,向plc发送信号,plc控制装配机构报警急停,待将物料周转盒53全部取走后,放入新的周转盒,直至取出全部物料周转盒53放入新的物料周转盒53后,光电传感器反馈信号至plc,plc控制所有机构进行正常的工作,重新运转工位转盘1,将前一定位点3上的散热器运动至该定位点3上。
29.本实用新型还包括一种ipm散热器自动装配机构的装配方法,其中,包括上述任意一项所述的ipm散热器自动装配机构,所述装配方法步骤包括:
30.上料后,通过色标传感器检测并判断散热器是否到达第二定位点3和散热器上是否刷好散热膏;
31.若是,则色标传感器反馈第二信号至plc,plc控制散热器运动至第三定位点3,通过组装机构22对散热器和ipm进行合并;若否,则进行报警提示;
32.合并时,通过霍尔效应传感器判断合并的动作是否完成;
33.若是,则霍尔效应传感器反馈第三信号至plc,plc控制散热器运动至第四定位点3,通过固定机构23中的预紧电批232和锁紧电批233对散热器和ipm进行螺钉固定;若否,则进行报警提示;
34.螺钉固定时,通过位置开关判断预紧电批232和锁紧电批233的动作是否完成;
35.若是,则位置开关反馈第四信号至plc,plc控制散热器运动至第五定位点3,通过收料吸取机构52对散热器成品收取至物料周转盒53;若否,则进行报警提示。
36.下面对该方法进行进一步的详细描述,包括:上料前,通过接近开关检测并判断散热器是否到位;
37.若是,则通过上料吸取机构43将散热器上料至第一定位点3,当上料吸取机构43离开散热器时,接近开关反馈第一信号至plc,plc控制散热器运动至第二定位点3;若否,则进行报警提示。
38.下面对该方法进行进一步的详细描述,还包括:通过收料吸取机构52对散热器成品收取至物料周转盒53时,通过光电传感器检测并判断物料周转盒53的高度是否满足预设高度;
39.若是,则进行报警并停止收取,直至取出全部物料周转盒53放入新的物料周转盒53后,光电传感器反馈第五信号至plc,plc控制收料吸取机构52继续对散热器成品进行吸取;若否,则收料吸取机构52继续对散热器成品进行吸取。
40.本实用新型中的夹取或者吸取散热器的机构、料管以及使用的各类传感器和各类开关是现有技术中常见的器件。
41.下面对该方法进行进一步的详细描述,还包括:所述螺钉固定的方式包括:
42.预设预紧力矩参数、锁紧力矩参数和停顿时间;预紧电批232通过预紧力矩参数进行预紧后,以停顿时间进行停顿,锁紧电批233通过锁紧力矩参数进行锁紧。
43.下面,以本实用新型的其中一个实施例来介绍本实用新型的工作流程,在本实施例中,所述工位转盘1边缘处设置5个定位点3,每个定位点3上设置有用于固定散热器的散热器模具。设置预紧力矩参数为0.1n/m、锁紧力矩参数为0.35n/m和停顿时间为0.2秒。
44.本实施例的工作流程如下,如附图2所示:
45.1.人工送入刷好散热膏的散热器,将刷好散热膏的散热器利用皮带传送带41送达皮带尾部终点处,即上料吸取机构43下方。皮带尾部设置有带磁吸的感应式接近传感器即接近开关,每当接近开关检测到有散热器接近时,便会将检测信号反馈给主控单元plc,plc经过信号处理好后下达命令控制上料吸取机构43,将上料吸取机构43中的电磁阀打开,催动夹爪气缸开始动作,夹爪气缸抓取散热器送达第一定位点3-1,经过限位传感器检测并到位后,第一定位点3-1处的散热器模具将散热器夹紧,间隔两秒钟,夹爪气缸离开散热器,动作完成后反馈给plc一个信号。
46.2.散热器被成功放入第一定位点3-1后,将散热器送入第二定位点3-2,此时,通过识别气缸212上的色标传感器检测散热器模具上是否有散热器和是否已经刷好散热膏,确认后反馈给plc一个信号。
47.4.将散热器送入第三定位点3-3,此时盛装ipm的料管卡在送料支撑架221的限性槽位上,送入ipm的位置有两个霍尔效应传感器,检测送入ipm的入口位置是否存在ipm,当传感器检测到ipm料管使用完后自动移到下一位置,下一料管自动下料,保证持续有物料补充,防止机器急停。通过组装夹取机构222上的夹爪上抓取ipm放置在散热器上,使二者合并在一起,动作完成后,即夹爪离开ipm后反馈给plc一个信号。
48.5.合并到一起后,将组装到一起的ipm与散热器送入第四定位点3-4,采用两个电批对已组合在一起的散热器与ipm进行螺钉固定。此固定步骤分为预紧与锁紧,通过预紧电批232以预紧力矩为0.1n/m进行预紧,通过锁紧电批233以锁紧力矩为0.35n/m进行锁紧,锁紧电批233力矩检测到0.35n/m到达以后停止动作,程序内设定预紧锁紧之间存在短暂停顿,即停顿时间为大约0.2秒,故肉眼识别不到,只能目视到螺钉一气呵成使两者固定到一起,即装配完成,动作完成后,即电批离开螺钉恢复原位的时候通过位置开关反馈给plc一个信号。而预紧万向轴234和锁紧万向轴235能够使得电批适应多种角度的拧紧。
49.6.将装配好的散热器与ipm转入第五定位点3-5,采用伺服电机驱动,因为伺服电机通过控制脉冲时间的长短来控制转动角度,且只需要一个电源连接开关,运转十分平稳,过载能力强,故为了稳定性采用伺服电机。用伺服电机驱动机械夹爪夹取装配好的散热器,送入物料周转盒53,成品放置机构54共可放置八盒成品,待光电传感器检测到已累计到八盒高度时,会自动报警机器急停,提醒需取出成品物料,放入新的周转盒,直至全部取出并放入新的周转盒后,直至取出全部物料周转盒53放入新的物料周转盒53后,光电传感器反馈信号至plc,重新运转机器。
50.因此,上述的抓取散热器、检测散热器、合并ipm、锁紧螺丝及成品入库共为五个信号,且当其中一个信号复位后,工位转盘1的第一转为00001,第二转为00011,第三转为00111,第四转为01111,第五转为11111,第五转后全部动作完成。当plc接收到五个动作全部复位完成后,圆盘开始转动,整套设备可以正常工作。
51.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1