数控机床测头校准装置的制作方法
1.本实用新型涉及汽车零部件制造技术领域,具体是一种用于校准加工曲轴两端法兰孔的数控机床测头的装置。
背景技术:
2.曲轴制造的工艺流程:粗精车大小头、铣全部轴颈、钻油孔、热处理、精磨全部轴颈及端面、加工曲轴两端法兰孔、精磨大小头、铣平衡块键槽。其中,加工曲轴两端法兰孔工序是曲轴制造过程中的重要与纽带工序。在曲轴小头端面和大头端面,有不同尺寸和数量的法兰孔,其大、小头法兰孔位置度是以大头端面和大头外圆、小头端面和小头外圆为基准测量的,精度要求很高。
3.机床测头是一种可安装在数控机床上,并使该数控机床在加工循环中,不需人为介入就能直接对曲轴大、小头的尺寸及位置进行自动测量,并根据测量结果自动修正曲轴大、小头偏置量的机床测量装置。
4.机床测头的作用:
5.1、在数控机床加工过程中,可代替人工对曲轴做自动分中、寻边、测量、自动修正坐标系、自动刀补;对曲轴批量分中一次完成,使得首件调机、打样、确定生产方案方便快捷。
6.2、在机床上对曲轴的大头端面和大头外圆、小头端面和小头外圆直接进行测量。
7.3、能提升现有机床的加工能力和精度,使曲轴在线修正一次完成,不需再进行二次装夹、返工和修补。
8.4、可减少机床加工的辅助时间,降低制造成本。
9.在加工曲轴的两端法兰孔前,会使用机床测头对曲轴两端大小头的外圆及两端面进行测量分析及修正,以保证机床刀具的加工精度。具体就是机床测头的夹持轴颈与刀具的夹持轴颈结构相同。检测时将刀具取下,将机床测头安装在刀具安装的位置,对曲轴两端大小头的外圆及端面进行测量,通过对测量后收集的数据进行分析,将夹持刀具的位置调整到理论上加工两端法兰孔的起始位置,然后换下机床测头,更换刀具进行加工。在实际生产过程中,随着曲轴法兰孔加工各种产品的频繁换型,以及使用机床测头的频次增加,机床测头在使用过程中测量精度会存在误差变大现象。因此,研究一种法兰孔机床测头的校准装置就显得至关重要。
技术实现要素:
10.为克服现有技术的不足,本实用新型的发明目的在于提供一种数控机床测头校准装置,以实现通过对机床测头的校准,以检测机床测头上带触头的测针和夹持轴颈是否同轴,确保在数控机床使用前自身精度合格。
11.为实现上述发明目的,本实用新型校准装置的底座通过螺栓二将底板固定连接在工作台上,夹持部件的高精密三爪自定心卡盘与底座的芯轴通过螺栓三与螺栓孔固定连接
在一起;将磁力百分表总成的百分表分别对准并压在机床测头的夹持轴颈与测针上,检测夹持轴颈与测针的外圆跳动。
12.所述底座的推力球轴承的下端与底板贴合,推力球轴承的下端外圆与固定套的内孔过盈配合,推力球轴承的下端内圆与芯轴间隙配合;推力球轴承的上端与芯轴尾部轴肩贴合,推力球轴承的上端内孔与芯轴尾部轴颈过盈配合,推力球轴承的上端外圆与固定套的内圆间隙配合;两个深沟球轴承的内圈与芯轴外圆过盈配合,外圈与固定套内圆过盈配合;在两个深沟球轴承之间装有隔套一,隔套一的内圆与芯轴间隙配合;芯轴的中间轴肩与深沟球轴承的内圈上端面贴合;隔套二的上端面与深沟球轴承的内圈端面贴合,隔套二的下端面与推力球轴承的端面贴合,隔套二的内圆与芯轴间隙配合;轴承盖通过螺栓一与固定套固定连接,轴承盖与芯轴间隙配合,轴承盖压紧在深沟球轴承的外圈上端面;固定套与底板通过螺栓四固定连接。
13.所述高精密三爪自定心卡盘的止口与芯轴大头端上的台肩之间无间隙配合。
14.所述芯轴大头端与轴承盖之间的距离为l。
15.本实用新型在数控机床上采用测头进行测量时,先将测头安装在机床的主轴上,然后操作人员手动控制机床移动,使测头测针上的触头与曲轴表面接触,由于机床的数控系统实时记录并显示主轴的位置坐标值,因此,可以结合测针的触头与曲轴的具体位置关系,利用机床主轴的坐标值换算出曲轴被测量点的相关坐标值,以获得曲轴的各个被测量点的相关坐标值以后,再根据各坐标点的几何位置关系进行相关计算,便可以获得最终的测量结果。
16.本实用新型与现有技术相比,操作人员在校准装置上对测头进行校准时,操作方式不受空间的限制,只需将测头在校准装置上的高精密三爪自定心卡盘上夹紧后,轻轻转动卡盘,便可对测头进行校准,操作方法简便;同时,该校准装置除了可以校准测头外,还能检验其它轴类零件的跳动,校准效率和校准精度均能得到很好的保证。
附图说明
17.图1为数控机床测头的工作示意图。
18.图2为图1的a向视图。
19.图3为图1的b向视图。
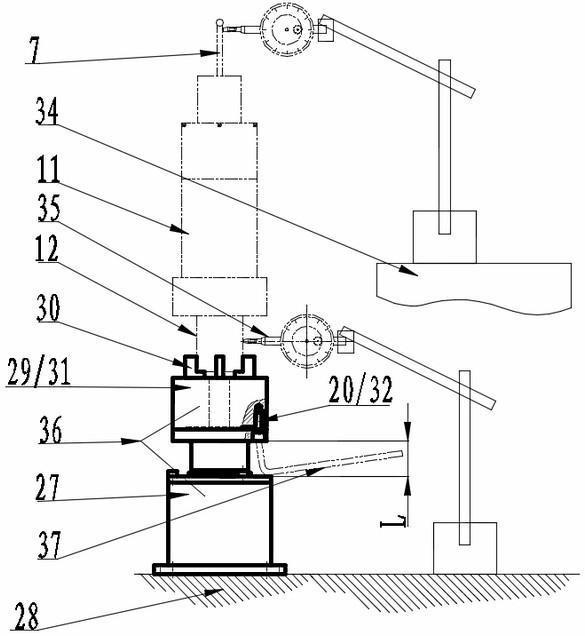
20.图4为本实用新型的结构示意图。
21.图5为图4的底座主视图。
22.图6为图4的夹持部件主视图。
23.图中:1、小头端面;2、小头外圆;3、曲轴;4、大头外圆;5、大头端面;6、触头;7、测针;8、声光信号;9、光学中心线;10、数控机床控制器;11、测头;12、夹持轴颈;13、法兰孔;14、台肩;15、螺栓一;16、固定套;17、推力球轴承;18、底板;19、螺栓二;20、螺栓三;21、芯轴;22、轴承盖;23、深沟球轴承;24、隔套一;25、隔套二;26、螺栓四;27、底座;28、工作台;29、夹持部件;30、三爪卡爪;31、高精密三爪自定心卡盘;32、螺栓孔;33、止口;34、垫高块;35、磁力百分表总成;36、校准装置;37、内六角扳手;38、大头端。
具体实施方式
24.如图1、图2、图3、图4、图5、图6所示,数控机床测头11的工作原理:在测头11内部有一个闭合的有源电路,该电路与触发机构相连接,只要触发机构产生触发动作,就会引起电路状态变化并发出声光信号8,以指示测头11的工作状态,而触发机构产生触发动作的唯一条件是测头11的测针7产生微小的摆动或向测头11内部移动。当测头11连接在机床主轴上并随主轴移动时,只要测针7上的触头6在任意方向与曲轴3的大头端面5、大头外圆4、小头端面1、小头外圆2表面接触,使测针7产生微小的摆动或移动,都会立即导致测头11产生声光信号8,指明其工作状态。在光学中心线9上,安装有用于接收声光信号8的数控机床控制器10,使机床对偏置量进行修正。
25.在数控机床上采用测头11进行测量时,先将测头11安装在机床的主轴上,然后操作人员手动控制机床移动,使测头11测针7上的触头6与曲轴3表面接触,由于机床的数控系统实时记录并显示主轴的位置坐标值,因此,可以结合测针7的触头6与曲轴3的具体位置关系,利用机床主轴的坐标值换算出曲轴3被测量点的相关坐标值,以获得曲轴3的各个被测量点的相关坐标值以后,再根据各坐标点的几何位置关系进行相关计算,便可以获得最终的测量结果。
26.曲轴3的φ1、φ2、φ3、φ4几种法兰孔13的位置度公差均有不同精度要求。本实用新型的校准装置36是为了检测测头11带触头6的测针7与夹持轴颈12的同轴度是否符合自身精度要求,只有测头11在保证自身同轴度合格的状态下,才能对曲轴3的大、小头的尺寸及位置进行准确自动测量。本实用新型主要包括工作台28、底座27、夹持部件29、磁力百分表总成35及垫高块34等。
27.如图4、图5、图6所示,本实用新型校准装置36的底座27通过螺栓二19将底板18固定连接在工作台28上,可保证在校准测头时操作稳定;夹持部件29的高精密三爪自定心卡盘31与底座27的芯轴21通过螺栓三20与螺栓孔32固定连接在一起,高精密三爪自定心卡盘31的止口33与芯轴21大头端38上的台肩14之间无间隙配合,以保证高精密三爪自定心卡盘31与芯轴21之间的安装精度;为使校准装置36结构紧凑,本实用新型采用外形较小的高精密三爪自定心卡盘31,并保证三爪卡爪30对测头11的夹持轴颈12的夹紧精度。
28.本实用新型利用推力球轴承17及两个深沟球轴承23的合理装配,可使校准装置检测测头时转动灵活,并能保证校准装置的径向跳动精度。底座27的推力球轴承17的下端与底板18贴合,推力球轴承17的下端外圆与固定套16的内孔过盈配合,推力球轴承17的下端内圆与芯轴21间隙配合;推力球轴承17的上端与芯轴21尾部轴肩贴合,推力球轴承17的上端内孔与芯轴21尾部轴颈过盈配合,推力球轴承17的上端外圆与固定套16的内圆间隙配合;两个深沟球轴承23的内圈与芯轴21外圆过盈配合,外圈与固定套16内圆过盈配合;在两个深沟球轴承23之间装有隔套一24,隔套一24的内圆与芯轴21间隙配合;芯轴21的中间轴肩与深沟球轴承23的内圈上端面贴合;隔套二25的上端面与深沟球轴承23的内圈端面贴合,隔套二25的下端面与推力球轴承17的端面贴合,隔套二25的内圆与芯轴21间隙配合;轴承盖22通过螺栓一15与固定套16固定连接,轴承盖22与芯轴21间隙配合,轴承盖22压紧在深沟球轴承23的外圈上端面;固定套16与底板18通过螺栓四26固定连接。
29.为保证在使用内六角扳手37拧紧或拧松螺栓三20,拆卸高精密三爪自定心卡盘31时不与芯轴21的大头端38或轴承盖22发生干涉,造成不能拆装的现象发生,芯轴21的大头
端38与轴承盖22之间的距离为l。
30.检测时,磁力百分表总成35的百分表先检测夹持轴颈12的外圆跳动:将百分表对准并压在夹持轴颈12上,调整百分表长针对“0”,手动转动高精密三爪自定心卡盘31,百分表长针偏摆的最大读数即为外圆跳动,若最大读数未超差即为合格;若夹持轴颈12的外圆跳动超差,则需要检查超差原因,如夹持轴颈12外圆和三爪卡爪30是否清理干净、夹持是否松动、校准装置制造精度是否超差等,直至夹持轴颈12的外圆跳动合格。
31.再将磁力百分表总成35放置在垫高块34上,用百分表检测测针7的外圆跳动:将百分表对准并压在测针7上,调整百分表长针对“0”,手动转动高精密三爪自定心卡盘31,百分表长针偏摆的最大读数即为外圆跳动,若最大读数未超差即为合格;若测针7的外圆跳动超差,需要对测针7进行调试,再检测调试后的测针7的外圆跳动,直至测针7的外圆跳动合格。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1