模具成型面处理装置的制作方法
[0001]
本公开涉及模具成型面处理装置。
背景技术:
[0002]
已知有通过吹气来清扫模具的成型面的技术、在模具的成型面涂布脱模剂的技术(例如,日本特公平8-18123号公报)。
技术实现要素:
[0003]
发明所要解决的问题
[0004]
然而,在这些技术中,吹气时、涂布脱模剂时落下的灰尘会弄脏装置底板面。因此,必须使装置停止来另行清扫装置底板面。
[0005]
本公开的目的在于,考虑上述事实,获得一种即使在装置运转时灰尘落到装置底板面上也能在装置运转期间自动地清扫的模具成型面处理装置。
[0006]
用于解决问题的方案
[0007]
第一方案的模具成型面处理装置具有:移动体,构成为包括配置在使相互的成型面对置并在水平方向排列的一对模具彼此之间的部位;驱动机构,使所述移动体沿在装置俯视观察时与所述一对模具的对置方向正交的方向往复移动;处理功能部,设于所述移动体,进行对所述一对模具的成型面进行吹气的处理和在所述一对模具的成型面涂布脱模剂的处理的至少一方;以及清扫工具,装配在所述移动体的下部,与所述移动体一起往复移动来清扫装置底板面。
[0008]
根据第一方案的模具成型面处理装置,移动体构成为包括配置在使相互的成型面对置并在水平方向排列的一对模具彼此之间的部位,通过驱动机构,使移动体沿在装置俯视观察时与一对模具的对置方向正交的方向往复移动。设于该移动体的处理功能部进行对一对模具的成型面进行吹气的处理和在一对模具的成型面涂布脱模剂的处理的至少一方。在此,在移动体的下部装配有清扫工具,清扫工具与移动体一起往复移动来清扫装置底板面。因此,即使在使移动体往复移动的同时处理功能部对模具的成型面进行处理时灰尘落到装置底板面上,装置底板面也通过清扫工具被自动地扫掉。
[0009]
对于第二方案的模具成型面处理装置而言,在第一方案的模具成型面处理装置中,所述装置底板面由超高分子量聚乙烯构成。
[0010]
根据第二方案的模具成型面处理装置,装置底板面由超高分子量聚乙烯构成,因此,即使在使移动体往复移动的同时处理功能部对模具的成型面进行处理时灰尘落到装置底板面上,灰尘也难以附着在装置底板面。因此,灰尘能通过清扫工具被良好地去除。
[0011]
对于第三方案的模具成型面处理装置而言,在第一方案或第二方案的模具成型面处理装置中,对应于所述清扫工具的往复移动范围的两端位置,设有回收由所述清扫工具清扫出的灰尘的回收单元。
[0012]
根据第二方案的模具成型面处理装置,由清扫工具清扫出的灰尘在清扫工具的往
复移动范围的两端侧通过回收单元被自动地回收。因此,能直接回收由清扫工具清扫出的灰尘,即使不另行回收灰尘,灰尘也不会积存在装置底板面。
[0013]
对于第四方案的模具成型面处理装置而言,在第三方案的模具成型面处理装置中,具有:作为所述回收单元的簸箕;物位传感器,设于所述簸箕,检测所述簸箕中回收并储存的灰尘的储存高度;以及通知单元,在所述物位传感器的检测值成为预先设定的基准值以上的情况下,通知灰尘积存了规定量以上。
[0014]
根据第四方案的模具成型面处理装置,设于作为回收单元的簸箕的物位传感器检测簸箕中回收并储存的灰尘的储存高度。然后,在物位传感器的检测值成为预先设定的基准值以上的情况下,通知单元通知灰尘积存了规定量以上。
[0015]
对于第五方案的模具成型面处理装置而言,在第一方案~第四方案中的任一方案的模具成型面处理装置中,在所述移动体的上部装配有与所述移动体一起往复移动来擦拭所述模具的向上的面的清扫用刷子。
[0016]
根据第五方案的模具成型面处理装置,若移动体往复移动,则清扫用刷子擦拭模具的向上的面。由此,模具的向上的面被清扫。此外,在清扫用刷子擦拭模具的向上的面时落到装置底板面的灰尘通过清扫工具被扫除。
[0017]
对于第六方案的模具成型面处理装置而言,在第一方案~第五方案中的任一方案的模具成型面处理装置中,在所述移动体设有遮蔽用刷子,该遮蔽用刷子被设定为基端侧装配于在所述处理功能部中与所述模具对置的一侧的两边侧,顶端侧在与所述模具对置的状态下与所述模具隔开间隔地接近配置,并且所述遮蔽用刷子抑制在所述处理功能部的处理时产生的飞散物的飞散。需要说明的是,第六方案中记载的“两边侧”是指将在处理功能部中与模具对置的一侧作为正面观察的情况下的处理功能部的两边侧。
[0018]
根据第六方案的模具成型面处理装置,设于移动体的遮蔽用刷子被设定为基端侧装配于在处理功能部中与模具对置的一侧的两边侧,顶端侧在与模具对置的状态下与模具隔开间隔地接近配置。通过该遮蔽用刷子,在处理功能部的处理时产生的飞散物的飞散被抑制。
[0019]
发明效果
[0020]
如上所述,根据本公开的模具成型面处理装置,具有即使在装置运转时灰尘落到装置底板面上也能在装置运转期间自动地清扫的优异的效果。
附图说明
[0021]
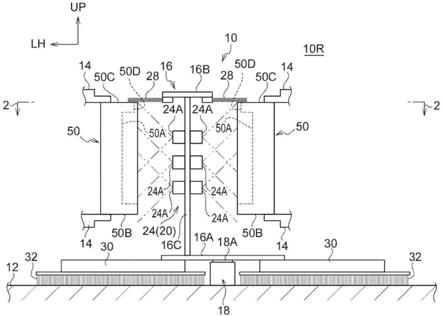
图1是表示本公开的一个实施方式的脱模剂涂布装置的示意性的主视图。
[0022]
图2是图1的2-2线向视图。
[0023]
图3是以从装置左侧观察图1的脱模剂涂布装置的状态表示的示意性的侧视图。
具体实施方式
[0024]
使用图1~图3对作为本发明的一个实施方式的模具成型面处理装置的脱模剂涂布装置进行说明。需要说明的是,在这些图中适当示出的箭头fr表示装置正视观察时的近前侧,箭头up表示装置上方侧,箭头lh表示装置正视观察时的左侧。
[0025]
(实施方式的构成)
[0026]
在图1中,本实施方式的脱模剂涂布装置10以示意性的主视图示出,图2中示出图1的2-2线向视图,图3中示出从装置左侧观察脱模剂涂布装置10的状态下的示意性的侧视图。
[0027]
如图1所示,在脱模剂涂布装置10的处理室10r中设有用于保持一对模具50的模保持构件14(在图2和图3中省略图示)。作为一个例子,一对模具50被设为用于砂铸模的成型而构成铸模造型机的一部分,并且经由模保持构件14支承于未图示的装置框架。在该状态下,一对模具50配置为使相互的成型面50a对置并在水平方向上排列,并且向下的面50b配置在相对于装置底板面12远离装置上方侧的位置。在该模具50中形成有连通部50d,该连通部50d从向上的面50c侧连通至模具50的内侧空间而被设为用于压入混炼砂(将型砂混炼而成的混炼砂)。需要说明的是,在图3中,仅通过双点划线来表示模具50的外形,并且在透视模具50的状态下图示脱模剂涂布装置10。
[0028]
图1~图3所示的装置底板面12由从模具50落下的混炼砂料难以附着的原材料构成,作为一个例子由超高分子量聚乙烯构成。超高分子量聚乙烯的分子量没有特别限定。超高分子量聚乙烯的分子量作为通过astm d2857(粘度法)测定的值,优选为100万~700万,更优选为300万~650万,进一步优选为500万~600万。超高分子量聚乙烯例如作新工业株式会社的sanix newlight(
ニューライト
)(注册商标)可以以市售品的形式获得。此外,装置底板面12能由通过粘贴在装置底板部的表面而设置的胶带、薄板状构件构成来用于防止混炼砂的附着(或粘着)。
[0029]
脱模剂涂布装置10具备移动体16,并且具备驱动机构18,所述移动体16构成为包括配置在上述状态的一对模具50彼此之间的部位,所述驱动机构18使移动体16沿图2所示的装置俯视观察时与一对模具50的对置方向正交的方向(参照箭头x方向)往复移动。
[0030]
如图1~图3所示,作为一个例子,驱动机构18被设为公知的无杆缸,设置在装置底板面12上。该驱动机构18构成为:在图2所示的装置俯视观察时以穿过一对模具50之间的方式配置,沿与一对模具50的对置方向正交的方向(参照箭头x方向)延伸,并且图1和图3所示的移动台18a沿其长尺寸方向往复移动。此外,驱动机构18的移动台18a从下表面侧连结于移动体16的底壁部16a。
[0031]
如图1~图3所示,移动体16构成为包括:上述的底壁部16a、相对于底壁部16a的左侧的部位在上方侧对置配置的顶壁部16b、将底壁部16a与顶壁部16b上下连结的前后一对连结筒构件16c、16d。如图3所示,底壁部16a和顶壁部16b的装置前后方向的长度被设定得比模具50的装置前后方向的长度短很多。顶壁部16b的高度位置被设定在比模具50的向上的面50c的高度位置稍高的位置。此外,前后一对连结筒构件16c、16d在图1所示的装置正视观察时以上下穿过一对模具50彼此之间的中央的方式立起设置。
[0032]
在移动体16,在其上下方向的中间部设有处理功能部20的头部。如图2和图3所示,处理功能部20具备在后侧的连结筒构件16d的上下方向的中间部设有头部的清扫吹风功能部22,并且具备在前侧的连结筒构件16c的上下方向的中间部设有头部的脱模剂涂布功能部24。
[0033]
清扫吹风功能部22具备多个吹风喷嘴22a。吹风喷嘴22a相对于后侧的连结筒构件16d设置在装置左右方向的两侧,并且在与模具50的上下方向的中间部对应的位置在上下方向隔开间隔地设置多个(在本实施方式中作为一个例子为各3个)。这些吹风喷嘴22a的顶
端朝向与连结筒构件16d侧相反的一侧。吹风喷嘴22a经由未图示的软管等连接于未图示的压缩空气供给机构,能通过所述压缩空气供给机构工作来喷射空气。由此,清扫吹风功能部22进行对一对模具50的成型面50a吹气的处理。
[0034]
如图1~图3所示,脱模剂涂布功能部24具备多个喷涂喷嘴24a。喷涂喷嘴24a相对于前侧的连结筒构件16c设置在装置左右方向的两侧,并且在与模具50的上下方向的中间部对应的位置在上下方向隔开间隔地设置多个(在本实施方式中作为一个例子为各3个)。这些喷涂喷嘴24a的顶端朝向与连结筒构件16c侧相反的一侧。喷涂喷嘴24a经由未图示的软管等连接于未图示的脱模剂供给机构,能通过所述脱模剂供给机构工作来喷射(吹出)脱模剂。由此,脱模剂涂布功能部24进行将脱模剂从喷涂喷嘴24a喷射并涂布到一对模具50的成型面50a的处理。
[0035]
如图2所示,在移动体16设有遮蔽用刷子26、27(在图1中省略图示),该遮蔽用刷子26、27的基端侧装配于在处理功能部20中与模具50对置的一侧的两边侧。遮蔽用刷子26的基端侧相对于喷涂喷嘴24a装配于与清扫吹风功能部22侧相反的一侧的边侧,向喷涂喷嘴24a的顶端所朝向的一侧延伸。此外,遮蔽用刷子27的基端侧相对于吹风喷嘴22a的基部装配于与脱模剂涂布功能部24侧相反的一侧的边侧,向吹风喷嘴22a的顶端所朝向的一侧延伸。遮蔽用刷子26、27被设定为在与模具50对置的状态下,顶端侧与模具50隔开间隔地接近配置。在此,由于模具50变为高温,因此遮蔽用刷子26、27由耐热性高的原材料形成。并且,遮蔽用刷子26、27被设定为抑制处理功能部20的处理时产生的飞散物的飞散。
[0036]
如图1所示,在移动体16的上部的顶壁部16b左右成对地装配有清扫用刷子28的基端侧。清扫用刷子28被设定为在装置正视观察时向模具50侧延伸,并且顶端侧与模具50的向上的面50c接触,与移动体16一起往复移动来擦拭模具50的向上的面50c。需要说明的是,可以适当地设定清扫用刷子28的延伸长度。此外,清扫用刷子28与变为高温的模具50接触,因此由耐热性高的原材料形成。
[0037]
另一方面,在移动体16的下部的底壁部16a,在其下表面侧的左右两侧经由连结部30装配有作为清扫工具的清扫刷子32。清扫刷子32被设为用于清扫装置底板面12,清扫刷子32的顶端被设定为向下与装置底板面12接触。由此,清扫刷子32被设定为与移动体16一起往复移动来清扫装置底板面12。此外,一对清扫刷子32配置在隔着驱动机构18的左右两侧,驱动机构18侧的端部设定在驱动机构18的接近位置,并且与驱动机构18侧相反的一侧的端部设定为比模具50靠装置宽度方向外侧。
[0038]
如图2所示,对应于清扫刷子32的往复移动范围a的两端位置,设有作为回收由清扫刷子32清扫出的灰尘的回收单元的簸箕34(在图1中省略图示)。在本实施方式中,作为一个例子,配置有共计四个簸箕34。如图3所示,在簸箕34的上部分别装配有物位传感器36。物位传感器36被设为检测在簸箕34中回收并储存的灰尘的储存高度的传感器。作为一个例子,本实施方式的物位传感器36被设为通过向下方侧射出激光并接收反射后的反射光来检测灰尘的储存高度的激光式的物位传感器。需要说明的是,在图2中,示出了装置俯视观察时的物位传感器36的配置位置的一个例子。
[0039]
如图3所示,物位传感器36连接有作为通知单元的通知显示装置38(广义上是作为“通知装置”而被掌握的元素。在图1和图2中省略图示)。通知显示装置38具备:显示部,配置在处理室10r之外,能在显示区域显示信息;以及显示控制部,以基于控制程序使规定的信
息显示在显示区域的方式控制所述显示部。并且,通知显示装置38被设定为在物位传感器36的检测值成为预先设定的基准值以上的情况下,在显示区域显示灰尘积存了规定量以上并且通知用户。
[0040]
(脱模剂涂布装置的动作、作用及效果)
[0041]
接着,对脱模剂涂布装置10的动作进行说明的同时,对本实施方式的作用及效果进行说明。
[0042]
在通过吹气来清扫一对模具50的成型面50a的情况下,在图2所示的移动体16通过驱动机构18的驱动力往复移动的同时,从构成处理功能部20的一部分的清扫吹风功能部22的吹风喷嘴22a朝向成型面50a吹送空气。此外,在向一对模具50的成型面50a涂布脱模剂的情况下,在移动体16通过驱动机构18的驱动力往复移动的同时,从构成处理功能部20的一部分的脱模剂涂布功能部24的喷涂喷嘴24a朝向成型面50a喷射脱模剂。在本实施方式中,在这些情况中的任一种情况下,在针对成型面50a的处理的同时,清扫刷子32也与移动体16一起往复移动来清扫装置底板面12。因此,即使在使移动体16往复移动的同时使处理功能部20工作时灰尘落到装置底板面12上,装置底板面12也通过清扫刷子32被自动地扫掉。因此,能消除(或大幅减少)使脱模剂涂布装置10的运转停止来另行清扫的必要性。
[0043]
此外,在本实施方式中,装置底板面12由超高分子量聚乙烯构成。因此,即使在使移动体16往复移动的同时使处理功能部20工作时灰尘落到装置底板面12上,灰尘也难以附着于装置底板面12。因此,灰尘能通过清扫刷子32被良好地去除。由此,例如,能防止或有效地抑制构成灰尘的混炼砂料粘着而难以清扫。
[0044]
此外,在本实施方式中,对应于清扫刷子32的往复移动范围a的两端位置,设有回收由清扫刷子32清扫出的灰尘的簸箕34。因此,由清扫刷子32清扫出的灰尘在清扫刷子32的往复移动范围a的两端侧,自动地进入到簸箕34而被回收(收集)。因此,能直接回收由清扫刷子32清扫出的灰尘,即使不另行回收灰尘,灰尘也不会积存于装置底板面12。
[0045]
此外,在本实施方式中,设于簸箕34的物位传感器36检测在簸箕34中回收并储存的灰尘的储存高度。并且,在物位传感器36的检测值成为预先设定的基准值以上的情况下,图3所示的通知显示装置38显示灰尘积存了规定量以上并进行通知。因此,响应于该通知,通过将灰尘从簸箕34移到装置外的集尘容器(省略图示),灰尘被排出到装置外。
[0046]
此外,在本实施方式中,当移动体16往复移动时,设于移动体16的上部的清扫用刷子28擦拭模具50的向上的面50c。由此,模具50的向上的面50c被清扫。补充说明,在模具50的向上的面50c,例如,在混炼砂积存于图1所示的连通部50d的上端的周围部分的情况下,能通过清扫用刷子28良好地清扫该混炼砂。此外,在清扫用刷子28擦拭模具50的向上的面50c时落到装置底板面12的灰尘也被清扫刷子32扫掉。
[0047]
此外,在本实施方式中,如图2所示,设于移动体16的遮蔽用刷子26、27被设定为基端侧装配于在处理功能部20中与模具50对置的一侧的两边侧,顶端侧在与模具50对置的状态下与模具50隔开间隔地接近配置。并且,通过遮蔽用刷子26、27,在处理功能部20的处理时产生的飞散物的飞散被抑制。在处理功能部20的处理时产生的飞散物中,包括在清扫吹风功能部22进行吹气处理时从模具50的成型面50a剥离的混炼砂,包括在脱模剂涂布功能部24进行脱模剂的涂布处理时,未被涂布于模具50的成型面50a而飞散的脱模剂。通过遮蔽用刷子26、27,飞散被抑制,落到装置底板面12的混炼砂、脱模剂通过清扫刷子32被扫掉。
[0048]
如上所述,根据本实施方式的脱模剂涂布装置10,即使在装置运转时灰尘落到装置底板面12上,也能在装置运转期间自动地清扫。
[0049]
(实施方式的补充说明)
[0050]
需要说明的是,在上述实施方式中,处理功能部20构成为能进行对一对模具50的成型面50a进行吹气处理和在一对模具50的成型面50a涂布脱模剂的处理这两方的处理,但模具成型面处理装置也可以采用如下构成:处理功能部仅进行对一对模具(50)的成型面(50a)进行吹气处理和在一对模具(50)的成型面(50a)涂布脱模剂的处理中的一方的处理。
[0051]
此外,在上述实施方式中,在移动体16的下部装配有作为清扫工具的清扫刷子32,但装配在移动体(16)的下部的清扫工具也可以是例如海绵状的构件、长条薄板状的橡胶制构件等清扫刷子以外的清扫工具。
[0052]
此外,在上述实施方式中,装置底板面12由超高分子量聚乙烯构成,优选这样的构成,但装置底板面也可以由其他原材料构成。
[0053]
此外,作为上述实施方式的变形例,也可以采用不设有作为上述实施方式中的回收单元的簸箕34的构成。需要说明的是,在该变形例的情况下,另行回收通过清扫刷子32(清扫工具)清扫出的灰尘。
[0054]
此外,在上述实施方式中,设有作为回收单元的簸箕34,但回收单元可以采用簸箕以外的回收单元,例如,对应于清扫刷子(32)等清扫工具的往复移动范围(a)的两端位置配置吸引口而能吸引灰尘的吸引装置、对应于清扫刷子(32)等清扫工具的往复移动范围(a)的两端位置,在装置底板部贯穿形成孔,并且在该孔的下方经由回收漏斗连结回收容器这样的构成等。在所述吸引装置的主体部位于模具成型面处理装置的处理室外的情况下、在设置具备所述孔、所述回收漏斗以及所述回收容器的构成的情况下,由清扫工具清扫出的灰尘被自动地回收到模具成型面处理装置的处理室外,因此不需要另行将灰尘回收到模具成型面处理装置的处理室外。
[0055]
此外,在上述实施方式中,图3所示的物位传感器36被设为激光式的物位传感器,但物位传感器也可以应用例如超声波式的物位传感器等其他的物位传感器。此外,不言而喻的是,物位传感器的个数、配置位置不限于上述实施方式的例子。此外,在上述实施方式中,通知单元被设为通知显示装置38,但通知单元也可以是在物位传感器(36)的检测值成为预先设定的基准值以上的情况下通过声音、警告音通知灰尘积存了规定量以上的通知音产生装置(广义上是作为“通知装置”而被掌握的元素。)等通知显示装置38以外的装置。而且,作为上述实施方式的变形例,也可以采用不设有物位传感器36和作为通知单元的通知显示装置38的构成。
[0056]
此外,作为上述实施方式的其他变形例,也可以采用不设有用于清扫模具50的向上的面50c的清扫用刷子28的构成。此外,在上述实施方式中,在图2等所示的处理功能部20具备清扫吹风功能部22和脱模剂涂布功能部24的脱模剂涂布装置10中,遮蔽用刷子26、27设于移动体16,但设于移动体(16)的遮蔽用刷子也能应用于仅由清扫吹风功能部(22)构成处理功能部的情况,还能应用于仅由脱模剂涂布功能部(24)构成处理功能部的情况。补充说明,在仅由清扫吹风功能部(22)构成处理功能部的情况和仅由脱模剂涂布功能部(24)构成处理功能部的情况中的任一种情况下,可以采用在其处理功能部中与模具(50)对置的一侧的两边侧装配有与上述实施方式的遮蔽用刷子26、27实质上相同的遮蔽用刷子的基端侧
的构成。此外,作为上述实施方式的其他变形例,也可以采用不设有遮蔽用刷子26、27的构成。
[0057]
此外,用于进行在一对模具(50)的成型面(50a)涂布脱模剂的处理的构成部也可以采用例如构成为不包括喷涂喷嘴(24a)而包括涂布辊等其他涂布单元的构成部。
[0058]
需要说明的是,上述实施方式和上述变形例可以适当地组合来实施。
[0059]
以上,对本公开的一个例子进行了说明,但当然本发明不限于上述内容,除了上述内容以外,可以在不脱离其主旨的范围内进行各种变形来实施。
[0060]
通过参照将2018年7月10日提出申请的日本专利申请2018-131031号的公开整体援引至本说明书。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1