铝合金钎焊片材的制作方法
1.本发明涉及一种铝合金钎焊片材,其在芯材的至少一个表面上具有保持钎料的功能的牺牲材料。
背景技术:
2.近年来,用于冷却引擎、引擎油等流体的汽车用热交换器的需求不断增加。在这些热交换器中,用水(+long life coolant:llc(长寿命冷却))进行冷却,由于是易腐蚀的环境,因此在冷却水流路侧要求高耐腐蚀性。此外,汽车用热交换器由于需要通过钎焊热处理而与每个其他部件接合,因此该用途中多使用由牺牲材料、芯材、钎料组成的钎焊片材。然而,在这种用途中使用的热交换器采用各种形态,并且可能还具有复杂的结构,因此在不存在钎料层或者仅存在一层钎料层的情况下,存在结构受限的问题。并且,有时在进行钎焊的一侧还需要耐腐蚀性。近年来,已知有使一侧牺牲材料具有钎料的功能的al
‑
zn
‑
si合金(例如,参考专利文献1)。以往技术文献专利文献
3.专利文献1:日本特开2005
‑
307251号公报
技术实现要素:
发明要解决的技术课题
4.但是,在使牺牲材料具有钎料的功能的al
‑
zn
‑
si合金中,为了保持牺牲材料的效果,将al
‑
zn
‑
si合金中的si浓度在一定程度上抑制得较低,由此需要通过钎焊后残留的初晶来确保耐腐蚀性。然而,目前根据芯材中的al
‑
mn系第二相粒子的分布状态,发生晶界腐蚀的产生、随之引起的作为防腐蚀层的初晶的脱落等问题。
5.本发明是以上述情况为背景而完成的,其目的在于提供一种耐腐蚀性和钎焊性优异的铝合金钎焊片材。用于解决技术课题的手段
6.在本发明中,通过使牺牲材料含有si并发挥钎料的作用,也能够应对复杂结构的热交换器,并且也能够确保冷却水侧的耐腐蚀性。此外,通过控制芯材中的分散粒子的当量圆直径及数密度,并控制从牺牲材料向芯材扩散的自由si的析出部位,抑制在晶界上析出si、在晶界附近形成si薄层以及晶界腐蚀,并提高耐腐蚀性。
7.即,在本发明的铝合金钎焊片材中,第1方式为一种铝合金钎焊片材,其在芯材的至少一个表面上具有保持钎料的功能的牺牲材料,所述牺牲材料具有如下组成:以质量%含有si:2.0~5.0%、zn:3.0~5.0%,剩余部分由al及不可避免的杂质组成,
所述芯材由al
‑
mn系合金组成,在钎焊前的芯材中,当量圆直径为100~400nm的al
‑
mn系第二相粒子以0.3~5个/μm2的数密度分布。
8.另一方式的铝合金钎焊片材的发明在另一方式的发明中,在升温至590~615℃的钎焊等效热处理之后,从牺牲材料/芯材界面沿芯材深度方向在50μm区域中的mn/si比为0.5~5.0。
9.另一方式的铝合金钎焊片材的发明在另一方式发明中,所述芯材具有如下组成:以质量%含有mn:0.3~2.0%、si:0.05~1.0%、cu:0.01~1.0%、fe:0.1~0.7%,剩余部分由al及不可避免的杂质组成。
10.另一方式的铝合金钎焊片材的发明在另一方式的发明中,所述牺牲材料以质量%还含有mn:0.1~1.0%、fe:0.1~0.7%中的一种或两种以上。
11.另一方式的铝合金钎焊片材的发明在另一方式的发明中,钎焊后的孔蚀电位按牺牲材料共晶钎焊、牺牲材料初晶钎焊、牺牲材料/芯材界面层的顺序降低,所述牺牲材料中的最高层与所述芯材中的最低层的电位差为50~200mv。
12.以下,对本发明中规定的技术事项的限定理由进行说明。另外,牺牲材料及芯材中所包含的成分的含量以质量%来表示。
13.[牺牲材料]si:2.0~5.0%(优选为2.5~4.0%)si由于提高钎焊性,因此作为必要元素而含有。然而,若含量过少,则导致接合不良,并且,若含量过多,则产生侵蚀且耐腐蚀性劣化。根据这些理由,si含量规定在上述范围内。另外,根据相同的理由,si含量期望将下限设为2.5%,将上限设为4.0%。
[0014]
zn:3.0~5.0%(优选为3.0~4.0%)zn由于提高耐腐蚀性,因此作为必要元素而含有。然而,若含量过少,则耐腐蚀性劣化,若含量过多,则圆角产生优先腐蚀。根据这些理由,zn含量规定在上述范围内。另外,根据相同的理由,zn含量期望将下限设为3.0%,将上限设为4.0%。
[0015]
mn:0.1~1.0%(优选为0.2~0.8%)mn由于提高强度,因此根据需要而含有。然而,若含量少,则无法获得所期望的效果,若含量过多,则生成巨大的金属间化合物。根据这些理由,在含有mn的情况下,期望mn含量在上述范围内。根据相同的理由,mn含量期望将下限设为0.2%,将上限设为0.8%。另外,即使在不积极地含有mn的情况下,作为不可避免的杂质也可以含有0.05%以下的mn。
[0016]
fe:0.1~0.7%(优选为0.1~0.5%)fe由于提高强度,因此根据需要而含有。然而,若含量少,则无法获得所期望的效果,若含量过多,则铸造时产生巨大的金属间化合物,并且耐腐蚀性劣化。根据这些理由,在含有fe的情况下,期望fe含量在上述范围内。根据相同的理由,fe含量期望将下限设为0.1%,将上限设为0.5%。另外,即使在不积极地含有fe的情况下,作为不可避免的杂质也可以含有0.05%以下的fe。
[0017]
al
‑
mn系第二相粒子的当量圆直径:100~400nm(优选为150~300nm)al
‑
mn系第二相粒子的数密度为0.3~5个/μm2(优选为0.4~3.5个/μm2)al
‑
mn系第二相粒子的当量圆直径及数密度必须进行控制,以兼容耐腐蚀性和抑制侵蚀。当量圆直径与数密度之间具有权衡关系,基本上,在当量圆直径小的情况下,数密
度增大。若当量圆直径小且数密度过大,则钎焊时芯材的再结晶行为延迟,因此发生侵蚀并产生钎焊不良。若当量圆直径大且数密度小(因再固溶而si固溶量上升),则因自由si过多而产生晶界腐蚀且耐腐蚀性劣化。根据这些理由,期望al
‑
mn系第二相粒子的当量圆直径及数密度在上述范围内。根据相同的理由,al
‑
mn系第二相粒子的当量圆直径期望将下限设为150nm,将上限设为300nm,al
‑
mn系第二相粒子的数密度期望将下限设为0.4个/μm2,将上限设为3.5个/μm2。
[0018]
并且,为了控制这些al
‑
mn系第二相粒子的分布状态,需要适当地组合均质化处理或热轧、退火温度条件。均质化处理优选通过在400~600℃的处理温度下经5~20小时对铸锭进行加热处理而控制第二相粒子的析出。处理温度越高,并且处理时间越长,第二相粒子的尺寸趋于变大且密度降低。并且,由于关于热轧温度、最终退火条件也具有相同的趋势,因此适当地控制热轧完成温度及最终退火条件。优选在400℃以上且450℃以下的热轧完成温度且350℃以上的最终退火温度下进行。然而,由于第二相粒子的分散状态也根据这些组合而改变,因此为了获得所述范围的第二相粒子分散状态,需要适当地组合并选择这些工序条件。
[0019]
[芯材]芯材中使用al
‑
mn系合金。将以下成分作为优选成分进行说明,但是本发明并不限定于以下成分。
[0020]
mn:0.3~2.0%(优选为0.5~2.0%)mn是提高强度的必要元素。然而,若含量少,则无法充分地获得所期望的效果,若含量过多,则使制造性(铸造性,轧制性)变差。根据这些理由,期望mn含量设在上述范围内。根据相同的理由,期望mn含量的下限设为0.5%,上限设为2.0%。
[0021]
si:0.05~1.0%(优选为0.1~0.8%)si为提高强度的元素,根据需要而含有。然而,若si含量少,则无法获得所期望的效果,若含有过多,则熔点降低且钎焊性降低。根据这些理由,在含有si的情况下,期望si含量在上述范围内。根据相同的理由,期望下限设为0.1%,上限设为0.8%。另外,在不积极地含有si的情况下,作为不可避免的杂质也可以含有小于0.05%的si。
[0022]
cu:0.01~1.0%(优选为0.01~0.8%)cu是提高强度的元素,根据需要而含有。然而,若cu含量少,则无法获得所期望的效果,若含量过多,则导致电位变高,耐腐蚀性劣化,熔点降低。根据这些理由,在含有cu的情况下,期望cu含量在上述范围内。根据相同的理由,期望下限设为0.01%,上限设为0.8%。另外,即使在不积极地含有cu的请下,作为不可避免的杂质也可以含有小于0.01%的cu。
[0023]
fe:0.1~0.7%(优选为0.1~0.5%)fe是提高强度的元素,根据需要而含有。然而,若fe含量少,则无法获得所期望的效果,若含量过多,则铸造时产生巨大的金属间化合物,并且耐腐蚀性劣化。根据这些理由,在含有fe的情况下,期望含量在上述范围内。根据相同的理由,期望将下限设为0.1%,将上限设为0.5%。另外,在不积极地含有fe的情况下,作为不可避免的杂质也可以含有0.05%以下的fe。
[0024]
[牺牲材料/芯材]在si相对于芯材的mn浓度过多的情况下(也包括通过扩散而增加的量),在上述晶界上析出si,在过少的情况下,al
‑
mn系第二相粒子在晶界上析出,在晶界上形成mn薄层,导致耐腐蚀性降低,但是通过如下调整mn/si比,可以抑制这些问题,并能够提高耐腐蚀性。顺便提及,al
‑
mn系第二相粒子或mn/si比能够通过均质化处理或热轧、退火温度而调整。
[0025]
钎焊后从牺牲材料/芯材界面沿芯材深度方向在50μm区域中的mn/si比:0.5~5.0(优选为1.0~4.0)通过满足上述比率,可以提高耐腐蚀性。若上述比率过小,则因自由si过多而产生晶界腐蚀,若上述比率过大,则强度不充分。根据这些理由,期望将上述含量比设在上述范围内。根据相同的理由,期望将上述含量比的下限设为1.0,将上限设为4.0。
[0026]
牺牲材料中的最高层与芯材中的最低层的电位差:50~200mv(优选为80~200mv)通过具有上述电位差,可以提高耐腐蚀性。若上述电位差过小,则耐腐蚀性劣化,若电位差过大,则腐蚀速度加快。根据这些理由,期望将上述电位差设在上述范围内。根据相同的理由,期望上述电位差的下限为80mv,并且期望上述电位差的上限为200mv。发明效果
[0027]
如以上说明,根据本发明,可以得到作为牺牲材料的钎焊性和耐腐蚀性优异的铝合金钎焊片材。
具体实施方式
[0028]
以下,对本发明的实施方式进行说明。准备具有本发明的组成的芯材用铝合金及牺牲材料用铝合金。这些合金能够通过常规方法来制造,该制造方法并不受特别的限定。例如,能够通过半连续铸造而制造。
[0029]
芯材用铝合金使用al
‑
mn系合金,牺牲材料用铝合金使用al
‑
zn
‑
si系合金。芯材用al
‑
mn系合金优选能够使用具有如下组成的合金:以质量%含有mn:0.3~2%、si:0.05~1%、cu:0.01~1.0%、fe:0.1~0.7%,剩余部分由al和不可避免的杂质组成。然而,作为本发明,al
‑
mn系合金的组成并不限定于上述内容。
[0030]
牺牲材料用铝合金优选能够使用如下合金:含有si:2.0~5.0%、zn:3.0~5.0%,根据需要,以质量%含有mn:0.1~1.0%、fe:0.1~0.7%中的一种或两种以上。
[0031]
芯材用铝合金或牺牲材料用铝合金在熔炼之后,根据需要,能够实施均质化处理。均质化处理的条件并不受特别的限定,例如,能够对芯材在400~600℃下进行4~16小时的均质化处理,对牺牲材料在400~500℃下进行4~16小时的均质化处理。
[0032]
芯材用铝合金及牺牲材料用铝合金经过热轧而制成板材。并且,可以经过连续铸造轧制而制成板材。这些板材在芯材的单面或两面配置并重合牺牲材料的状态下,以适当的包层率被包层。在芯材的单面上配置牺牲材料的情况下,也可以在另一个单面上重合其他组成的牺牲材料等。包层通常通过热轧而进行。然后,进一步通过进行冷轧,可以得到所期望厚度的铝合金钎焊片材。作为本发明,包层材料的包层率并不受特别的限定,例如,使用5~25%的牺牲材
料厚度、75~95%的芯材厚度等。
[0033]
包层材料通过冷轧而设为0.15~0.80mm的厚度。另外,在冷轧中途,也可以进行中间退火。中间退火的条件能够从200~380℃、1~6小时的范围中进行选择。
[0034]
在冷轧之后,能够进行最终退火。最终退火例如在400℃且4小时的条件下进行。
[0035]
所得到的包层材料例如能够用作热交换器用管材料等。热交换器用管材料与内散热片等适当的待钎焊部件钎焊接合。待钎焊部件的材质、形状等作为本发明并不受特别的限定,可以使用适当的铝材料。经过钎焊的结果,可以得到热交换器管。
[0036]
钎焊时的热处理条件除了升温至590~615℃以外并不受特别的限定,例如能够在如下条件下进行:以从550℃到目标温度的到达时间为1分钟~10分钟的升温速度进行加热,在590~615℃的目标温度下保持1分钟~20分钟,然后以50~100℃/min冷却至300℃之后,空冷至室温。实施例1
[0037]
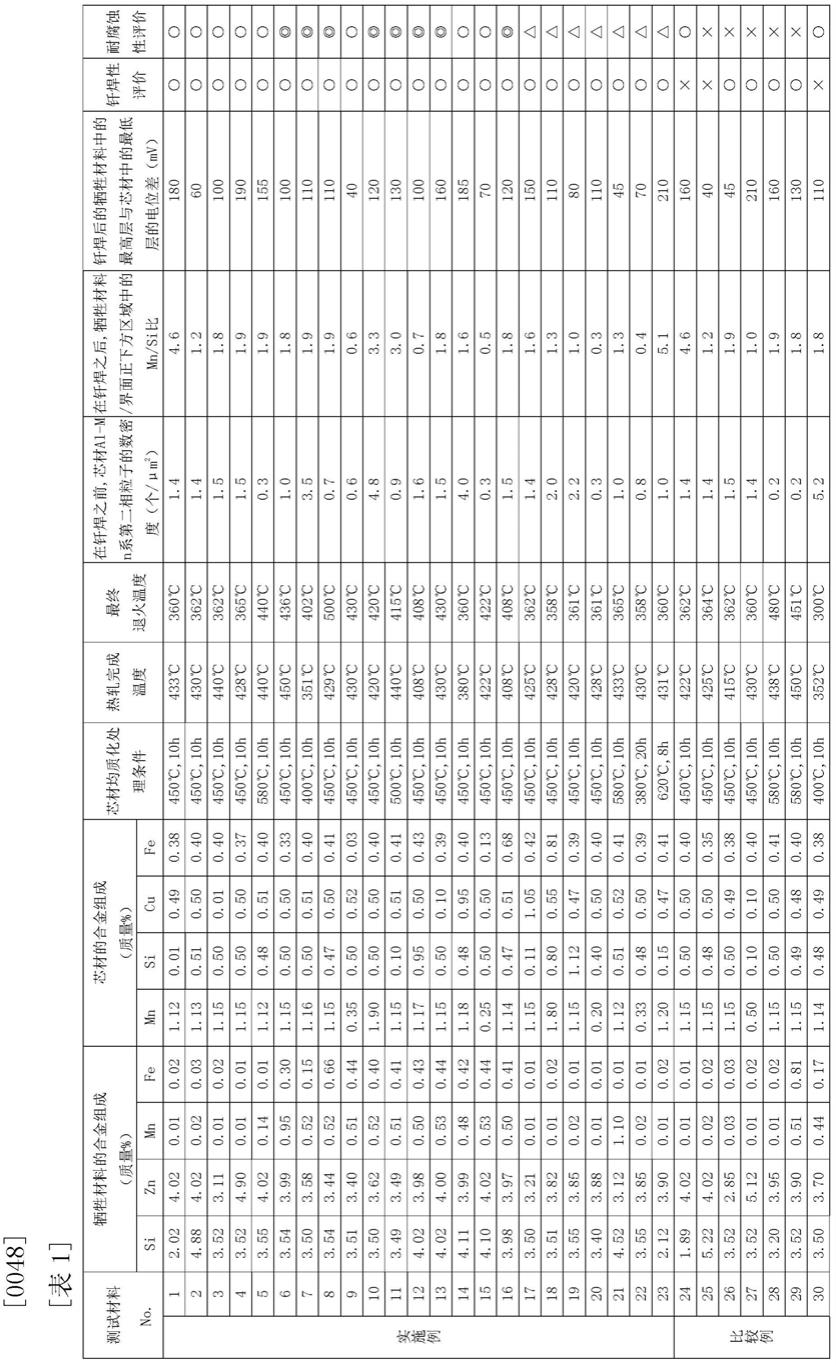
通过半连续铸造而铸造出牺牲材料及芯材用铝合金。牺牲材料及芯材用铝合金使用实施例(剩余部分al及不可避免的杂质)所示的合金。分别在实施例所示的温度条件下,对每个合金进行10小时的均质化处理。接着,在规定条件下进行热轧,进一步进行冷轧直至板厚为0.5mm为止。然后,在实施例中所述的温度条件下,实施3小时的退火而制作出调质o板材。
[0038]
·
制造工序〇均质化处理在板坯铸造之后,以去除不均质的组织例如偏析等为目的实施均质化处理。通过高温均质化处理,当铸造时,过饱和固溶于基体中的添加元素作为金属间化合物而析出。由于所析出的金属间化合物的尺寸或分散量对均质化处理的温度、时间带来影响,因此需要选择与添加元素的种类对应的热处理条件。
[0039]
〇热轧完成温度通常,热轧在500℃前后的高温下被负载,但是在轧制结束之后被卷取并冷却至室温。在该情况下,由于在比热轧完成温度更高的温度下被保持的时间改变,因此对金属间化合物的析出行为带来影响。
[0040]
〇钎焊处理通过如下方法进行了钎焊等效热处理:从室温到590~615℃约升温20分钟,在590~615℃下保持3~20分钟之后,以100℃/min的冷却速度控制从590~615℃到300℃的冷却。
[0041]
·
评价方法〇分散粒子的分布状态通过扫描式电子显微镜(fe
‑
sem)测定出分散粒子的当量圆直径及数密度(个/μm2)。测定方法为如下:通过对钎焊热处理之前的测试材料进行机械抛光及横截面抛光仪(cp)加工而露出板材剖面(轧制方向平行剖面)并制作出试剂,并由fe
‑
sem以10000~
50000倍拍摄了照片。拍摄10个视野的照片,并通过图像分析来测量分散粒子的当量圆直径及数密度。
[0042]
〇孔蚀电位测定通过阳极极化测定来测定出孔蚀电位。参比电极使用饱和甘汞电极(sce),电解液为通过吹入高纯度n2气体而充分脱气的40℃的2.67%alcl3溶液,并在扫描速度0.5mv/s的条件下进行了测定。牺牲材料共晶钎焊、牺牲材料/芯材界面层及芯材的电位测定是在用5%nao h(苛性钠)从牺牲材料最表面蚀刻去除钎焊热处理后的样品而制成规定板厚之后实施的。另外,牺牲材料初晶钎焊的电位测定是在通过使电位最低的牺牲材料共晶钎焊通过阳极溶解而完全消失之后实施的。
[0043]
〇元素扩散状态及钎焊后的mn/si比通过epma线分析测定出钎焊后样品的板厚方向的zn、cu、fe及si的浓度。mn浓度通过epma半定量分析在每个层中测定出。mn相对于al基体的扩散速度非常慢,由于在每个层中与板厚方向无关地显示出大致恒定的浓度,因此在板厚方向的任意部位进行了测定。虽然在线分析中仅分析计数,但是判断出每个层中的扩散状态是否均匀。根据该结果,计算出从牺牲材料/芯材界面沿芯材深度方向在50μm的区域中的mn/si比。另外,浓度比以重量%来计算。关于钎焊后的mn/si比,不仅取决于合金成分,而且很大程度上取决于热处理条件。通常,若进行高温热处理,则分散粒子的析出/生长得到促进,并且mn或si的固溶度降低。需要通过适当地组合均质化处理或热轧、退火温度条件而控制mn/si比。
[0044]
〇oy水浸渍试验实施了用oy水(cl
‑
:195ppm,so42‑
:60ppm,cu
2+
:1ppm,fe
3+
:30ppm,剩余部分为纯水)的浸渍试验。试验条件为将室温
×
16h+88℃
×
8h(不搅拌)设为一天的循环,直至12周进行了评价。测定腐蚀深度并确认了有无晶界腐蚀。在表1中的耐腐蚀性评价中,用
◎
〇
△×
来表示评价结果。
[0045]
[评价基准]
·
×
产生明显的晶界腐蚀,
△
同时产生晶界腐蚀和晶内腐蚀,〇产生晶界腐蚀(轻微)、晶内腐蚀,
◎
仅产生晶内腐蚀
·
关于耐腐蚀性,即使未产生晶界腐蚀,在oy水浸渍试验12周内产生贯穿孔时设为
×
。
[0046]
〇倒t字形流动性试验为了评价钎焊性,在水平材料中使用将上表面作为牺牲材料的测试材料,且在垂直材料中使用a3003合金进行了倒t字试验。与表1中的钎焊性评价一同,用〇
×
来表示评价结果。
[0047]
[评价基准]
·
〇无未接合部,
×
有未接合部。并且,将从牺牲材料/芯材界面向芯材方向产生150μm以上的侵蚀的材料也记为
×
。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1