一种精密件加工用的压铸装置的制作方法
[0001]
本实用新型主要涉及压铸成型的技术领域,具体为一种精密件加工用的压铸装置。
背景技术:
[0002]
压铸是一种金属锻造工艺,其特点是利用模具内腔对融化的金属施加高压,传统的压铸工艺主要由四个步骤组成,包括模具准备、填充、注射、填充,在准备过程需向模腔内喷上润滑剂,然后即可关闭模具,用高压将熔融的金属射进模具内,保持射入压力当熔融金属填充完毕后冷却,去除铸件,在压铸过程中锁模力的大小直接关系到铸造件是否产生飞边,影响产品精度的关键,铸件完成后快速推出铸件是提高生产效率的关键一步,因此需要设计一种能增大锁模力,且能快速推出铸件的压铸装置,提高铸造件精度增加生产效率。
技术实现要素:
[0003]
本实用新型主要提供了一种精密件加工用的压铸装置,用以解决上述背景技术中提出的技术问题。
[0004]
本实用新型解决上述技术问题采用的技术方案为:
[0005]
一种精密件加工用的压铸装置,包括装置主体,所述装置主体包括母模装置、公模装置、连接装置,所述母模装置包括上固定板、母模板、压力装置、浇口套,所述上固定板中心设有通孔,所述母模板一端面设有凹槽且凹槽内有通孔,所述上固定板四顶角处螺钉连接母模板,所述压力装置包括、母模仁、第一导柱、第一导套、压缩弹簧,所述母模仁置于母模板凹槽内并能上下滑动,所述母模仁的两侧设有凸台,所述凸台四个顶角处内嵌四个第一导套,四个所述第一导柱分别穿过四个第一导套后固定在母模板上,四个所述压缩弹簧套在分别套在第一导柱上;
[0006]
所述公模装置包括公模仁、公模板、垫块、推件装置、下固定板、长螺钉,所述公模板上设有凹槽,所述凹槽内设有多个通孔,所述公模仁螺钉固定在公模板凹槽内,所述公模仁上设有多个通孔,所述公模板下方两侧对称设有两垫块,两所述垫块上均设有两通孔,所述垫块螺钉连接下固定板,四个所述长螺钉一端固定在下固定板上,每个所述长螺钉另一端分别穿过垫块上通孔螺纹固定在公模板上,所述推件装置包括推板、推杆固定板、第二导柱、第二导套、推杆,所述推杆固定板上设有多个通孔,所述推杆固定板四顶角处螺纹连接推板,所述第二导套镶嵌于推板、推杆固定板内并贯通两板,所述第二导柱一端固定,所述第二导柱另一端穿过第二导套后螺纹固定在公模板上,所述第二导柱上套有弹簧,所述推杆底部固定在推杆固定板通孔内,所述推杆另一端依次穿过公模板、公模仁至成型面。
[0007]
所述连接装置包括第三导套、第三导柱,所述第三导套内嵌于母模板内并贯通,所述第三导柱固定在公模板靠近垫块一侧并贯通公模板延伸至第三导套内部。
[0008]
优选的,所述浇口套内设有斜坡凹槽,所述浇口套内部贯通,所述浇口套依次穿过上固定板、母模板、母模仁延伸至成型面。
[0009]
优选的,所述公模板上设有四个尼龙拉扣。
[0010]
优选的,所述母模板上设有与尼龙拉扣配合的凹槽。
[0011]
优选的,所述公模板上设有与第一导柱配合的凹槽。
[0012]
优选的,所述下固定板的中间设有圆形通孔,所述圆形通孔两端面均设有斜倒角。
[0013]
优选的,所述推杆固定板上通孔为上端小下端大,界面为凸字形。
[0014]
优选的,所述推杆为耐高温陶瓷材料。
[0015]
与现有技术相比,本实用新型的有益效果为:
[0016]
此实用新型的母模仁设置有压力装置,母模仁突出母模板,铸造时铸造机器对母模装置、公模装置施加压力,模具闭合后,母模仁四个第一导柱上弹簧被压缩,回弹力施加二次锁模力,实现锁模力的提升,提升铸造件的质量减少飞边,设施有推出装置,铸造完成后通过推出装置推出铸件,保证铸件完整脱模的同时实现快速脱模,提高了生产效率。
[0017]
以下将结合附图与具体的实施例对本实用新型进行详细的解释说明。
附图说明
[0018]
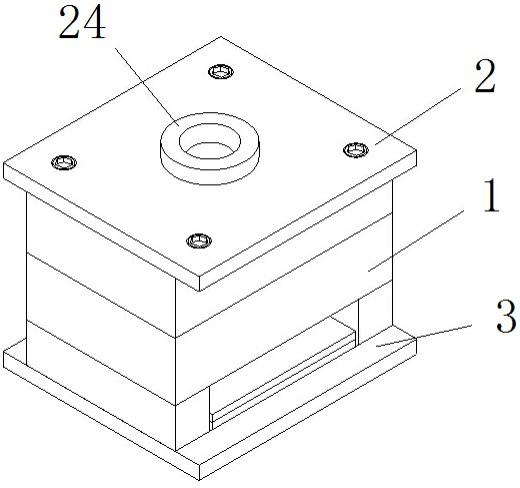
图1为本实用新型的装置整体结构轴侧图;
[0019]
图2为本实用新型的母模装置结构轴侧图;
[0020]
图3为本实用新型的公模装置结构轴侧图;
[0021]
图4为本实用新型的装置整体结构主视图;
[0022]
图5为本实用新型的母模装置结构主视图;
[0023]
图6为本实用新型的公模装置结构主视图。
[0024]
图中:1、装置主体;2、母模装置;21、上固定板;22、母模板;23、压力装置;231、母模仁;232、第一导柱;233、第一导套;234、压缩弹簧;24、浇口套;3、公模装置;31、公模仁;32、公模板;33、垫块;34、推件装置;341、推板;342、推杆固定板;343、第二导柱;344、第二导套;345、推杆;35、下固定板;36、长螺钉;4、连接装置;41、第三导套;42、第三导柱;5、尼龙拉扣。
具体实施方式
[0025]
为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更加全面的描述,附图中给出了本实用新型的若干实施例,但是本实用新型可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本实用新型公开的内容更加透彻全面。
[0026]
需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
[0027]
除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常连接的含义相同,本文中在本实用新型的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本实用新型,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
[0028]
请着重参照附图1、2、4、5所示,一种精密件加工用的压铸装置,包括装置主体1,所
述装置主体1包括母模装置2、公模装置3、连接装置4,所述母模装置2包括上固定板21、母模板22、压力装置23、浇口套24,所述上固定板21中心设有通孔,所述母模板22一端面设有凹槽且凹槽内有通孔,所述上固定板21四顶角处螺钉连接母模板22,所述压力装置23包括、母模仁231、第一导柱232、第一导套233、压缩弹簧234,所述母模仁231置于母模板22凹槽内并能上下滑动,所述母模仁231的两侧设有凸台,所述凸台四个顶角处内嵌四个第一导套233,四个所述第一导柱232分别穿过四个第一导套233后固定在母模板22上,四个所述压缩弹簧234套在分别套在第一导柱232上所述公模板32上设有与第一导柱232配合的凹槽,所述浇口套24内设有斜坡凹槽,所述浇口套24内部贯通,所述浇口套24依次穿过上固定板21、母模板22、母模仁231延伸至成型面,合模时,母模仁231向母模板22凹槽内滑动,四个第一导杆232上压缩弹簧234被压缩,第一导杆232进入公模板32上配合凹槽内。
[0029]
请着重参照附图1、3、6所示,所述公模装置3包括公模仁31、公模板32、垫块33、推件装置34、下固定板35、长螺钉36,所述公模板32上设有凹槽,所述凹槽内设有多个通孔,所述公模仁31螺钉固定在公模板32凹槽内,所述公模仁31上设有多个通孔,所述公模板32下方两侧对称设有两垫块33,两所述垫块33上均设有两通孔,所述垫块33螺钉连接下固定板35,四个所述长螺钉36一端固定在下固定板35上,每个所述长螺钉36另一端分别穿过垫块33上通孔螺纹固定在公模板32上,所述推件装置34包括推板341、推杆固定板342、第二导柱343、第二导套344、推杆345,所述推杆固定板342上设有多个通孔,所述推杆固定板342四顶角处螺纹连接推板341,所述第二导套344镶嵌于推板341、推杆固定板342内并贯通两板,所述第二导柱343一端固定,所述第二导柱343另一端穿过第二导套344后螺纹固定在公模板32上,所述第二导柱343上套有弹簧,所述推杆345底部固定在推杆固定板342通孔内,所述推杆345另一端依次穿过公模板32、公模仁31至成型面,所述推杆345为耐高温陶瓷材料,所述下固定板35的中间设有圆形通孔,所述圆形通孔两端面均设有斜倒角,开模时铸造机上顶杆穿过下固定板35上通孔顶住推板341,推板341与推杆固定板342顺着内嵌第二导套344在第二导柱343上滑动,推板341带动推杆345上移顶出公模仁31上铸件,合模时第二导柱343上弹簧复位推件装置34。
[0030]
请着重参照附图4-6所示,所述连接装置4包括第三导套41、第三导柱42,所述第三导套41内嵌于母模板22内并贯通,所述第三导柱42固定在公模板32靠近垫块33一侧并贯通公模板32延伸至第三导套41内部,所述公模板32上设有四个尼龙拉扣5,所述母模板22上设有与尼龙拉扣5配合的凹槽,搬运模具时模具合拢尼龙拉扣5卡在母模板22上配合凹槽内,放置模具分开,合模时连接装置4起到导向作用。
[0031]
本实用新型的具体操作方式如下:
[0032]
模具合拢后,尼龙拉扣5置于母模板22配合凹槽内,防止模具开模,将模具置于铸造机上,铸造机夹住上固定板21、下固定板35、铸造机上熔融金属喷射口卡入浇口套24上,开启铸造机,模具闭合,此过程中第三导柱42滑入第三导套41内,母模仁231向母模板22凹槽内滑动,四个第一导杆232上压缩弹簧234被压缩,第一导杆232进入公模板32上配合凹槽内,开始注射熔融金属,熔融金属经浇口套24后到达型腔内,维持压力至铸造件冷却后,开模,此过程中铸造机上顶杆穿过下固定板35上通孔顶住推板341,推板341与推杆固定板342顺着内嵌第二导套344在第二导柱343上滑动,推板341带动推杆345上移顶出公模仁31上铸件,完成铸造。
[0033]
上述结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的这种非实质改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1