一种砂铸件清理方法与流程
1.本发明属于砂铸技术领域,具体涉及一种砂铸件清理方法。
背景技术:
2.砂铸件表面因容易生锈,所以需要对成型后的砂铸件表面进行防锈清理处理,现有方式是采用人工的方式利用防锈油对砂铸件进行清理,具体的清理流程如图1所示,但是这种方式存在诸多弊端,具体如下:
3.1、清理后的防锈油中含有黑色碳粉,现有的过滤技术无法有效去除,所以导致清理后的防锈油达不到循环使用要求,这样便使得清理后会产生大量费油,不但清理成本较大,而且大量费油也不具有环保性。
4.2、一个砂铸件的清理,通常需要5个工人的操作才能完成所有清理工序,不但费事费力,效率低下,而且人工成本也非常高。
技术实现要素:
5.发明目的:为了克服现有技术中存在的不足,提供一种砂铸件清理方法,实现了防锈油在砂铸件清理过程中的循环使用,降低清理成本,提高了清理效率。
6.技术方案:为实现上述目的,本发明提供一种砂铸件清理方法,包括如下步骤:
7.s1:采用步进式油基清洗机对砂铸件进行清洗处理;
8.s2:收集清理后的防锈油;
9.s3:对收集的防锈油进行降温后输送至搅拌机;
10.s4:通过搅拌机对防锈油进行搅拌处理,并且同步向防锈油内持续添加硅藻土;
11.s4:将步骤s4处理后的防锈油输送至硅藻土过滤机内进行过滤;
12.s5:将过滤后的防锈油输送至步进式油基清洗机进行再次利用。
13.进一步地,所述步骤s1中步进式油基清洗机中对于砂铸件的清洗过程为:首先对砂铸件采用高压油喷淋冲洗,然后再对砂铸件采用低压油喷淋漂洗,接着将砂铸件浸没在防锈油中后取出。
14.进一步地,所述步骤s2中采用油雾收集器收集清理后的防锈油。
15.进一步地,所述步骤s3中采用油冷机对收集的防锈油进行降温。
16.进一步地,所述步骤s4中硅藻土过滤机包括机体和位于机体内的滤纸层。
17.进一步地,所述步骤s4中硅藻土过滤机对于防锈油的过滤方法为:硅藻土和防锈油的混合液被输送至机体内,滤纸层对混合液进行过滤的时候,硅藻土不断在滤纸层上聚集形成硅藻土过滤层,硅藻土过滤层对防锈油进行过滤,经过硅藻土过滤层和滤纸层过滤后的防锈油被输送至步进式油基清洗机。
18.本发明的设计原理为:将硅藻土创新性的应用到防锈油的过滤当中,硅藻土自身只会少量吸附防锈油中的黑色碳粉,但是通过硅藻土在滤纸层上积聚形成硅藻土过滤层,硅藻土过滤层能够大幅延长与防锈油的接触时间、扩大接触面积,能够对防锈油中的黑色
碳粉进行高精度吸附,有效去除防锈油中的黑色碳粉和杂质。
19.有益效果:本发明与现有技术相比,具备如下优点:
20.1、能够有效的去除防锈油中的黑色碳粉,实现了防锈油在砂铸件清理过程中的循环使用,避免了产生大量费油,降低了清理成本,提升了环保性。
21.2、采用自动化的工艺流程代替了现有人工清理方式,不但提高了清理效率,而且降低了人工成本。
附图说明
22.图1为现有人工清理方式的流程图;
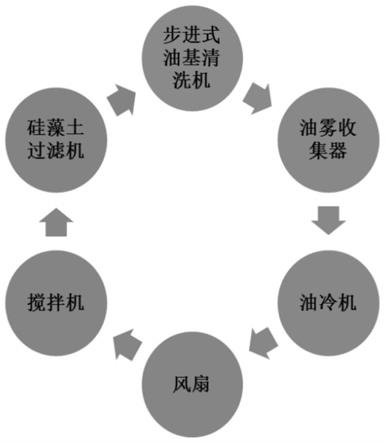
23.图2为本发明清理方式的流程图;
24.图3为硅藻土过滤机的结构简图;
25.图4为本发明方法和现有方法的数据对比图。
具体实施方式
26.下面结合附图和具体实施例,进一步阐明本发明,应理解这些实施例仅用于说明本发明而不用于限制本发明的范围,在阅读了本发明之后,本领域技术人员对本发明的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
27.本发明提供一种砂铸件清理方法,如图2所示,其包括如下步骤:
28.s1:采用步进式油基清洗机对砂铸件进行清洗处理:
29.首先对砂铸件采用高压油喷淋冲洗,然后再对砂铸件采用低压油喷淋漂洗,接着将砂铸件浸没在防锈油中后取出。
30.s2:采用油雾收集器收集清理后的防锈油。
31.s3:采用油冷机对收集的防锈油进行降温后输送至搅拌机。
32.s4:通过搅拌机对防锈油进行搅拌处理,并且同步向防锈油内持续添加硅藻土,硅藻土的添加流量取决于防锈油在搅拌机内的输入流量,保证防锈油和硅藻土保持稳定的比例范围。硅藻土和防锈油的混合过程中能够有效吸附油中的微小颗粒物。
33.s4:将搅拌处理后的防锈油输送至硅藻土过滤机内进行过滤:
34.如图3所示,本实施例中硅藻土过滤机包括机体1和位于机体1内的滤纸层4,机体1的上下两端分别设置有进料口2和出料口3。
35.硅藻土过滤机对于防锈油的过滤方法为:硅藻土和防锈油的混合液通过进料口2被输送至机体1内,滤纸层4对混合液进行过滤的时候,硅藻土不断在滤纸层上聚集形成硅藻土过滤层5,这样后续的混合液必须先依次通过硅藻土过滤层5和滤纸层4两层过滤,由于硅藻土的自身特性以及硅藻土过滤层5的厚度以及结构,硅藻土过滤层5能够过滤掉混合液中的黑色碳粉,滤纸层4则是对溶液中剩余的杂质进行过滤。
36.s5:硅藻土过滤机中过滤后的防锈油通过出料口3被输送至步进式油基清洗机进行再次利用。
37.为了验证上述砂铸件清理方法的有效性,本实施例进行如下试验:
38.一、将经过上述方法过滤后的防锈油和未使用过的防锈油进行含量测试,具体如下:
39.过滤后的防锈油中杂质时5.6mg/250ml,其中黑色碳粉的含量为0.002mg/250ml;
40.未使用过的防锈油中杂质时5.2mg/250ml。
41.可见,过滤后的防锈油完全符合了循环利用的要求,且基本上不含有黑色碳粉。
42.二、将上述砂铸件清理方法和现有人工清理方式进行对比,具体如图4所示,可见本发明提供的砂铸件清理方法使清洗包装效率提高了51%,防锈油年节约成本69.7万,防锈油持续循环利用减少了费油处理的环保问题,且由于采用自动化清理,清理质量的不合格率相比于现有方式有了大幅降低。
技术特征:
1.一种砂铸件清理方法,其特征在于,包括如下步骤:s1:采用步进式油基清洗机对砂铸件进行清洗处理;s2:收集清理后的防锈油;s3:对收集的防锈油进行降温后输送至搅拌机;s4:通过搅拌机对防锈油进行搅拌处理,并且同步向防锈油内持续添加硅藻土;s4:将步骤s4处理后的防锈油输送至硅藻土过滤机内进行过滤;s5:将过滤后的防锈油输送至步进式油基清洗机进行再次利用。2.根据权利要求1所述的一种砂铸件清理方法,其特征在于,所述步骤s1中步进式油基清洗机中对于砂铸件的清洗过程为:首先对砂铸件采用高压油喷淋冲洗,然后再对砂铸件采用低压油喷淋漂洗,接着将砂铸件浸没在防锈油中后取出。3.根据权利要求1所述的一种砂铸件清理方法,其特征在于,所述步骤s2中采用油雾收集器收集清理后的防锈油。4.根据权利要求1所述的一种砂铸件清理方法,其特征在于,所述步骤s3中采用油冷机对收集的防锈油进行降温。5.根据权利要求1所述的一种砂铸件清理方法,其特征在于,所述步骤s4中硅藻土过滤机包括机体和位于机体内的滤纸层。6.根据权利要求5所述的一种砂铸件清理方法,其特征在于,所述步骤s4中硅藻土过滤机对于防锈油的过滤方法为:硅藻土和防锈油的混合液被输送至机体内,滤纸层对混合液进行过滤的时候,硅藻土不断在滤纸层上聚集形成硅藻土过滤层,硅藻土过滤层对防锈油进行过滤,经过硅藻土过滤层和滤纸层过滤后的防锈油被输送至步进式油基清洗机。
技术总结
本发明公开了一种砂铸件清理方法,包括如下步骤:采用步进式油基清洗机对砂铸件进行清洗处理;收集清理后的防锈油;对收集的防锈油进行降温后输送至搅拌机;通过搅拌机对防锈油进行搅拌处理,并且同步向防锈油内持续添加硅藻土;将处理后的防锈油输送至硅藻土过滤机内进行过滤;将过滤后的防锈油输送至步进式油基清洗机进行再次利用。本发明能够有效的去除防锈油中的黑色碳粉,实现了防锈油在砂铸件清理过程中的循环使用,避免了产生大量费油,降低了清理成本,提升了环保性。提升了环保性。提升了环保性。
技术研发人员:廖善旺 叶啟勇 谭伟
受保护的技术使用者:鹰普机械(宜兴)有限公司
技术研发日:2021.09.07
技术公布日:2021/11/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1