一种定氧管的制作方法
1.本实用新型涉及炼钢机械配件技术领域,尤其涉及一种定氧管。
背景技术:
2.现代电炉炼钢几乎都采用吹氧工艺,旨在节约电能和缩短冶炼时间。吹氧工艺就是通过插在电炉内熔融的铁水中的吹氧设备,向炉内输送氧气的技术措施,其中氧管为吹氧设备重要零件之一。在专利号为cn201320000842.8的中国专利中公开了一种氧管焊管,由板料弯曲形成的管状体,所述管状体的管壁上存有一条直线缝隙,直线缝隙用焊接封闭。在枪头在吹氧时,因强外套管受炉中聚热的出炉速冷产生强烈胀缩因素,造成吹氧枪外套管直线焊缝应力集中下,产生裂纹的现象,使用多次后焊缝裂纹逐渐增大,影响吹氧枪的使用,同时也造成气体泄露,无法稳定提供气体,容易使氧管内气流量达不到要求,且直线焊缝的结构强度小,依旧存在氧管本体和管头的口径尺寸容易受到挤压发生变形的问题,造成装配困难。
技术实现要素:
3.本实用新型要解决上述现有技术存在的问题,提供一种定氧管,主要解决了氧管上直线焊缝结构强度低、容易开裂变形的问题。
4.本实用新型解决其技术问题采用的技术方案:一种定氧管,包括板料弯曲形成的氧管本体,氧管本体的管壁上存在一条接缝,接缝用焊接密封,氧管本体的一端向外延伸设有喇叭形状的管头,管头的大端向外延伸设有一小段的圆柱形管,所述接缝包括第一接缝边和第二接缝边,第一接缝边上设有卡扣公件,第二接缝边上设有卡扣母件,第一接缝边上的卡扣公件可以扣入第二接缝边上的卡扣母件,使第一接缝边和第二接缝边卡扣固定连接在一起。
5.为了进一步完善,所述卡扣公件的整体为第一四翼锥形凸起,卡扣母件的整体为第一四翼锥形凹槽,第一四翼锥形凸起可以扣入第一四翼锥形凹槽中,以实现第一接缝边和第二接缝边卡扣连接。
6.进一步完善,所述第一四翼锥形凹槽的截面形状为扁平等腰梯形,该扁平等腰梯形内侧的底边的宽度大于相对的另一底边的宽度,所述第一四翼锥形凸起的截面形状与第一四翼锥形凹槽的截面形状对应设置。
7.进一步完善,所述接缝在管头位置设有倾斜过渡缝,倾斜过渡缝的外端在圆柱形管上轴向延伸有直线管缝。
8.进一步完善,所述直线管缝的延长线位于卡扣公件内端与外端之间。
9.进一步完善,所述氧管本体的外壁上螺旋绕有至少一层用于密封和加固接缝的耐火密封条,耐火密封条与接缝之间设有密封盖片,密封盖片的内壁上设有一层用于封堵接缝的耐火泥层。
10.进一步完善,所述卡扣公件的外端面上设置有第一锁扣组件,所述卡扣母件的外
端面上设置有第二锁扣组件,第一锁扣组件和第二锁扣组件可以相互配合锁定,以防止卡扣公件和卡扣母件相对打开。
11.进一步完善,所述第一锁扣组件为第二四翼锥形凹槽,所述第二锁扣组件为第二四翼锥形凸起,第二四翼锥形凸起可嵌入第二四翼锥形凹槽中,以相互锁扣。
12.进一步完善,所述第二四翼锥形凹槽的截面形状为扁平梯形,该扁平梯形内侧的底边的宽度大于相对的另一底边宽度,所述第二四翼锥形凸起的截面形状与第二四翼锥形凹槽的截面形状对应设置。
13.进一步完善,所述第二四翼锥形凹槽设置有多个,均匀间隔布置在卡扣公件的外端面上,所述第二四翼锥形凸起与第二四翼锥形凹槽对应设置。
14.本实用新型有益的效果是:本实用新型通过在接缝两侧设置卡扣公件和卡扣母件,使第一接缝边和第二接缝边通过卡扣固定连接在一起,解决了氧管上直线焊缝结构强度低、容易开裂变形的问题,扣缝焊接后,在强烈胀缩下应力分摊到卡扣结构上,不会集中到直线焊缝上,不容易产生裂纹的现象,气体密封性能好,可以稳定提供气体,卡扣固定与焊接固定的结合方式使氧管本体和管头的口径尺寸不会受挤压而变形压倒,尺寸稳定,贴合度更好,易于装配,使用寿命长。
附图说明
15.图1为实施例1的结构示意图;
16.图2为实施例2的结构示意图;
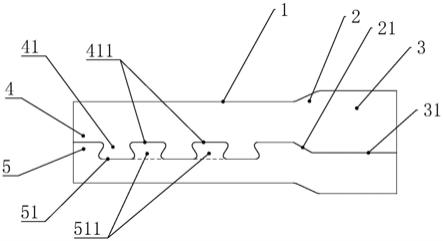
17.图3为实施例2的结构示意图;
18.附图标记说明:1、氧管本体,2、管头,21、倾斜过渡缝,3、圆柱形管,31、直线管缝,4、第一接缝边,41、第一四翼锥形凸起,411、第二四翼锥形凹槽,5、第二接缝边,51、第一锥形四翼凹槽,511、第二四翼锥形凸起,6、耐火密封条,7、密封盖片。
具体实施方式
19.下面结合附图对本实用新型作进一步说明:
20.如附图1所示,实施例1:一种定氧管,包括板料弯曲形成的氧管本体1,氧管本体1的管壁上存在一条接缝,接缝用焊接密封,氧管本体1的一端向外延伸设有喇叭形状的管头2,管头2的大端向外延伸设有一小段的圆柱形管3,所述接缝包括第一接缝边4和第二接缝边5,第一接缝边4上设有卡扣公件,第二接缝边5上设有卡扣母件,第一接缝边4上的卡扣公件可以扣入第二接缝边5上的卡扣母件,使第一接缝边4和第二接缝边5卡扣固定连接在一起,接缝边贴合度更好,易于装配固定,焊接时不容易发生变形,焊接更加容易,提高了焊缝的质量,解决了氧管上直线焊缝结构强度低、容易开裂变形的问题,扣缝焊接后,在强烈胀缩下应力分摊到卡扣结构上,不会集中到直线焊缝上,不容易产生裂纹的现象,气体密封性能好,可以稳定提供气体,卡扣固定与焊接固定的结合方式使氧管本体和管头的口径尺寸不会受挤压而变形压倒,具有使用寿命长的优点。
21.卡扣母件和卡扣母件的形状可以为多边性、圆形、t形、十字形和扇形等。例如多边形可以选择正五边性、正六边形和梯形。圆形可以选择椭圆形、凸圆形和梅花圆边形。优选的,所述卡扣公件的整体为第一四翼锥形凸起41,卡扣母件的整体为第一四翼锥形凹槽51,
第一四翼锥形凸起41可以扣入第一四翼锥形凹槽51中,以实现第一接缝边4和第二接缝边5卡扣连接。所述第一四翼锥形凹槽51的截面形状为扁平等腰梯形,该扁平等腰梯形内侧的底边的宽度大于相对的另一底边的宽度,所述第一四翼锥形凸起41的截面形状与第一四翼锥形凹槽51的截面形状对应设置。所述接缝在管头2位置设有倾斜过渡缝21,管头2处的容易配合进行焊接,焊缝长,连接强度更好,应力不容易集中,倾斜过渡缝21的外端在圆柱形管3上轴向延伸有直线管缝31,所述直线管缝31的延长线位于卡扣公件内端与外端之间,可以提高氧管本体1整体强度,不容易扭曲变形。
22.如附图2所示,在实施例1的基础上,实施例2:所述卡扣公件的外端面上设置有第一锁扣组件,所述卡扣母件的外端面上设置有第二锁扣组件,第一锁扣组件和第二锁扣组件可以相互配合锁定,以防止卡扣公件和卡扣母件相对打开,可以提高卡扣连接的紧密性,所述第一锁扣组件为第二四翼锥形凹槽411,所述第二锁扣组件为第二四翼锥形凸起511,第二四翼锥形凸起511可嵌入第二四翼锥形凹槽411中,以相互锁扣。所述第二四翼锥形凹槽411的截面形状为扁平梯形,进一步可以为等腰梯形,与卡扣公件和卡扣母件的形状相似,形成形状的一致性,达到阵列重复的效果,方便加工,节省成本,结构更加紧凑和牢靠。该扁平梯形内侧的底边的宽度大于相对的另一底边宽度,所述第二四翼锥形凸起511的截面形状与第二四翼锥形凹槽411的截面形状对应设置。所述第二四翼锥形凹槽411设置有多个,均匀间隔布置在卡扣公件的外端面上,所述第二四翼锥形凸起511与第二四翼锥形凹槽411数量相同,呈一一对应设置,可以进一步增强卡扣的连接牢固性。
23.如附图3所示,在实施例1或2的基础上,实施例3:所述氧管本体1的外壁上螺旋绕有至少一层用于密封和加固接缝的耐火密封条6,可以增强氧管本体1耐热性和抗膨胀能力,耐火密封条6与接缝之间设有密封盖片7,可以配合耐火密封条6对接缝进行遮盖和贴合密封,接缝处不容易受挤压而变形压倒,使氧管本体和管头的口径尺寸不容易发生较大变化,密封盖片7的内壁上设有一层用于封堵接缝的耐火泥层,焊缝开裂时,耐火泥可以填充裂缝,显著提高接缝处焊缝的密封,延长氧管本体1的使用寿命。
24.虽然本实用新型已通过参考优选的实施例进行了图示和描述,但是,本专业普通技术人员应当了解,在权利要求书的范围内,可作形式和细节上的各种各样变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1