一种砂铸模型制造机的制作方法
1.本实用新型涉及铸造设备领域,尤其是涉及一种砂铸模型制造机。
背景技术:
2.采用覆膜砂制造砂铸的壳型和型芯是金属构件制造领域的常用方法。覆膜砂一般由骨料、粘结剂、固化剂、润滑剂和特殊添加剂组成,覆膜砂受热后,高温使砂粒表面包裹的树脂膜融化,再加入固化剂乌洛托品使熔融树脂的分子结构由线性结构快速转换为不熔融的体型结构,进而使覆膜砂固化成型。覆膜砂型芯的制造过程需要提供封闭空间完成热固,不同形状的型芯需要不同形状的机械完成制造。
技术实现要素:
3.本实用新型的目的是提供一种砂铸模型制造机,能够将覆膜砂加热固化形成铸型,安全方便,提高工作效率。
4.为实现上述目的,本实用新型提供了一种砂铸模型制造机,包括铸模、加热机构和设置于所述铸模两侧的支撑架,所述铸模与所述支撑架转动连接,所述铸模包括左半模和右半模,所述左半模通过合页与所述右半模相连接,所述加热机构包括控制器、熔断器、温度传感器和若干电加热管,所述控制器固定在其中一个所述支撑架上,若干所述电加热管分别设置于所述左半模和所述右半模内,所述左半模和所述右半模均包括金属导热层,所述金属导热层为半圆柱形,所述金属导热层的内侧设置有铸造槽,所述金属导热层的顶端设置有注砂头,若干所述电加热管竖直平行固定在所述金属导热层的外侧中部,所述金属导热层外还设置有铁皮保护层和岩棉保温层,所述岩棉保温层紧贴所述电加热管,所述金属导热层的底部设置有向外突出的固定板和垂直设置在所述固定板两侧的三角保护板,所述三角保护板的两个直角边分别与所述固定板和所述导热层相连接,所述固定板的下方固定有配重块。
5.优选的,所述右半模的中部外侧设置有连接框,所述连接框的两侧分别设置有转轴,所述转轴与设置在所述支撑架上的轴座转动连接,其中一个所述转轴的末端设置有挡块,所述挡块与所述支撑架的上表面相接触。
6.优选的,所述熔断器固定在所述连接框上,所述熔断器与所述控制器、所述电加热管均通过耐热电线相连接,所述控制器与所述温度传感器电连接,所述温度传感器设置于所述右半模的中部,所述温度传感器依次穿过所述铁皮保护层、所述岩棉保温层、所述金属导热层。
7.优选的,所述右半模的顶部侧面设置有把手,所述右半模与所述左半模之间还设置有若干活动卡扣,所述活动卡扣与所述活页分别位于所述铸模的两侧。
8.因此,本实用新型采用上述结构的一种砂铸模型制造机,铸模设置在支撑架上,通过注砂头向铸造槽内注入覆膜砂,通过控制器控制电加热管为铸模的金属导热层加热,使铸造槽内的覆膜砂受热固化,固化过程中由温度传感器监测温度信息并传至控制器,从而
更好的控制加热过程,掌握覆膜砂的固化进度,在控制器与电加热管之间设置熔断器,增强用电的安全性。
9.下面通过附图和实施例,对本实用新型的技术方案做进一步的详细描述。
附图说明
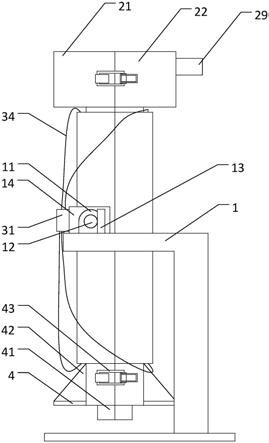
10.图1为本实用新型一种砂铸模型制造机实施例的侧面结构示意图;
11.图2为本实用新型实施例另一侧面结构示意图;
12.图3为本实用新型实施例铸模的内部结构示意图;
13.图4为本实用新型实施例铸模中部结构横切剖面图;
14.图5为本实用新型实施例结构俯视图。
15.附图标记
16.1、支撑架;11、轴座;12、转轴;13、挡块;14、连接框;2、铸模;21、右半模;22、左半模;23、铸造槽;24、注砂头;25、铁皮保护层;26、金属导热层;27、岩棉保温层;28、合页;29、把手;3、控制器;31、熔断器;32、电加热管;33、传感器;34、耐热电线;4、固定板;41、配重块;42、三角保护板;43、活动卡扣。
具体实施方式
17.以下通过附图和实施例对本实用新型的技术方案作进一步说明。
18.实施例
19.如图所示,一种砂铸模型制造机,包括铸模2、加热机构和设置于铸模2两侧的支撑架1。铸模2包括左半模22和右半模21,左半模22通过合页28与右半模21相连接。右半模21的顶部侧面设置有把手29,右半模21与左半模22之间还设置有若干活动卡扣43,活动卡扣43与活页分别位于铸模2的两侧。当活动卡扣43打开时,左半模22围绕着合页28旋转并离开右半模21,将铸好的模型制造出来。右半模21的中部外侧设置有连接框14,连接框14的两侧分别设置有转轴12,转轴12与设置在支撑架1上的轴座11转动连接。其中一个转轴12的末端设置有挡块13,挡块13与支撑架1的上表面相接触。挡块13使铸模2保持竖直。
20.加热机构包括控制器3、熔断器31、温度传感器33和若干电加热管32,控制器3固定在其中一个支撑架1上,若干电加热管32分别设置于左半模22和右半模21内。左半模22和右半模21均包括金属导热层26,金属导热层26为半圆柱形,金属导热层26的内侧设置有铸造槽23。金属导热层26采用导热性能好的铝材质,将电加热管32的热量传导至铸造槽23并对铸造槽23内的覆膜砂进行加热。控制器3控制电加热管32的电力供给,熔断器31在电流过大时及时切断电路,保护设备安全。
21.金属导热层26的顶端设置有注砂头24,注砂头24与铸造槽23连通,用于注入覆膜砂。若干电加热管32竖直平行固定在金属导热层26的外侧中部,金属导热层26外还设置有铁皮保护层25和岩棉保温层27,岩棉保温层27紧贴电加热管32。岩棉保温层27能减少电加热管32的热量向外逸散,减少能量损耗,铁皮保护层25保护内部结构,避免磕碰损毁。
22.金属导热层26的底部设置有向外突出的固定板4和垂直设置在固定板4两侧的三角保护板42,三角保护板42的两个直角边分别与固定板4和导热层相连接,固定板4的下方固定有配重块41。固定板4、三角保护板42和配重块41增加了底部的重量,与注砂头24的质
量相匹配,保证铸模2加热过程中的平衡与稳定,防止铸模2因为重心不稳发生倾倒。铸造开始前,锁紧活动卡扣43使左半模22和右半模21闭合,拉动把手29使注砂头24朝上,并向铸造槽23内注入覆膜砂;然后启动控制器3通过电加热管32向铸造槽23输出热量,覆膜砂受热固化形成砂铸模型。固化完成后关闭控制器3停止加热,拉动把手29使铸模2以转轴12为轴心旋转,多余未固化的覆膜砂从注砂头24落下,此时打开活动卡扣43将铸型取出。
23.熔断器31固定在连接框14上,熔断器31与控制器3、电加热管32均通过耐热电线34相连接。控制器3与温度传感器33电连接,温度传感器33设置于右半模21的中部,温度传感器33依次穿过铁皮保护层25、岩棉保温层27、金属导热层26。温度传感器33对铸造槽23的温度信息进行监测并传回控制器3,控制器3根据温度信息调整电加热管32的输出功率。
24.因此,本实用新型采用上述结构的一种砂铸模型制造机,铸模2设置在支撑架1上,通过注砂头24向铸造槽23内注入覆膜砂,通过控制器3控制电加热管32为铸模2的金属导热层26加热,使铸造槽23内的覆膜砂受热固化,固化过程中由温度传感器33监测温度信息并传至控制器3,从而更好的控制加热过程,掌握覆膜砂的固化进度,在控制器3与电加热管32之间设置熔断器31,增强用电的安全性。
25.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案而非对其进行限制,尽管参照较佳实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对本实用新型的技术方案进行修改或者等同替换,而这些修改或者等同替换亦不能使修改后的技术方案脱离本实用新型技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1