一种TC25合金铸件的热处理工艺
一种tc25合金铸件的热处理工艺
技术领域
1.本发明属于钛合金技术领域,具体涉及到一种tc25合金铸件的热处理工艺。
背景技术:
2.tc25合金是根据苏联于上世纪70年代研制的bt25钛合金演变而来的一种高温钛合金,其名义成分为ti-6.7al-1.5sn-4zr-2mo-1w-0.15si,属于α+β型钛合金,因合金中加入了高熔点的w、mo两种元素,故tc25合金兼具高热强性和热稳定性。由于tc25合金室温性能、高温强度断裂韧性及其他力学性能匹配良好,综合性能优异,因此被广泛应用到航空发动机的压气机盘、风扇叶片等热端部件中。
3.随着精密熔模铸造及热等静压技术的发展,tc25钛合金铸件的发展成为可能,但是tc25钛合金铸造组织为粗大的片层组织,塑性较差,且由于铸件无法通过变形改善组织,需要通过热处理对铸件组织进行调控,传统的tc25合金热处理工艺为双重退火,难以实现对铸件组织及性能的调整。
技术实现要素:
4.本发明的目的是针对tc25钛合金铸造组织调控困难,塑性较差等问题;为了解决上述技术问题,本发明结合tc25合金相变特点,提出了一种 tc25合金铸件的热处理工艺,具体方案如下:
5.一种tc25合金铸件的热处理工艺,包含如下步骤:
6.步骤一:将合金加热至相变点t
β
以下3~5℃(t1)进行保温,保温时长为t1;
7.步骤二:将铸件以炉冷的方式由t1降至t2并继续保温,保温时长为t2。然后继续炉冷至t3,保温时长为t3……
,以此类推;
8.步骤三:铸件炉冷至tm并保温60~120min后,再升温至tn并保温 60~120min直接出炉空冷至室温;
9.其中tm、tn(n=1,2,3
……
)为保温温度,要求满足t1>t2>t3>
…
>tn>
…
>tm;且相邻温度间隔不超过3℃,tm、tn均为相变点以下某一温度,其中tm在β转变温度以下30~40℃,且5℃≤t
n-tm≤10℃;ti(i=1, 2,3
……
)为保温时间,且30min≤ti≤90min。
10.所述的一种tc25合金铸件的热处理工艺,其优选方案为所述tc25合金铸件最终组织为双态组织,其室温强度能够达到1050mpa。
11.所述的一种tc25合金铸件的热处理工艺,其优选方案为步骤2)中的炉冷速率应控制在0.5℃/min~1℃/min。
12.本发明的有益效果:
13.本发明提供了一种tc25钛合金铸件的热处理工艺,在保证合金室温强度的同时,还可以有效提升tc25钛合金铸件的室温塑性,同时还能有效提高合金性能稳定性。铸件的最终组织为双态组织,其室温延伸率较原始组织提高50%以上,以实现强塑性良好的匹配,从而改善合金的综合力学性能。
附图说明
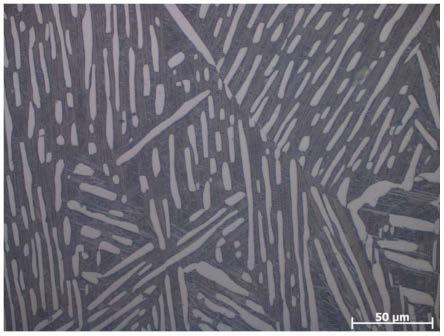
14.图1为本发明实施例1热处理后的tc25合金铸件组织;
15.图2为本发明实施例2热处理后的tc25合金铸件组织。
具体实施方式
16.下面结合实施例对本发明进行详细说明,实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并以实施,但不作为本发明的任何限制依据,凡根据本发明精神实质所做的等效变化和修饰都应涵盖在本发明的保护范围内。
17.实施例1:
18.本实施例所用材料是规格为φ25mm
×
200mm的tc25合金铸棒,其成分为ti-6.7al-1.5sn-4zr-2mo-1w-0.15si,其合金相变点为990℃;
19.1)首先将tc25铸棒加热至985℃保温60min;
20.2)以炉冷的方式将铸棒冷却至982℃,并继续保温60min。继续炉冷至979℃并保温60min;继续炉冷至976℃并保温60min;继续炉冷至973 ℃并保温60min;继续炉冷至970℃并保温60min;继续炉冷至967℃并保温60min;继续炉冷至964℃并保温60min;继续炉冷至961并保温60min;继续炉冷至958℃保温120min。继续炉冷至955℃保温120min,继续炉冷至952℃保温120min;
21.3)将铸棒升温至960℃并保温120min,最后将出炉空冷至室温。
22.表1为实施例铸件热处理后的力学性能测试结果及其同原始铸件(对比铸件一)和传统工艺铸件(对比铸件二)的对比,从表1中可以看出,实施例1铸件的室温抗拉强度均值达到1077mpa,高于原始铸件;室温延伸率均值达到8.75%,同原始铸件及传统工艺相比均提高约70%。同时还可以看出实施例铸件的力学性能稳定性由于对比铸件。
23.表1tc25铸棒的室温拉伸性能
[0024][0025]
实施例2:
[0026]
本实施例所用材料是规格为φ450mm
×
φ430
×
600mm的tc25合金铸造桶装材料,其成分为ti-6.7al-1.5sn-4zr-2mo-1w-0.15si,其合金相变点为 990℃;
[0027]
1)首先将tc25铸棒加热至985℃保温60min;
[0028]
2)以炉冷的方式将铸棒冷却至982℃,并继续保温60min;继续炉冷至979℃并保温60min;继续炉冷至976℃并保温60min;继续炉冷至973 ℃并保温60min;继续炉冷至970℃
并保温60min;继续炉冷至967℃并保温90min;继续炉冷至964℃并保温90min;继续炉冷至961并保温90min;继续炉冷至958℃保温120min;继续炉冷至955℃保温120min;继续炉冷至952℃保温120min;继续炉冷至950℃保温120min;
[0029]
3)最后升温至960℃并保温120min,随后出炉空冷。
[0030]
表2为实施例2同对比铸件的室温拉伸性能对比,表中对比铸件一未做任何热处理,对比铸件二采用的传统热处理工艺,从表中可以看出,实施例1铸棒的抗拉强度均值为1074mpa,延伸率均值达到了8.5%,远高于热处理前及传统工艺下的铸棒,且力学性能更稳定。
[0031]
表2铸件的室温拉伸性能
[0032]
技术特征:
1.一种tc25合金铸件的热处理工艺,其特征在于:包含如下步骤:步骤一:将tc25合金铸件加热至相变点t
β
以下3~5℃(t1)进行保温,保温时长为t1;步骤二:将tc25合金铸件以炉冷的方式由t1降至t2并继续保温,保温时长为t2;然后继续炉冷至t3,保温时长为t3……
,以此类推;步骤三:tc25合金铸件炉冷至t
m
并保温60~120min后,再升温至t
n
并保温60~120min直接出炉空冷至室温;其中t
m
、t
n
(n=1,2,3
……
)为保温温度,要求满足t1>t2>t3>
…
>t
n
>
…
>t
m
;且相邻温度间隔不超过3℃,t
m
、t
n
均为相变点以下某一温度,其中t
m
在β转变温度以下30~40℃,且5℃≤t
n-t
m
≤10℃;t
i
(i=1,2,3
……
)为保温时间,且30min≤t
i
≤90min。2.根据权利要求1所述的一种tc25合金铸件的热处理工艺,其特征在于:所述tc25合金铸件最终组织为双态组织,其室温强度能够达到1050mpa。3.根据权利要求1所述的一种tc25合金铸件的热处理工艺,其特征在于:步骤2)中的炉冷速率应控制在0.5℃/min~1℃/min。
技术总结
本发明公开了一种TC25合金铸件的热处理工艺,包括如下步骤:步骤1):将合金加热至相变点T
技术研发人员:杨久旭 李文渊 赵子博 王清江
受保护的技术使用者:中国科学院金属研究所
技术研发日:2022.04.09
技术公布日:2022/7/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1