零件表面加工的浮动磨铣装置的制作方法
1.本实用新型涉及磨铣技术领域,尤其涉及一种零件表面加工的浮动磨铣装置。
背景技术:
2.在机械制造领域,需要对零件表面进行打磨加工,以使零件的表面达到所需的光洁度,主要有以下两种技术方式:1、人工打磨:由技术工人使用角磨机等工具手动打磨;2、完全自动化机器人打磨:高级自动化机器人打磨生产线,通过机器视觉技术、高精度三坐标测量技术、复杂的控制算法以及电流环控制技术,实现砂轮与打磨工件的精密接触以及打磨力的精确控制,达到高效率、高质量的打磨。
3.上述各技术方式均有其缺点:人工打磨的加工质量取决于工人技术水平,效率低、劳动强度大,不环保,且产品质量一致性差。完全自动化机器人打磨技术代表了智能化无人工厂的趋势,缺点在于成本高昂,绝大多数企业无法承受。
技术实现要素:
4.本实用新型内容的主要目的在于提供一种零件表面加工的浮动磨铣装置,以解决现有技术中人工对零件表面磨铣加工的效率低且质量不一致的问题,以及解决现有技术中完全自动化机器人对零件表面磨铣加工而导致加工成本高的问题。
5.一种零件表面加工的浮动磨铣装置,包括第一滑轨、水平移动组件、磨铣组件、采集组件和控制器,第一滑轨水平设置在机床上,水平移动组件安装在第一滑轨上,水平移动组件沿着第一滑轨延伸的方向能够往复滑动,磨铣组件安装在水平移动组件上并跟随水平移动组件移动,磨铣组件沿着第一滑轨水平延伸相垂直的方向上下滑动,采集组件安装在水平移动组件上并跟随水平移动组件移动,采集组件位于磨铣组件的一侧,控制器分别和水平移动组件、磨铣组件、采集组件的电气动力执行单元电性连接。
6.优选的,水平移动组件包括推拉执行单元、第一连接件和至少一个第一滑块,第一滑块安装在第一滑轨上,第一连接件安装在第一滑块上,第一滑块位于第一滑轨和第一连接件之间,推拉执行单元安装在第一滑块或第一连接件上,推拉执行单元使第一滑块和第一连接件沿着第一滑轨水平移动。
7.优选的,磨铣组件包括第二滑轨、第二滑块、第二连接件、延伸臂、磨铣刀头、伺服电机和齿条,第二连接件安装在第一连接件上,第二连接件和第一滑块分别位于第一连接件两侧,第二滑轨安装在第二连接件上,第二连接件位于第二滑轨和第一连接件之间,第二滑轨的延伸方向和第一滑轨的延伸方向相垂直,第二滑块安装在第二滑轨中,延伸臂安装在第二滑块上,磨铣刀头安装在延伸臂的下端,齿条安装在延伸臂上,齿条位于延伸臂和第二连接件之间,伺服电机安装在第二连接件的上端,伺服电机的输出端齿轮和齿条相啮合。
8.优选的,采集组件包括浮动臂、第三滑轨、第三滑块、气缸和光栅传感器,第三滑块固定安装在第二连接件的左侧或右侧,第三滑轨安装在第三滑块上,第三滑轨与第三滑块能够相对滑动,第三滑块位于第二连接件和第三滑轨之间,浮动臂安装在第三滑轨上,第三
滑轨位于第三滑块和浮动臂之间,气缸的固定端和第二连接件的一侧固定,气缸的固定端和第三滑块位于第二连接件的同一侧,气缸的活动端和浮动臂固定连接,光栅传感器包括传感器读数头和光栅尺,传感器读数头安装在第二连接件的一侧,光栅尺安装在浮动臂的一侧。
9.优选的,第一连接件为一板状体,第一连接件的后端面设置第一容置槽,第一容置槽内安装第一滑块。
10.优选的,第二连接件为槽状体,第二连接件的两侧外侧壁上各安装一组采集组件。
11.优选的,磨铣组件的工作端安装打磨组件、或切削组件、或铣头。
12.优选的,延伸臂两侧设置多个加强筋。
13.上述零件表面加工的浮动磨铣装置安装在机床上,零件固定在机床的加工平台的工作位上,控制器控制水平移动组件移动至零件的上方,控制器在控制采集组件的采集端紧贴零件的表面,控制器控制水平移动组件沿着所加工的方向移动,采集组件的采集端在采集的过程中随着零件的表面起伏而上下浮动,采集组件采集所获取上下浮动的数值并转化为上下浮动的信息传输至控制器,控制器根据上下浮动的信息控制磨铣组件对采集后的零件表面以相应浮动的方式对零件表面加工,提高零件表面加工的精确度,同时该装置经济实用,为零件表面加工降低成本。
附图说明
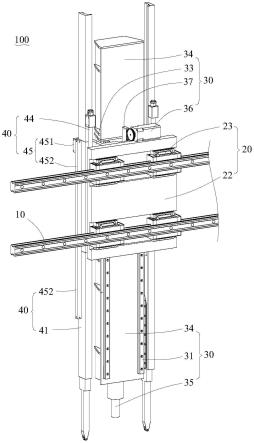
14.图1是零件表面加工的浮动磨铣装置的立体结构图。
15.图2是图1的另一视角立体图。
16.图3是第一连接件和第二连接件的组装立体图。
17.图4是第二连接件和采集组件的组装立体图。
18.图5是图4的另一视角立体图。
19.图6是本实用新型的结构框图。
20.图中:零件表面加工的浮动磨铣装置100、第一滑轨10、水平移动组件20、第一连接件22、第一容置槽221、第一滑块23、磨铣组件30、第二滑轨31、第二滑块32、第二连接件33、延伸臂34、加工端部35、伺服电机36、齿条37、采集组件40、浮动臂41、第三滑轨42、第三滑块43、气缸44、光栅传感器45、传感器读数头451、光栅尺452、控制器50。
具体实施方式
21.以下结合本实用新型的附图,对实用新型实施例的技术方案及技术效果做进一步的详细阐述。
22.请参阅图1至图6,零件表面加工的浮动磨铣装置100包括第一滑轨10、水平移动组件20、磨铣组件30、采集组件40和控制器50,第一滑轨10水平设置在机床上,水平移动组件20安装在第一滑轨10上,水平移动组件20沿着第一滑轨10延伸的方向能够往复滑动,磨铣组件30安装在水平移动组件20上并跟随水平移动组件20移动,磨铣组件30沿着第一滑轨10水平延伸相垂直的方向上下滑动,采集组件40安装在水平移动组件20上并跟随水平移动组件20移动,采集组件40位于磨铣组件30的一侧或两侧,控制器50分别和水平移动组件20、磨铣组件30、采集组件40的动力执行单元电性连接。上述零件表面加工的浮动磨铣装置100安
装在机床上,零件固定在机床的加工平台的工作位上,控制器50控制水平移动组件20移动至零件的上方,控制器50在控制采集组件40的采集端紧贴零件的表面,控制器50控制水平移动组件20沿着所加工的方向移动,采集组件40的采集端在采集的过程中随着零件的表面起伏而上下浮动,采集组件40采集所获取上下浮动的数值并转化为上下浮动的信息传输至控制器50,控制器50根据上下浮动的信息控制磨铣组件30对采集后的零件表面以相应浮动的方式对零件表面加工,提高零件表面加工的精确度,同时该装置经济实用,为零件表面加工降低成本。
23.进一步的,水平移动组件20包括推拉执行单元、第一连接件22和至少一个第一滑块23,第一滑块23安装在第一滑轨10上,第一连接件22安装在第一滑块23上,第一滑块23位于第一滑轨10和第一连接件22之间,推拉执行单元安装在第一滑块23或第一连接件22上,推拉执行单元使第一滑块23和第一连接件22沿着第一滑轨10水平移动。具体的,推拉执行单元为丝杠和驱动丝杠的电动机,丝杠的活动端安装在第一连接件上,丝杠的固定端安装在机床上,丝杠在驱动丝杠的电动机驱动下使第一连接件沿着第一滑轨移动。
24.进一步的,磨铣组件30包括第二滑轨31、第二滑块32、第二连接件33、延伸臂34、加工端部35、伺服电机36和齿条37,第二连接件33安装在第一连接件22上,第二连接件33和第一滑块23分别位于第一连接件22两侧,第二滑轨31安装在第二连接件33上,第二连接件33位于第二滑轨31和第一连接件22之间,第二滑轨31的延伸方向和第一滑轨10的延伸方向相垂直,第二滑块32安装在第二滑轨31中,延伸臂34安装在第二滑块32上,加工端部35安装在延伸臂34的下端,齿条37安装在延伸臂34上,齿条37位于延伸臂34和第二连接件33之间,伺服电机36安装在第二连接件33的上端,伺服电机36的输出端齿轮和齿条37相啮合。
25.进一步的,采集组件40包括浮动臂41、第三滑轨42、第三滑块43、气缸44和光栅传感器45,第三滑块43固定安装在第二连接件33的左侧或右侧,第三滑轨42安装在第三滑块43上,第三滑轨42与第三滑块43能够相对滑动,第三滑块43位于第二连接件33和第三滑轨42之间,浮动臂41安装在第三滑轨42上,第三滑轨42位于第三滑块43和浮动臂41之间,气缸44的固定端和第二连接件33的一侧固定,气缸44的固定端和第三滑块43位于第二连接件33的同一侧,气缸44的活动端和浮动臂41固定连接,光栅传感器45包括传感器读数头451和光栅尺452,传感器读数头451安装在第二连接件33的一侧,光栅尺452安装在浮动臂41的一侧。给气缸44内提供充气的充气泵在控制器50的适量的给气缸44内充气,气缸44上安装电磁阀,相应的气缸内也安装气压传感器,控制器内存储预设的气缸44的预设气压信息,气压传感器实时检测的实时气压信息传输至控制器,控制器将实时气压信息与预存的气压信息判断对比,当实时气压信息小于预存的气压信息时,控制器控制充气泵给气缸充气,当实时气压信息大于预存的气压信息时,控制器控制电磁阀给气缸放气,控制器通过气缸内的气压传感器传输的实时气压信息控制充气泵和电磁阀给气缸充气或放气,使气缸的气压维持在预设气压范围内,进而使浮动臂41的端部始终与零件表面紧密接触;浮动臂41的端部沿着零件表面滑动过程中随着零件表面的高度变化而出现上下浮动,光栅尺452随着浮动臂41沿着第三滑块43下上滑动过程中,传感器读数头451检测光栅尺452移动的位移信息,并将位移信息传输给控制器50,控制器50根据光栅尺452上下浮动的位移信息控制伺服电机36工作,伺服电机36工作驱动齿条37下上滑动,齿条37上下滑动进而带动延伸臂34上下滑动,延伸臂34上下滑动过程中使加工端部35的加工端面始终贴合加工零件。
26.进一步的,第一连接件22为一板状体,第一连接件22的后端面设置第一容置槽221,第一容置槽221内安装第一滑块23。
27.进一步的,第二连接件33为槽状体,第二连接件33的两侧外侧壁上各安装一组采集组件40。通过两侧设置的采集组件40可使水平移动组件20沿着第一滑轨10来回滑动过程中均可对零件表面进行采集,同时也根据往返采集的信息控制磨铣组件30的工作端对零件表面进行加工,提升采集效率的同时,也提升了对零件表面的加工效率。
28.进一步的,磨铣组件30的工作端安装打磨组件、或切削组件、或铣头。打磨组件具体为砂轮机,切削组件包括切削刀头和固定切削刀头的固定座。通过更换磨铣组件工作端的不同加工组件,实现对不同零件表面需要打磨、或切削、或铣加工的需求。
29.进一步的,延伸臂34两侧设置多个加强筋341。加强筋341增加延伸臂的结构稳定性,使延伸臂34在对零件表面加工时更加稳定,提升加工的精确度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1