包括玻璃元件和基体的用于封装的部件的制作方法
1.本技术涉及包括玻璃与材料密封件(例如玻璃-金属密封件或玻璃-陶瓷密封件)的部件。特别地,本技术涉及一种包括金属或陶瓷零件和玻璃窗的部件,该部件可以用于其他部件的壳体,尤其是用于例如对水分敏感并且需要密封的其他部件。
背景技术:
2.玻璃-金属和/或玻璃-陶瓷密封技术用于封装敏感或需要防水或防尘外壳的传感器芯片或设备。已知例如通过冲压或冷锻来制造金属零件。此外,可以使用cnc加工。但是,对复杂特征进行cnc加工是一种昂贵的方法。
3.此外,金属和玻璃以及陶瓷和玻璃具有非常不同的化学和机械性能,因此这些材料之间的气密接合在实现或长时间保持方面可能不同。
4.通常,玻璃-金属和/或玻璃-陶瓷密封技术用于封装敏感的或需要防水或防尘外壳的传感器芯片或设备或部件。已知通过冲压或冷锻生产金属零件。此外,可以使用cnc加工。但是,对复杂特征进行cnc加工是一种昂贵的方法。
5.此外,金属和玻璃以及玻璃和陶瓷具有非常不同的化学和机械性能,因此这些材料之间的气密接合在实现或长时间保持方面可能不同。
6.此外,已知将金属体、例如钢体用于可穿戴设备的外壳和/或用于珠宝产品。然而,为了给金属体提供光滑的表面以降低其磨蚀性并且因此增强消费者安全性,金属体的表面通常经历材料磨蚀后处理,例如抛光。
7.作为金属的替代物,可以使用陶瓷材料,例如陶瓷注射成型的陶瓷零件。虽然从化学惰性的观点来看,由于这些材料通常不包含有害金属(诸如镍),陶瓷材料可能是有利的,但是陶瓷、尤其是注射成型的陶瓷的表面也非常粗糙,需要抛光或研磨以提供非磨蚀性的光滑表面。
8.然而,在金属或陶瓷体包括玻璃-金属密封件或玻璃-陶瓷密封件的情况下,这种材料磨蚀工艺可能是有问题的。如在本说明书中使用的术语玻璃还包括玻璃陶瓷材料,如从本技术人的其他出版物中已知的。
9.因此,在本说明书中使用的术语玻璃还包括玻璃陶瓷,特别是如从本技术的其他出版物中已知的,根据实施方式的合适的玻璃陶瓷可以选自例如体系mo ((m=mg、ca)-al2o
3-bao-sio
2-b2o3。此外,还可以使用以“heatan”品牌名称销售的玻璃陶瓷。
10.通常,例如,这种密封件的玻璃质材料与金属或陶瓷材料的硬度将不同,从而导致窗户的玻璃质材料与玻璃质材料所要接合的基体之间的错位(或台阶)。此外,金属或陶瓷材料和/或玻璃材料可能在两种材料之间的界面处被磨损,从而导致碎屑和/或在界面区域处形成凹槽,从而导致在界面处形成玻璃-金属或玻璃-陶瓷结合的弱化,从而形成密封件的可能的泄漏路径。
11.此外,对于将要与人类皮肤接触的这些表面,还必须满足一些其他要求,例如,高耐腐蚀性和/或高耐湿和/或耐汗性和/或诸如镍之类的潜在有害物质的低浸出。如果结合
对象是金属体,这一点尤其重要。
12.因此,需要一种改进的部件,其包括玻璃与材料密封件,例如玻璃-金属密封件或玻璃-陶瓷密封件,尤其包括金属零件(或金属体)和玻璃元件的部件,例如玻璃窗或馈通件(尤其是电气馈通件)的绝缘元件或玻璃绝缘元件,以及制造此类部件的方法。因此,本实用新型的目的是提供至少部分地克服了现有技术的部件的缺点的部件以及制造方法。
技术实现要素:
13.本实用新型的目的通过独立权利要求的主题来实现。本实用新型的优选实施方式和进一步的改进由从属权利要求的主题、说明书和附图指定。
14.因此,本实用新型涉及一种部件,尤其是用于其他部件的壳体的部件,其包括玻璃元件和基体,例如金属或陶瓷体,其包括已加工表面和具有壁的开口。玻璃窗位于基体的开口中。基体是粉末注射成型(pim)的元件,例如,金属注射成型(mim)或陶瓷注射成型(cim)的元件。此外,将玻璃元件的玻璃熔接到开口中,使得玻璃被固定地连接到壁的表面并气密地密封开口。至少在基体的已加工表面的一部分中,所述表面的粗糙度低于壁(或壁的表面)的粗糙度。优选地,基体的已加工表面至少在所述部分中被抛光。
15.这样的部件具有多个优点。
16.该部件包括玻璃元件,例如玻璃窗或绝缘元件,以及基体,例如金属或陶瓷基体。玻璃元件被位于基体的开口内并且已经熔接到该开口中。这样,可以在基体与玻璃元件的玻璃之间实现非常紧密的固定连接,从而优选形成气密密封。因此,该部件可以用于封装例如对与水分和/或灰尘接触敏感和/或需要密封的部件,例如电子或光电部件。在本公开的范围内,玻璃元件和基体也可以表示为“接合对象”。
17.此外,基体的已加工表面包括至少一部分,该部分的粗糙度低于壁(或壁的表面)的粗糙度。即,壁的粗糙度相对于已加工表面的至少一部分更高。在这种情况下,已加工表面优选地是基体的背向任何可能的其他部件的面,所述其他部件可以被玻璃元件气密地密封,并且也可以表示为基体的“自由面”。然而,壁的较高粗糙度提供了提供更大表面积的优点,从而使得玻璃元件与基体之间的牢固固定连接成为可能。通过使用粉末注射成型元件(例如金属注射成型元件或陶瓷注射成型元件)作为基体(或玻璃的接合对象),以令人惊讶的简单方式提供了壁的这种高表面粗糙度。通过粉末注射成型,通常可以获得具有高粗糙度(例如约3μm的粗糙度ra)的自然表面的零件(或元件或基体)。例如,壁可以是自然表面,这意味着该壁(或壁的表面)是在粉末注射成型期间获得的,并且没有经过任何进一步的材料磨蚀后处理。相反,已加工表面应理解为通常指的是至少在其一部分上进行了后处理的表面,例如通过材料磨蚀工艺,例如研磨、抛光或切割。
18.由于至少在例如金属或陶瓷体的基体的已加工表面的一部分中表面粗糙度较低,但是,优选在整个已加工表面上表面粗糙度较低,该已加工表面对人体皮肤没有磨蚀性,从而增强了消费者的安全性,同时提供了高而舒适的光泽,例如,在基体为金属体的情况下,则提供了令人愉悦的金属光泽。因此,该部件可以有利地用于例如智能手表或健身追踪器等的可用于跟踪人类活动和/或健康的可穿戴设备(或可穿戴计算机)中,甚至用于珠宝产品中。优选地,为了实现部件和/或基体在其至少一部分的已加工表面(或自由面)的低表面粗糙度,可以至少部分地抛光已加工表面。
19.优选地,基体的已加工表面的表面粗糙度ra至少在已加工表面的与壁相比具有较低粗糙度的部分中不大于0.5μm,并且优选地至少为0.07μm。在此,粗糙度ra与相对于中心线(或平均线)的算术平均偏差有关。轮廓的平均线是一条直线,可以通过计算表面轮廓的加权平均值来生成,从而得出该直线上方和下方的面积相等,并且也可以理解为各个表面轮廓的“最佳拟合表面线”。将已加工表面的粗糙度至少部分地设置在上述范围内可能是有利的,因为这样可使表面足够光滑,从而降低损坏人体皮肤的风险,从而防止伤害,同时提供令人愉悦的光泽,从而例如在金属基体的情况下提供金属光泽。然而,表面粗糙度优选不应太低,因为在这种情况下,表面处理可能是昂贵的。此外,在非常强烈的抛光过程中,存在损坏玻璃元件(例如,玻璃窗或绝缘元件)和/或玻璃-金属或玻璃-陶瓷之间的边界的风险。例如,这种损坏可能导致玻璃材料碎裂,从而进一步导致在玻璃元件与基体之间的边界(或界面)处,例如在玻璃-金属边界 (或界面)处形成凹槽,并最终导致泄漏路径,从而破坏了气密密封。此外,非常长而彻底的抛光和/或研磨和/或磨光过程很可能导致较软的材料(取决于所使用的材料,可能是玻璃、金属或陶瓷)的严重磨损,从而导致界面处的较大错位(或台阶)。
20.根据一个实施方式,基体包括耐腐蚀材料。这样的实施方式对于在与严酷环境紧密接触的应用中使用该部件是优选的,而且在将该部件与人类皮肤紧密接触的应用中,例如,如果该部件用作可穿戴设备或珠宝产品中的壳体的一部分,则使用该部件是优选的。例如,基体是金属体,并且包括耐腐蚀的金属。优选地,在那种情况下,金属体包括耐腐蚀钢,更优选地是不锈钢,例如奥氏体钢,特别是含铬的奥氏体钢。已知奥氏体钢具有耐腐蚀性,甚至在化学工业中用作耐腐蚀材料。然而,由于奥氏体钢通常包含镍作为奥氏体相的稳定元素,所以可能发生某些镍浸出,特别是在与人皮肤接触时。这可能会导致接触过敏。因此,尤其是当在可穿戴设备或珠宝产品中使用根据本公开的部件时,优选使用铬奥氏体钢,因为铬可以至少部分地抑制镍的浸出。例如,特别合适的金属是316l钢或aisi 316l钢。如所描述的,诸如aisi 430的其他钢类型以及其他合金和/或诸如钛的金属也是可能的。
21.根据另一实施方式,基体是陶瓷体。这对于避免例如镍的浸出可能是有利的,并且因此在与人皮肤接触以避免接触过敏的应用中可能是优选的。
22.在本公开的范围内,如果说部件或基体或元件(例如层)包括某种材料,则应理解为还包括其中所述部件或元件主要由该材料组成(例如,即,大于50 wt.-%),或基本上由该材料组成(即90wt.-%或更多)或者甚至完全由该材料组成的实施方式。也就是说,在本实用新型的范围内,例如,基体可以由超过50重量%的耐腐蚀材料组成,或者基本上由这种材料组成,或者甚至可以完全由这种材料组成,例如,耐腐蚀钢或耐腐蚀陶瓷。
23.本公开还涉及根据实施方式的用于制造部件的方法。用于制造部件(1)的方法包括以下步骤:
[0024]-提供包括自然表面和具有壁的开口的基体,其中基体是粉末注射成型(pim) 元件,例如金属注射成型(mim)元件或陶瓷注射成型(cim)元件,
[0025]-提供插入开口的玻璃体,
[0026]-对基体和玻璃体进行热处理,以使玻璃体的玻璃熔接到基体的壁上,并且形成玻璃元件,该玻璃元件位于开口内并气密地密封开口,
[0027]-在材料磨蚀工艺中对基体的自然表面的至少一部分进行表面处理,从而获得已
加工表面,其中已加工表面的粗糙度至少在其一部分上低于壁和/或自然表面的粗糙度,
[0028]-任选地钝化表面,优选通过成形和/或施加钝化层,钝化层优选地包括铬和/或氧,其中优选地基体是金属体。
[0029]
根据一个实施方式,材料磨蚀工艺包括抛光和/或研磨,因为这些工艺是用于玻璃质材料以及金属和陶瓷材料的表面精加工的公知工艺。
[0030]
根据另一实施方式,至少在玻璃元件与壁之间的界面处形成的过渡区中,在玻璃元件的玻璃材料与基体的材料之间形成物质与物质的结合。物质与物质的结合证明了牢固的结合,例如粘合结合,从而确保了牢固的密封。这种物质与物质的结合可以在玻璃体的熔接过程中形成。
[0031]
本实用新型还涉及一种部件,特别是根据实施方式的部件,特别是用于通过其他部件的壳体的部件,其通过根据实施例的方法生产或可生产。
[0032]
本公开的又一个方面涉及根据实施方式的部件和/或以根据实施方式的方法生产或可生产的部件在可穿戴设备(例如智能手表和/或健身追踪器)中和/ 或珠宝产品中的用途。
附图说明
[0033]
现在将参考以下附图进一步解释本实用新型。在附图中,相同的附图标记指代相同或相应的元件。
[0034]
图1至图4示出了用于制造包括玻璃窗和基体的部件的方法的几个步骤;
[0035]
图5和图6示出了基体的局部剖视图;
[0036]
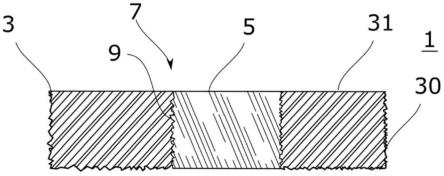
图7是具有玻璃元件和基体的部件的局部剖视图;
[0037]
图8图示出了左侧具有基体且右侧具有玻璃元件的部件的sem显微照片;
[0038]
图9和图10示出了玻璃元件与基体的壁之间的界面的sem显微照片;
[0039]
图11a)-图11c)示出了根据另一实施方式的玻璃窗和基体的部件;
[0040]
图12示出了部件的局部剖视图;
[0041]
图13a)和图13b)示出根据另一实施方式的基体;以及
[0042]
图14示出了具有电气馈通件的部件的实施方式。
具体实施方式
[0043]
图1至图4以一系列示意性的且未按比例的截面图描绘了用于制造包括玻璃窗5和基体3的部件1的方法的几个步骤,基体3例如为包括表面31和带有壁9的开口7的金属或陶瓷体。在图1中,提供了基体3。基体3包括具有壁9 的开口7,用于容纳玻璃体4(图1中未示出)。此外,基体3包括自然表面30。如在图1的示意图中可以看到的并且未按比例绘制的,自然表面30和壁9都具有粗糙表面。这是由于基体3是通过粉末注射成型形成的,也就是说,基体3 是粉末注射成型的元件。例如,基体3可以是金属体并且可以是金属注射成型 (mim)元件,或者基体3可以是陶瓷体并且可以是陶瓷注射成型(cim)元件。此类注射成型元件的自然表面,即在注射成型过程中(例如mim或cim过程) 获得的、未经任何后处理(例如研磨或抛光)的表面的表面粗糙度通常为ra,通常为ra高达3μm。
[0044]
在图2中,提供玻璃体4。将玻璃体4插入到基体3的开口7中。玻璃体4 的玻璃可以
是任何玻璃,但是,优选使用密封玻璃材料,即适合于形成玻璃-金属结合的材料,尤其是熔点低的结合。这样的玻璃可能是优选的,因为在热处理时它将容易熔融并润湿基体3的表面,即,在这种情况下是壁9。例如,玻璃可以被选择为具有与基体的热膨胀系数紧密匹配的热膨胀系数,或者以可以形成压缩密封的方式来选择玻璃。优选地,玻璃质材料润湿壁9,优选地使得熔融的玻璃材料甚至可以被拉成甚至小的表面凹陷或凹部。这可以促进在玻璃材料和壁9之间形成牢固的结合。即,根据一个实施方式,对基体3和玻璃体4进行热处理,使得玻璃体的玻璃熔接到基体3的壁9上。以这种方式,形成了玻璃元件5(如图3所示),例如玻璃窗、或绝缘元件,其位于开口7内,并气密地密封开口7。图3描绘了部件1包括形成在基体3的开口7内的玻璃元件5。
[0045]
图4描绘了根据本公开的方法的另一步骤之后的部件1。在进一步的步骤中,基体3的自然表面30至少在其部分300(图4中未示出)中进行了表面处理。以这种方式,获得了已加工表面31。从图4的示意图中可以看出,与壁9 相比,已加工表面31是光滑表面。例如,壁9(或壁9的表面)可以是具有与自然表面30相当的粗糙度的自然表面,例如粗糙度ra至多3μm或更大,而已加工表面31至少在其一部分(这里未示出)上的粗糙度可以不大于0.5μm,优选至少为0.07μm。根据一个实施方式,壁9的表面91具有大于1.5μm的粗糙度 ra,例如高达3μm或甚至更大,已加工表面31具有不大于0.5μm的表面粗糙度 ra,优选地至少在其部分310中粗糙度ra为至少0.07μm。通常,不限于在此示出的实施方式,已加工表面31应理解为至少在其一部分上已经被加工的表面,即,例如被抛光、研磨或切割的表面。这将分别在图5和图6中得到进一步说明。
[0046]
图5和图6示意性地示出并且未按比例绘制了基体3的局部剖视图。如图5 所示,基体3—粉末注射成型元件包括自然表面30,即,在这里示出的实施方式中,是基体3的上表面。根据一个实施方式,将至少在自然表面30的部分300 中对基体3的自然表面30进行表面处理,如由图5中的箭头400示意性地指示的。例如,该表面处理可以通过至少在部分300中研磨自然表面30(或者通过抛光、或者通过任何合适的表面或材料磨蚀工艺,例如磨光)来完成。如图6 所示,对自然表面的这种表面处理产生包括至少部分310的已加工表面31,其粗糙度低于先前的未处理的自然表面30的粗糙度。在此应注意,通常而言,基体3的壁9(或壁9的表面91)将是具有与自然表面30相当的粗糙度的自然表面。例如,在这种情况下,基体3可以是金属体,即mim元件,或者也可以是陶瓷体,即cim元件。
[0047]
图7是具有玻璃元件5和基体3的部件1的示意性并且未按比例绘制的局部剖视图。例如,基体3可以是金属体,并且可以包括耐腐蚀金属,例如耐腐蚀钢,优选奥氏体钢,优选包含铬的奥氏体钢,因为这样的金属材料非常耐腐蚀并且容易获得。例如,可以使用316l不锈钢(或aisi 316l钢)材料。在图7 所示的实施方式中,已加工表面31被钝化层32覆盖。通常,不限于这里示出的实施方式,已加工表面31不需要完全被这种钝化层覆盖,即,通常,仅已加工表面31可以被钝化层32部分覆盖。合适的钝化层32是包含铬和/或氧的层。例如,钝化层32可以包括氧化铬或由氧化铬组成。此外,钝化层32可以原位形成为已加工表面31的一体部分。通常,不限于关于图7所讨论的示例,基体3可以替代地是陶瓷体,即,在这种情况下为cim元件,并且还可以包括钝化层32,例如以防止人的皮肤与从基体3中浸出的任何有害物质接触。例如,在基体3 是陶瓷体的情况下,可以例如通过添加金属或其他着色组分来使陶瓷着色。
[0048]
这样的钝化层32对于在恶劣环境中和/或与人类皮肤紧密接触的应用中使用该部件尤其有利。例如,即使钢是耐腐蚀材料,但是在与人的皮肤接触时,仍然可能发生一定程度的表面降解,例如导致某些物质的浸出。例如,镍可从金属体或由另外的陶瓷体包括的金属或其他着色组分(如上所述使陶瓷体着色) 中浸出,从而引起过敏反应。因此,为了提高消费者安全性,钝化层32可以是优选的。此外,可能优选的是,基体3的整个表面31都覆盖有钝化层32,以便提供最有效的保护防止有害物质的浸出。
[0049]
此外,在图7中,在玻璃元件5和基体3之间的界面59处,已经示出了过渡区95。过渡区95形成在玻璃元件5和基体3的壁9之间(或在壁9的表面91 处)。过渡区95可以理解为元件5的玻璃质材料与基体3的材料之间的接触反应的结果,可能发生在玻璃元件5的熔融过程中。过渡区95的这种形成可能非常有利,因为它可以导致窗5和基体3(或基体3的壁9)之间非常牢固的结合,确保气密密封。例如,过渡区95可以形成为相互扩散层或熔融反应区。如果玻璃至少部分地熔融了基体3的材料,则熔融反应区可以例如在熔融玻璃元件5 的过程中形成,而相互扩散层可以通过将玻璃质材料的元素扩散到基体3的材料中而形成,反之亦然。
[0050]
此外,如图7中示意性所示,如果钝化层32至少部分地覆盖过渡区95,则可以是优选的。然而,通常,不限于图7所示的实施方式,钝化层32可以完全覆盖过渡区95。如果过渡区95更易于受到化学侵蚀和/或浸出有害物质、例如镍,则这是特别优选的,例如以确保高的消费者安全性。我们将在下面关于图 12做进一步详细解释。
[0051]
根据一个优选的实施方式,在玻璃元件5的玻璃与基体3的壁9之间形成物质与物质的结合。这里,物质与物质的结合被理解为材料之间的结合,其中结合对象(即基体3和玻璃元件5)通过原子力和/或分子力(例如粘结力)彼此接合。
[0052]
根据另一实施方式,壁9具有非周期性的表面结构。如图1所示,例如,壁9可被理解为具有基体3的自然表面91,因此,壁9(或壁表面91)的表面粗糙度相对于至少在已处理表面31的部分310中的表面粗糙度更高。例如,壁 9(或壁9的表面91)的典型表面粗糙度值可以是大约3μm的ra值。这可以帮助确保玻璃元件5与壁9以及玻璃元件5与基体3之间的牢固结合,因为表面积增加了,因此可能的反应区域或形成粘合的区域也增加了。此外,高表面粗糙度可以导致至少在玻璃窗5和壁9之间的界面59的一部分60中形成玻璃元件5 与壁9之间的互锁部35,如图8所示。图8以局部俯视图示出了在图8的左侧具有基体3(即,在此示出的是金属体)且在图8的右侧具有玻璃元件5的部件 1的sem显微照片。此外,示出了界面59,其形成在玻璃元件5与基体3或更确切地说是基体3的壁9之间,即如上所述的金属体。在该俯视图中,界面59 可以看作是壁9的表面结构的轮廓。从界面59的部分60可以看出,互锁部35 形成在界面59上。也就是说,在界面59处有互锁部或互锁特征35被形成为使得元件5的玻璃质材料和基体3的材料相互缠绕。例如,在界面59处,可在其至少一部分60中形成底切或倒锥特征。这进一步有助于确保玻璃元件5和基体 3之间的牢固结合。通过这种方式,该结合也可以至少部分地被认为是形状锁合结合(positive-locking bond)。根据一个实施方式,在元件5与壁9和/或基体3 之间形成的结合是形状锁合结合,优选是形状锁合结合以及物质与物质结合。通常,这种互锁部35对于完成包括材料磨蚀工艺的表面处理也是非常有利的,例如在界面59处形成有互锁部35的情况下,基体3的材料和/或玻璃质材料的表面碎裂61的情况可以减少,或者甚至完全避免。通常,尽管已经相对于作为金属体的基体4详
细地说明了界面59和互锁部35的结构,但是通常不限于图8 的实施方式,这样的互锁部35和界面95也可以形成在玻璃元件5和陶瓷体3 之间。此外,通常,玻璃元件5可以是玻璃窗,或者是绝缘元件,例如馈通件中的绝缘元件。
[0053]
然而,虽然就提供牢固结合而言,壁9的表面结构可能是非常有利的,但是必须指出,根据优选实施方式,壁9的表面纹理应该是非周期性的。也就是说,在壁9具有周期性的表面纹理的情况下,可以提供可能的泄漏路径,从而导致原本坚固的密封件破裂。
[0054]
根据另一实施方式,玻璃元件5包括玻璃表面51,例如如图11a)至11c) 所示。根据在图11a)和图11b)中示意性地描绘并且未按比例绘制的实施方式,在表面51和31之间产生错位53。优选地,玻璃表面51的高度和已加工表面31 之间的错位53至多为1μm,优选更低,并且最优选地,玻璃表面51与已加工表面31彼此齐平,如图11c)所示。现在将分别参考图9、图10和图12进一步解释其优点。图9和图10示出了玻璃元件5与基体3的壁9之间的界面59的sem 显微照片,在图9和图10所示的实施方式中,基体3为金属体。在图9和图10 所示的示例中,元件5的玻璃质材料(即在此所示的示意图中例如窗)从开口7 伸出,这也如图11a)中示意性所示。这导致了错位53,但是也不利于诸如抛光和/或研磨的表面处理。例如,由于元件5突出,这导致错位53,对自然表面 30进行表面处理可导致界面59处的材料碎裂61。此外,如图12所示,可在界面59处形成凹槽62。
[0055]
在图12中,示出了部件1的示意性且未按比例绘制的局部剖视图。在左侧示出了元件5,而在右侧示出了基体3。在关于图12讨论的实施方式中,基体3 是金属体,然而,通常,这种材料腐蚀也可能发生在陶瓷与玻璃界面处,从而不限于关于图12所讨论的实施方式,基体3也可以是陶瓷体。此外,在图12 中,示意性地示出了形成在元件5与基体3(即,基体3的壁9,在这里讨论的实施方式中,基体3为金属体)之间的界面59处的过渡区95。过渡区95在此被描述为包括第一子区951和第二子区952,第一子区951和第二子区952可以理解为改性玻璃区(子区951)和改性基体子区(子区952),例如,改性金属体子区。例如,可以通过例如由于扩散过程而结合源自基体3的元素而改性子区 951,并且以类似的方式,可以通过结合玻璃元素来改变子区952。这样的过程可能是在玻璃体(此处未显示)熔融以获得玻璃元件5期间进行热处理的结果。但是,由于这些过程,过渡区可能更容易受到腐蚀,因为例如,在基体3是金属体或包括金属成分的情况下,例如用于使陶瓷体着色,子区952的腐蚀抑制元素(诸如铬)可能会耗尽。因此,在形成凹槽62的情况下,很可能发生金属腐蚀。此外,在形成凹槽的情况下,形成在已加工表面31和/或过渡区95上的任何钝化层32将被磨损,这甚至进一步促进了金属腐蚀。如果将错位53设定为不高,即至多1μm,则至少可以减少这种凹槽的形成并因此减轻腐蚀。最优选地,玻璃表面51和已加工表面31彼此齐平,即,在这种情况下错位53为零。
[0056]
根据另一实施方式并且如图13a)和图13b)中示意性地描绘,基体3的密度至少为基体理论密度的95%、优选大于95%且小于100%,其中优选地,在基体3的表面区域33中,基体3的孔隙率朝向已加工表面31减小。
[0057]
金属体3的理论密度通常被认为是金属体3的材料的密度,即,在基体3 由不锈钢材料组成的情况下,例如,是所述不锈钢的密度,或者在基体3包括氧化铝陶瓷的情况下,例如是al2o3的密度。
[0058]
也就是说,根据如图13a)和图13b)所示的另一实施方式,基体3是包括孔36的基
体。这可能是有利的,例如,这些孔36可以以如下形式存在于基体3 的表面,例如自然表面30处:如图13b)所示的开孔,但是当然也在壁9(图 13b中未示出)处,从而增加了表面积。可以在pim(尤其是mim)过程中引入孔。如上面已经更详细解释的,壁9的增加的表面积可以导致在玻璃质材料与基体3的材料(例如金属或陶瓷材料)之间的界面处形成更牢固的结合。因此,基体3包括孔36,从而其密度小于基体3的材料的理论密度的100%。
[0059]
换句话说,基体3可以理解为具有孔隙率。孔隙率φ在本公开的范围内被认为是孔隙36的体积之和v
p
相对于基体3的体积vb(包括孔隙体积)之比:
[0060][0061]
优选地,基体3的孔隙率在基体3的表面区域33中朝向已加工表面31减小。
[0062]
如以上已经讨论并在图13a)中描绘的,具有孔36的基体3可能在自然表面30以及壁9处导致开孔或空洞,因为通常将壁9(或壁9的表面)理解为金属体3的自然表面。但是,自然表面上的这些开孔或空洞对于接触人体皮肤的应用可能不利,因为这样的表面可能会造成伤害,例如划伤。因此,根据一个实施方式,基体3包括表面区域33,使得基体3的孔隙率朝着其已加工表面31 减小。例如,这可以通过表面处理步骤的材料磨蚀工艺来实现。
[0063]
在有利的实施方式中,材料磨蚀工艺,例如研磨和/或抛光和/或磨光,以与基体3、特别是金属体的材料特性相互作用的方式进行。然后,可以利用金属的延展性来封闭基体3的表面附近的孔。假定该基本机理是由磨蚀工艺施加在平行于基体3的表面的窗格上的机械力引起的。假定该力导致变形,尤其是使基体3的表面区域塑性变形,从而实际上通过材料的横向运动来封闭在表面附近或甚至由于磨蚀被打开的孔。因此,在磨蚀过程中,材料从基体3的表面去除并且同时至少一部分表面区域变形,从而导致孔的封闭。从表面去除的材料也可能再次积聚在敞开的孔中,在机械处理过程中致密化从而封闭孔。如果基体由比金属材料延展性较小的陶瓷材料制成,则最后的效果尤其重要。所有这些效果也可以一起起作用,并且也适用于凹槽。表面的机械处理也可能导致表面硬化。所描述的效果可以与玻璃窗或玻璃绝缘材料的玻璃化嵌入完美配合。玻璃化嵌入受益于壁的粗糙表面,其通过提供的大表面积和可能的扩散区域与熔融玻璃材料形成良好的连接,所述扩散区域使得玻璃与基体3之间能够化学键合,并且机械表面处理提供了具有更光滑表面的基体,该基体能够实现所需的机械或美学特性,由此在表面处理期间,基体3和玻璃元件5之间的过渡区也可以得到改善,特别是机械稳定。
[0064]
根据一个实施方式,基体3包括孔36和/或空隙,并且在材料磨蚀工艺中,孔36和/或空隙至少在基体3的已加工表面31的部分310中是封闭的。优选地,孔36和/或空隙在整个已加工表面31上是封闭的。
[0065]
优选地,基体3是金属体,并且材料磨蚀工艺在平行于基体3的表面30的平面中施加力(例如,如图5中的箭头400所示),其中这样的力有助于或导致孔36和/或空隙的封闭。参考图10中的表面碎裂61,清楚地示出了基体3的孔结构,即,在图10所示的实施方式中,而在已加工表面31的非切削区域中,没有看到空隙或孔。尽管已经示出了基体3相对于金属体的孔结构,但是在此应当理解,多孔的基体3不限于金属体,而是陶瓷体3也可以具有孔36,这些孔可以例如由于基体3的粉末注射成型制造过程而形成。
[0066]
对于许多应用并且不限于附图中所示的示例,玻璃元件5形成玻璃窗,特别用于透
射光。例如,可穿戴设备可能就是这种情况。根据另外的,替代的或附加的实施方式,玻璃元件5可以是电气馈通件8的绝缘元件。图14示出了具有电气馈通件8的这种部件1的实施方式。图14的示例是图4的变体。通常,不限于图14所示的实施方式,馈通件8包括至少一个导电销10,该导电销固定在开口7内并且通过玻璃元件5与基体3电绝缘,玻璃元件5在这种情况下是绝缘元件。销10延伸穿过玻璃元件5,使得销10可以在玻璃元件5的相对侧电连接。如在图4中所示的实施方式中,基体3的表面31是已加工表面,即,至少在表面31的一部分(未示出)中,粗糙度低于基体3的自然表面30的粗糙度。例如,已经对整个表面31进行了加工,即已经被抛光和/或研磨和/或磨光。此外,在图14所示的示例中,玻璃表面51(这里未示出)和已加工表面31齐平。此外,在这种情况下,可以将销10进行平整,以使销10的端部与玻璃表面51 齐平。
[0067]
附图标记列表
[0068][0069]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1