一种用于玻璃热弯装置的模具及基于模具的成形方法与流程
1.本发明涉及热弯装置技术领域,尤其涉及一种用于玻璃热弯装置的模具及基于模具的玻璃多弧度成形方法。
背景技术:
2.对于建筑装饰用的玻璃来说,玻璃版面比较大,我们日常说的弯钢玻璃一般是单曲面,就是只有一个弧面,根据不同的地方的需求,玻璃需呈现出各种形状的变化,如多曲弧形造形(如波浪多曲弧形),现行多数采用拼接方式来实现,不是整一大块玻璃成形的,影响整体装饰效果及加大安装工程,无法满足市场的需求。
3.另外,现在的热弯模具自动化较低,需要时刻进行人员操作,从而降低了工作效率,增加了生产成本,并且由于人工操作受人为因素影响较大,从而导致产品质量得不到保障,因此,为了解决此类问题,我们提出了一种用于玻璃热弯装置的模具。
技术实现要素:
4.本发明提出的一种用于玻璃热弯装置的模具,解决了能简易实现一体成形的多曲弧形造形弯玻璃,及提高模具的自动化而提高工作效率的问题。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种用于玻璃热弯装置的模具,包括第一模具,所述第一模具的顶端设置有第六模具,所述第一模具的一侧设置有第三模具和第四模具,所述第四模具位于第三模具的顶端,所述第一模具远离第三模具的一侧设置有第二模具和第五模具,所述第二模具位于第五模具的底端,所述第二模具位于第五模具的底端,所述的第二模具、第三模具、第四模具、第五模具、第六模具体分别可以向第一模具来回移动。
7.优选的,所述第一模具的内部设置有移动齿条杆和滑动齿条杆,所述移动齿条杆的一端穿过第一模具与第二模具固定连接,所述滑动齿条杆的一端穿过第一模具与第三模具固定连接,所述滑动齿条杆和移动齿条杆之间设置有转动齿轮。
8.优选的,所述第一模具、第二模具、第三模具、第四模具、第五模具和第六模具的侧壁固定安装有加热管。
9.优选的,所述第三模具、第一模具和第二模具的内部固定安装有伸缩气缸,所述伸缩气缸的活塞杆端部固定安装有连接杆,所述连接杆远离伸缩气缸的一端与第四模具、第六模具和第五模具固定连接。
10.优选的,所述第一模具的外连接有伺服电机,所述转动齿轮的一端穿过第一模具与伺服电机的输出端固定连接。
11.优选的,所述第一模具的外连接安装有plc控制器,所述滑动齿条杆的底端和移动齿条杆的顶端分别固定安装有接近传感器,所述plc控制器的型号为tl2n
‑
32mr,所述接近传感器的型号为gx
‑
h6b。
12.一种基于上述的模具的玻璃多弧度成形方法,其特征在于,所述的方法包括以下:
13.s1.准备一片大面积平板超白玻璃a1;
14.s2.把上述模具的第二模具、第三模具调整成远离第一模具状态,把平板超白玻璃a1放在模具上部,启动加热管进行加热;
15.s3.待加热到一定温度,且使玻璃表面软化时,停止加热,控制移动第二模具、第三模具分别向第一模具移动,使微软的平板超白玻璃a1随移动的模具变形,超白玻璃a1变形成连续波浪曲形玻璃b1。
16.本发明的有益效果为:
17.1、采用来回移动式的模具,首先可以实现通过合拢施力对平板玻璃进行有效成形,同时不需要对玻璃大幅度加热,只需对玻璃加热表面软化即可,这样节省加热时间和节省加热所需的能效。
18.2、通过移动式模具能实现一块平板玻璃形成呈“w”形的三曲弧形玻璃。
19.3、通过plc控制器输入相应的程序,然后将伺服电机、伸缩气缸和接近传感器与plc控制器相连接,然后将加热管进行预热,然后通过plc控制器启动伺服电机,伺服电机带动转动齿轮进行转动,然后转动齿轮带动移动齿条杆和滑动齿条杆进行移动,移动齿条杆带动第二模具和第五模具进行运动,然后滑动齿条杆带动第三模具和第四模具进行移动,然后将玻璃放置在加热管上,从而通过加热管对玻璃进行加热,加热完毕后,接近传感器会将信息传送到plc控制器中,然后plc控制器控制伺服电机进行反向运动,然后伺服电机带动转动齿轮进行转动,然后转动齿轮带动移动齿条杆和滑动齿条杆进行移动,移动齿条杆带动第二模具和第五模具进行运动,然后滑动齿条杆带动第三模具和第四模具进行移动,从而对玻璃进行挤压成型,从而提高了生产效率。
20.4、通过plc控制器控制伸缩气缸,伸缩气缸带动连接杆进行运动,连接杆带动第四模具、第五模具和第六模具进行运动,从而完成模具的高度调节,进一步提高模具使用的成形要求,使得该装置全程自动化控制,减少了人为因素的影响,使得产品质量得到了保障。
21.综上所述,本模具使用方便,自动化操作强,适用范围广,有效实现对一块玻璃的多曲弧变形,可在热弯玻璃加工厂大力推广使用。
附图说明
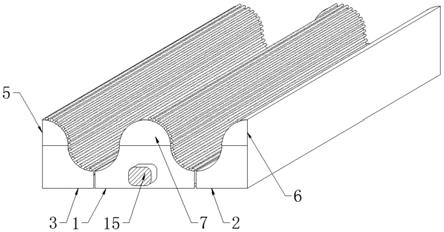
22.图1为本发明的模具结构示意图。
23.图2为本发明的模具结构后视图。
24.图3为本发明的模具后视结构剖视图。
25.图中标号:1、第一模具;2、第二模具;3、第三模具;4、加热管;5、第四模具;6、第五模具;7、第六模具;8、plc控制器;9、移动齿条杆;10、接近传感器;11、转动齿轮;12、滑动齿条杆;13、伸缩气缸;14、连接杆;15、伺服电机输出端。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
27.参照图1
‑
3,一种用于玻璃热弯装置的模具,包括第一模具1,所述第一模具1的顶端设置有第六模具7,所述第一模具1的一侧设置有第三模具3和第四模具5,所述第四模具5
位于第三模具3的顶端,所述第一模具1远离第三模具3的一侧设置有第二模具2和第五模具6,所述第二模具2位于第五模具6的底端,所述第一模具1的内部设置有移动齿条杆9和滑动齿条杆12,所述移动齿条杆9的一端穿过第一模具1与第二模具2固定连接,所述滑动齿条杆12的一端穿过第一模具1与第三模具3固定连接,所述滑动齿条杆12和移动齿条杆9之间设置有转动齿轮11,所述第一模具1、第二模具2、第三模具3、第四模具5、第五模具6和第六模具7的侧壁固定安装有加热管4,所述第三模具3、第一模具1和第二模具2的内部固定安装有伸缩气缸13,所述伸缩气缸13的活塞杆端部固定安装有连接杆14,所述连接杆14远离伸缩气缸13的一端与第四模具5、第六模具7和第五模具6固定连接,所述第一模具1的外连接有伺服电机,所述转动齿轮11的一端穿过第一模具1与伺服电机的输出端15固定连接,所述第一模具1的外壁固定安装有plc控制器8,所述滑动齿条杆12的底端和移动齿条杆9的顶端分别固定安装有接近传感器10,所述plc控制器8的型号为tl2n
‑
32mr,所述接近传感器10的型号为gx
‑
h6b。
28.实际使用时,第一模具1是固定的(可安装于一固定支架),第二模具2、第三模具3、第四模具5、第五模具6、第六模具体7分别可以向第一模具1靠拢或打开,6个模具部件合拢后,形成呈“w”形的三曲弧形,也是平板玻璃加热后最终成形的波浪形状,即形成呈“w”形的三曲弧形玻璃。
29.采用合拢移动式的模具,首先可以实现通过合拢施力对平板玻璃进行有效成形,同时不需要对玻璃大幅度加热,只需对玻璃加热表面软化即可,这样节省加热时间和节省加热所需的能效。
30.工作原理:该装置在使用时,先通过plc控制器8输入相应的程序,然后将伺服电机15、伸缩气缸13和接近传感器10与plc控制器8相连接,然后将加热管4进行加热,然后通过plc控制器8启动伺服电机15,伺服电机15带动转动齿轮11进行转动,然后转动齿轮11带动移动齿条杆9和滑动齿条杆12进行移动,移动齿条杆9带动第二模具2和第五模具6进行运动,然后滑动齿条杆12带动第三模具3和第四模具5进行移动,然后将玻璃放置在加热管4上,从而通过加热管4对玻璃进行加热,加热完毕后,接近传感器10会将信息传送到plc控制器8中,然后plc控制器8控制伺服电机15进行反向运动,然后伺服电机15带动转动齿轮11进行转动,然后转动齿轮11带动移动齿条杆9和滑动齿条杆12进行移动,移动齿条杆9带动第二模具2和第五模具6进行运动,然后滑动齿条杆12带动第三模具3和第四模具5进行移动,从而对玻璃进行挤压成型,从而提高了生产成形效率,如果还需要其他形状的玻璃可通过plc控制器8控制伸缩气缸13,伸缩气缸13带动连接杆14进行运动,连接杆14带动第四模具5、第五模具6和第六模具7进行运动,从而完成模具的高度调节,最终达到玻璃多曲弧形拉延成形,使得该装置全程自动化控制,减少了人为因素的影响,使得产品质量得到了保障,提高设备的自动化及智能化。
31.以下以成形呈“w”形的三曲弧形玻璃加工作进一步阐述:
32.s1.准备一片大面积平板超白玻璃a1;
33.s2.把上述模具的第二模具2、第三模具3调整成打开(远离第一模具1)状态,把平板超白玻璃a1放在模具上部,启动加热管4进行加热;
34.s3.待加热到一定温度,且使玻璃表面软化时,停止加热(玻璃表面软化的温度为600~700℃),移动第二模具2、第三模具3合拢(即向第一模具1闭合),使微软的玻璃随移动
的模具变形,超白玻璃a1变形成连续波浪曲形玻璃b1,成形后冷却即可。
35.如第二模具2、第三模具3合拢还未能达到良好大弧形的变形,再启动第四模具5、第五模具6、第六模具体7上移高度,形成对预变成的连续波浪曲形玻璃b1良好拉延定形。
36.使用时,弧度大小,也可以使用控制第二模具2、第三模具3、第四模具5、第五模具6、第六模具体7移动的距离大小来控制达到玻璃的变形弧度的大小变化,其控制调整这里不一一细化。其plc控制器对电机、加热管、伸缩气缸的控制都是比较成熟电子设备连接及控制原理。
37.本模具使用方便,自动化操作强,适用范围广,有效实现对一块玻璃的多曲弧变形。
38.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1