用于冷成形玻璃片材的设备和方法与流程
用于冷成形玻璃片材的设备和方法
1.相关申请的交叉引用
2.本技术主张于2020年4月2日提交的美国临时申请序列号第63/004,155号的优先权权益,依靠其内容并通过引用将其内容作为整体并入本文。
技术领域
3.本公开内容大体上涉及用于冷成形玻璃片材的设备和方法,例如用于在室温下冷成形成品玻璃片材组件以用于汽车应用。
背景技术:
4.车辆内饰包括弯曲表面,并且可在这些弯曲表面中并入显示器(具有和不具有触摸功能)。用于成型这些弯曲表面的材料通常受限于聚合物,其并未表现出玻璃的耐久性和光学性能。正因如此,弯曲玻璃基板、片材、和组件是期望的,尤其在被用作显示器和/或触摸面板的罩盖时。诸如热成型之类的成型这些弯曲玻璃基板的现有方法具有包括高成本、光学基板、和表面印记在内的缺点。
5.在室温下成型弯曲玻璃片材和三维玻璃制品的其他方法(例如,“冷成型”方法)具有缺点。这些方法典型地包括由弯曲玻璃片材、然后利用粘合剂将所弯曲的玻璃片材连接至刚性框架。这些弯曲片材和成品玻璃组件的应用经常需要结构粘合剂,而这些粘合剂通常需要15分钟或更久来充分地固化以便达到所需的粘合强度。然而,这种长固化时间显著地降低了利用这些工艺制作的弯曲制品和组件的生产量,通常使得这些工艺不适于扩增至这些应用中所使用的显示器部件所需的生产量水平(例如,>每分钟1件成品组件)。
6.因此,需要用于冷成形玻璃片材的设备和方法。还需要例如适用于各种机动车应用的采用结构粘合剂以高生产量来制作成品玻璃片材组件的制造设备和方法。
技术实现要素:
7.根据本公开内容的一个方面,提供了一种用于冷成形玻璃片材的设备,其包括:被配置在可移动工作台内的多个真空卡盘;近位于所述工作台的第一自动拾取机构;近位于所述工作台的自动分配机构;和按压设备。所述第一拾取机构被配置为将玻璃片材在所述卡盘中的一者上成形。所述分配机构被配置为将可固化粘合剂分配至所述玻璃片材或框架上。所述第一拾取机构和所述分配机构中的一者被配置为将所述框架定位至所述玻璃片材上,使得所述粘合剂被设置在所述玻璃片材和所述框架之间。所述按压设备被配置为将所述框架和所述粘合剂压到所述玻璃片材上以限定成品玻璃片材组件。所述玻璃片材可在室温下弯曲。
8.根据本公开内容的一个方面,提供了一种用于冷成形玻璃片材的方法,其包括:将玻璃片材定位在被配置在可移动工作台内的多个真空卡盘中的一者上;将所述玻璃片材冷在所述卡盘上成形;利用真空将所述玻璃片材固定至所述卡盘;将可固化粘合剂施加至所述玻璃片材的主表面和所述框架的主表面中的一者或两者上;将所述框架定位至所述粘合
剂和所述玻璃片材上,使得所述粘合剂被设置在所述玻璃片材和所述框架之间;将所述框架和所述粘合剂按压到所述玻璃片材上以限定成品玻璃片材组件;以及使所述粘合剂固化一持续期。所述玻璃片材可在室温下弯曲。
9.根据本公开内容的另一方面,提供了一种用于冷成形玻璃片材的设备,其包括:被配置在可移动工作台内的多个真空卡盘;近位于所述工作台的第一自动拾取机构;近位于所述工作台的自动分配机构;和夹持器具(clamping fixture)。所述第一拾取机构被配置为将玻璃片材在所述卡盘中的一者上成形。所述分配机构被配置为将可固化粘合剂分配至所述玻璃片材或框架上。所述第一拾取机构和所述分配机构中的一者被配置为将所述框架定位至所述玻璃片材上,使得所述粘合剂被设置在所述玻璃片材和所述框架之间。所述夹持器具被配置为将所述框架和所述粘合剂按压到所述玻璃片材上以限定成品玻璃片材组件。进一步地,所述玻璃片材可在室温下弯曲。
10.另外的特征和优点将在随后的详细描述中进行阐述,其通过该描述而对本领域技术人员而言将显而易见、或者通过实践包括随后的详细描述、权利要求书、以及随附的附图在内如本文所描述的实施方式而将认识到。
11.要理解的是,前述的一般描述和下述的详细描述均仅为示例性的,且意图提供概述或框架以理解本公开内容如其所请求保护的本质和特征。
12.包括随附的附图以提供对本公开内容的原理的进一步理解,这些随附的附图被并入并构成本说明书的一部分。附图图解了一个或多个实施方式,并与该描述一起通过示例的方式用以解释本公开内容的原理和操作。要理解的是,说明书中和附图中所公开的本公开内容的各种特征可以任一组合和全部组合的方式使用。通过非限制性示例的方式,本公开内容的各种特征可根据下述方面而彼此组合。
附图说明
13.在参照随附的附图阅读本公开内容的下述详细描述时,本公开内容的这些和其他特征、方面、和优点得到更好的理解,在其中:
14.图1是根据一实施方式的用于冷成形玻璃片材的制造设备的平面示意简图,该制造设备具有可移动工作台。
15.图1a是根据一实施方式的用于冷成形玻璃片材的制造设备的平面示意简图,该制造设备具有处于线性配置的可移动工作台,该配置具有两行真空卡盘。
16.图1b是根据一实施方式的用于冷成形玻璃片材的制造设备的平面示意简图,该制造设备具有处于旋转配置的可移动工作台,该配置具有多个真空卡盘。
17.图1c是根据一实施方式的成品玻璃片材组件的截面示意简图。
18.图2是根据一实施方式的用于冷成形玻璃片材的方法的流程简图。
19.图2a是根据一实施方式的用于冷成形玻璃片材的制造方法的流程简图。
20.图3a至图3c是根据一实施方式的在将框架和粘合剂按压到玻璃片材上的步骤期间的夹持器具和拾取机械臂的截面示意简图。
21.图3d是根据一实施方式的夹持器具的截面示意简图,该夹持器具具有止动元件以控制设置在玻璃片材和框架之间的粘合剂的厚度。
22.图4是根据一实施方式的用于冷成形玻璃片材的制造设备的平面示意简图,该制
造设备具有可移动工作台和循环轨道。
23.图5a和图5b是根据一实施方式的夹持器具的截面示意简图,该夹持器具具有元件以在制造期间将框架保持至该器具。
具体实施方式
24.在下述的详细描述中,为了解释而非限制的目的,阐述了公开具体细节的示例实施方式以提供对本公开内容的各种原理的彻底理解。然而,对于已具有本公开内容的益处的本领域技术人员所会显而易见的是,本公开内容可以以脱离本文中公开的具体细节的其他实施方式来实践。而且,已知的装置、方法、和材料的描述可以省略,以防止使本公开内容的各种原理的描述难以理解。最终,在任何可适用的情况下,类似的参考数字指类似的元件。
25.范围在本文中可被表示为从“约”一个特定值起、和/或至“约”另一个特定值。当表述这种范围时,另一实施方式包括从该特定值起和/或至该另一特定值。类似地,当通过使用先行词“约”而将数值表示为近似时,要理解的是,该特定值形成了另一实施方式。进一步要理解的是,每个范围的端点无论与另一端点有关还是独立于另一端点均是显著的。
26.如本文中所用的方向性术语,例如,上、下、右、左、前、后、顶、底,仅参照所绘制的附图,且并非意图暗示绝对取向。
27.除非另外明确声明,否则绝不意图本文中阐述的任何方法被解读为要求其步骤以具体顺序来执行。因此,在方法权利要求实际上并未记载其步骤所要遵循的顺序的情况下,或者在权利要求书或描述中并未另外具体声明这些步骤受限于具体顺序的情况下,在任一方面中都绝非意图要推断顺序。这适用于任何可能的非明确的解释基础,包括:与步骤或操作流程的布置有关的逻辑问题;从语法组织或标点符号中衍生的普通含义;说明书中描述的实施方式的数量或类型。
28.如本文中所用,单数形式的“一”和“该”包括复数对象,除非上下文另外清楚地指定。因此,例如,提及“部件”包括具有两个或更多个该部件的方面,除非上下文另外清楚地指定。
29.如本文中所用,术语“冷弯曲的”、“冷弯曲”、“冷成形的”、“冷成形”、“冷作型的”、或“冷成型”指在低于片材或基板中采用的玻璃的应变点或软化点的冷成型温度(例如,室温)下弯曲并成形玻璃基板或片材。
30.本公开内容的方面大体上关于用于冷成形玻璃片材的设备和方法。这些玻璃片材组件可被采用各种汽车应用中,包括内饰显示器(例如,在仪表板或中心控制台显示器内)。本公开内容的设备旨在使制造用于汽车应用的三维(3d)冷成型的玻璃片材、制品、和显示器的工艺自动化。这些设备和方法通常包括弯曲或以其他方式成形玻璃片材并利用粘合剂(诸如需要15分钟或更久以便固化的结构粘合剂)将玻璃片材粘附至框架。本公开内容的设备和方法为冷成型依赖结构粘合剂的玻璃片材的这些方法提供了自动化,以实现高生产量水平(>1件/分钟)。
31.本公开内容的具有线性布局的设备和方法的实施方式说明了相对于包括用于弯曲玻璃片材的冷成型和热成型方案在内的用于成形玻璃片材的常规工艺和装备的优点。线性布局提供了卡盘和关联装备的紧凑布置。线性布局也允许使用包括真空卡盘在内的各种
卡盘技术,因为卡盘易于连接至使用。本公开内容的设备的实施方式的线性布局的另一益处在于该布局可基于生产线的生产量需求和该工艺中采用的粘合剂的固化时间长度而扩增至数个或更高数量的卡盘。本公开内容的冷成型设备和方法的进一步的益处在于它们被配置为最小化或以其他方式消除粘合剂的固化时间,固化时间是工艺的整体生产量中的关键因素,因为这些粘合剂通常是固化时间超过15分钟的结构粘合剂。
32.本公开内容的设备和方法的其他实施方式采用夹持罩盖以在粘合剂(例如,结构粘合剂)的固化期间将框架固定至玻璃片材。这些夹持罩盖的益处在于可从卡盘(例如,真空卡盘)的头顶移除它们以便在没有来自夹持罩盖的干扰的情况下促进并使自动拾取机构能够拾取并放置玻璃片材以及分配粘合剂。夹持罩盖的另一益处在于它们为玻璃片材和制品的多种形状和尺寸提供了灵活性,同时为在冷成型玻璃片材的设备和方法中所利用的机械臂(robot)提供了一致的呈现。
33.参照图1,以示意的形式示出了用于冷成形玻璃片材30的设备100。设备100包括被配置在可移动工作台60内的多个真空卡盘50;和近位于工作台60安放的第一自动拾取机构10。在一些实施方式中,如在图1中以示例性形式所示,工作台60以线性配置布置。在这种线性配置中,可移动工作台60可由单行的多个真空卡盘50构成。图1中示出的设备100还包括近位于工作台60安放的自动分配机构20;和按压设备40。第一拾取机构10被配置为将玻璃片材30在卡盘50中的一者上成形。分配机构20被配置为将可固化的粘合剂24分配至玻璃片材30或框架70上。第一拾取机构10和分配机构20中的一者被配置为将框架70定位至玻璃片材30上,使得粘合剂24被置于玻璃片材30和框架70之间。进一步地,按压设备40被配置为将框架70和粘合剂24按压到玻璃片材30上以限定成品玻璃片材组件80(也可参见图1c,以及以下相应的描述)。另外,玻璃片材30可在室温下弯曲。另外,第一自动拾取机构10和自动分配机构20可以是自动拾取机械臂、自动龙门架、或者如本公开内容领域中的人所理解的适于进行这些元件功能的另外的自动机构。
34.再次参照在图1中以示例性形式描绘的设备100,自动分配机构20被安放成近位于工作台60,并且被配置为将可固化粘合剂24分配至玻璃片材30或框架70上。在一些实施方式中,分配装备22被布置成接近分配机构20。分配装备22可被配置为存储可固化粘合剂24并将可固化粘合剂24递送至分配机构20。在一些实施方式中,分配机构20在玻璃片材30在多个真空卡盘50中的一者上被放置并成形之前,将可固化粘合剂24分配至玻璃片材30上(例如,片材30的主表面中的一者上)。在其他实施方式中,分配机构20在玻璃片材30已经在多个真空卡盘50中的一者上被放置并成形之后,将可固化粘合剂24分配至玻璃片材30上。根据另外的实现方案,分配机构20可在通过第一自动拾取机构10和分配机构20中的一者将框架70定位在玻璃片材30上之前,将可固化粘合剂24分配至框架70上(例如,框架的主表面中的一者上)。在另外的实现方案中,分配机构20可将可固化粘合剂24施加至玻璃片材30和框架70两者上。
35.如在图1中以示例性形式还示出的,设备100包括近位于工作台60安放的第一自动拾取机构10。第一自动拾取机构10被配置为将玻璃片材30在多个真空卡盘50中的一者上成形。机构10可通过从玻璃片材盒32中拾取玻璃片材30、然后将玻璃片材30在多个真空卡盘50中的一者上成形来实现这一动作,如图1中所示。在实施方式中,玻璃片材盒32保持并固定多个玻璃片材30,为第一拾取机构10提供容易的途径来拾取它们并将它们在真空卡盘50
上成形。
36.再次参照在图1中以示例性形式描绘的设备100,按压设备40被配置为将框架70和粘合剂24按压到玻璃片材30上,以限定成品玻璃片材组件80。按压设备40可以是能够在粘合剂24进行其固化循环(例如,15分钟或更久的固化持续期)的同时在框架70、粘合剂24、和玻璃片材30之间施加压力的任何合适的器具、设备、或装置。根据一些实施方式,按压设备40被配置为控制设置在框架70和玻璃片材30之间的粘合剂24的厚度。在一些实施方式中,第一自动拾取机构10可拾取成品玻璃片材组件80并将其放置或以其他方式固定在成品零件盒82内,如图1中所示。
37.还参照图1,用于冷成形玻璃片材30的设备100采用可固化粘合剂24。根据实施方式,可固化粘合剂24是热固性聚合物和/或结构粘合剂,其具有至少15分钟的固化时间或持续期,例如,从约15分钟至45分钟的固化时间。在一些实施方式中,可固化粘合剂24利用热能、紫外(uv)光、和/或红外光(ir)来固化这些持续期。在一些实施方式中,可固化粘合剂24在室温下固化指定的持续期,例如,至少15分钟。根据一些实施方式,粘合剂24是光学透明的。如前所述,在一些实现方案中,粘合剂24是结构粘合剂,其可包括,但不限于,选自下述类别中的一者或多者的粘合剂:(a)增韧环氧树脂(例如,masterbond ep21tdcht
‑
lo,3m scotch weld epoxy dp460 off
‑
white);(b)柔性环氧树脂(例如,masterbond ep21tdc
‑
2lo,3m scotch weld epoxy 2216);(c)丙烯酸和/或增韧丙烯酸(例如,与lord accelerator19或19gb w/lord ap 134底漆配合的lord adhesive 403、406、或410丙烯酸粘合剂、lord adhesive 850或852/lord accelerator 25gb、loctite hf8000、loctite aa4800);(d)氨基甲酸酯(例如,3m scotch weld urethane dp640 brown、sikaflex 552、和聚氨酯(pur)热熔胶,诸如technomelt pur 9622
‑
02uvna、loctite hhd 3542、loctite hhd 3580、3m hotmelt adhesives 3764和3748);和(e)聚硅酮(例如,dow corning 995、dow corning 3
‑
0500 silicone assembly adhesive、dow corning 7091、sikasil
‑
gp)。在一些情况下,设备100可以采用诸如片或膜的结构粘合剂形式的粘合剂24(例如,但不限于,3m structural adhesive films af126
‑
2、af 163
‑
2m、sbt 9263和9214、masterbond flm36
‑
lo)。在一些情况下,可以使用以片材形式提供的结构粘合剂(诸如,b阶段的环氧树脂粘合剂)来简化工艺。而且,诸如3m vhb胶带之类的压敏结构粘合剂可用作为粘合剂24。
38.根据图1中描绘的设备100的一些实施方式,粘合剂24的厚度可进行定制以确保框架70和玻璃片材30的层压。例如,粘合剂24的厚度可以是约1mm或更小。在一些实施方式中,粘合剂24的厚度在从约200μm至约500μm、从约225μm至约500μm、从约250μm至约500μm、从约275μm至约500μm、从约300μm至约500μm、从约325μm至约500μm、从约350μm至约500μm、从约375μm至约500μm、从约400μm至约500μm、从约200μm至约475μm、从约200μm至约450μm、从约200μm至约425μm、从约200μm至约400μm、从约200μm至约375μm、从约200μm至约350μm、从约200μm至约325μm、从约200μm至约300μm、或从约200μm至约275μm的范围。
39.根据图1中描绘的设备100的实施方式,框架70可利用一种或多种材料来制造,该材料具有必要的刚性和其他力学性质以在粘合剂24固化所必要的时间内将玻璃片材30保持在其期望的冷成型形状。该材料可包括,但不限于,金属合金、复合体、和聚合物材料。在一个或多个实施方式中,框架70可被安装到或以其他方式包括液晶基质和一个或多个装饰层。在一个或多个实施方式中,框架70可包括显示面板(其可包括lcd、oled显示器;透射显
示器;或反射显示器)、或触摸面板、或者显示面板和触摸面板的组合。在一个或多个实施方式中,框架70可包括用于显示单元或框架的背光单元。
40.根据图1中描绘的设备100的实施方式,多个卡盘50采用真空卡盘。由于本公开内容的设备100的一个方面旨在在采用固化时间超过15分钟的结构粘合剂的情况下增加冷成型玻璃片材的生产量,因而设备100可采用如图1中所示的若干真空卡盘50。每个卡盘的典型尺寸为50至300mm
×
500至1000mm,例如,200mm
×
1000mm。进一步地,真空卡盘50可由塑料材料(例如,pc/abs、pvc、delrin等)、金属(al合金、fe合金等)、或类似物制成。在图1中描绘的示例性配置中,在可移动工作台60内向真空卡盘50供应压缩空气和电力。在这种配置中,卡盘50被安装在工作台60内的移动滑道上,并且可通过简单地改变工作台60内的移动滑道的长度而变化卡盘50的数量。
41.在图1中示出的设备100的实施方式中,玻璃片材30可具有实质上恒定的厚度(t)。如本文中所用的厚度(t)指玻璃片材30的最大厚度(也可参见图1c,以及以下相应的描述)。玻璃片材30可包括宽度(w)和长度(l),所述宽度(w)被定义为与厚度(t)正交的第一主表面或第二主表面中一者的第一最大尺寸,所述长度(l)被定义为与厚度和宽度均正交的第一表面或第二表面中一者的第二最大尺寸。在其他实施方式中,本文中讨论的尺寸可以是平均尺寸。
42.在图1中描绘的设备100的一个或多个实施方式中,玻璃片材30的厚度(t)为约1.5mm或更小(也参见图1c以及以下相应的描述)。例如,厚度可以在从约0.1mm至约1.5mm、从约0.15mm至约1.5mm、从约0.2mm至约1.5mm、从约0.25mm至约1.5mm、从约0.3mm至约1.5mm、从约0.35mm至约1.5mm、从约0.4mm至约1.5mm、从约0.45mm至约1.5mm、从约0.5mm至约1.5mm、从约0.55mm至约1.5mm、从约0.6mm至约1.5mm、从约0.65mm至约1.5mm、从约0.7mm至约1.5mm、从约0.1mm至约1.4mm、从约0.1mm至约1.3mm、从约0.1mm至约1.2mm、从约0.1mm至约1.1mm、从约0.1mm至约1.05mm、从约0.1mm至约1mm、从约0.1mm至约0.95mm、从约0.1mm至约0.9mm、从约0.1mm至约0.85mm、从约0.1mm至约0.8mm、从约0.1mm至约0.75mm、从约0.1mm至约0.7mm、从约0.1mm至约0.65mm、从约0.1mm至约0.6mm、从约0.1mm至约0.55mm、从约0.1mm至约0.5mm、从约0.1mm至约0.4mm、或从约0.3mm至约0.7mm的范围内。
43.在图1中描绘的设备100的一个或多个实施方式中,玻璃片材30(也参见图1c以及以下相应的描述)的宽度(w)在从约5cm至约250cm、从约10cm至约250cm、从约15cm至约250cm、从约20cm至约250cm、从约25cm至约250cm、从约30cm至约250cm、从约35cm至约250cm、从约40cm至约250cm、从约45cm至约250cm、从约50cm至约250cm、从约55cm至约250cm、从约60cm至约250cm、从约65cm至约250cm、从约70cm至约250cm、从约75cm至约250cm、从约80cm至约250cm、从约85cm至约250cm、从约90cm至约250cm、从约95cm至约250cm、从约100cm至约250cm、从约110cm至约250cm、从约120cm至约250cm、从约130cm至约250cm、从约140cm至约250cm、从约150cm至约250cm、从约5cm至约240cm、从约5cm至约230cm、从约5cm至约220cm、从约5cm至约210cm、从约5cm至约200cm、从约5cm至约190cm、从约5cm至约180cm、从约5cm至约170cm、从约5cm至约160cm、从约5cm至约150cm、从约5cm至约140cm、从约5cm至约130cm、从约5cm至约120cm、从约5cm至约110cm、从约5cm至约105cm、从约5cm至约100cm、从约5cm至约90cm、从约5cm至约80cm、或从约5cm至约75cm的范围内。
44.在图1中描绘的设备100的一个或多个实施方式中,玻璃片材30(也参见图1c以及
以下相应的描述)的长度(l)在从约5cm至约250cm、从约10cm至约250cm、从约15cm至约250cm、从约20cm至约250cm、从约25cm至约250cm、从约30cm至约250cm、从约35cm至约250cm、从约40cm至约250cm、从约45cm至约250cm、从约50cm至约250cm、从约55cm至约250cm、从约60cm至约250cm、从约65cm至约250cm、从约70cm至约250cm、从约75cm至约250cm、从约80cm至约250cm、从约85cm至约250cm、从约90cm至约250cm、从约95cm至约250cm、从约100cm至约250cm、从约110cm至约250cm、从约120cm至约250cm、从约130cm至约250cm、从约140cm至约250cm、从约150cm至约250cm、从约5cm至约240cm、从约5cm至约230cm、从约5cm至约220cm、从约5cm至约210cm、从约5cm至约200cm、从约5cm至约190cm、从约5cm至约180cm、从约5cm至约170cm、从约5cm至约160cm、从约5cm至约150cm、从约5cm至约140cm、从约5cm至约130cm、从约5cm至约120cm、从约5cm至约110cm、从约5cm至约105cm、从约5cm至约100cm、从约5cm至约90cm、从约5cm至约80cm、或从约5cm至约75cm的范围内。
45.根据图1中描绘的设备100的一些实现方案,玻璃片材30可进行强化。在一个或多个实施方式中,玻璃片材30可进行强化以包括从表面延伸至压缩深度(doc)的压缩应力。压缩应力区域被呈现拉伸应力的中心部分平衡。在doc处,应力从正(压缩)应力跨越至负(拉伸)应力。
46.在图1中描绘的设备100的一个或多个实施方式中,玻璃片材30可通过离子交换进行化学强化。在离子交换过程中,处于或靠近玻璃片材30的表面的离子被具有相同价态或氧化态的更大离子替换或与之交换。在玻璃片材30包括碱铝硅酸盐玻璃的那些实施方式中,制品的表面层中的离子和更大离子是单价碱金属阳离子,诸如li
+
、na
+
、rb
+
、和cs
+
。可替代地,表面层中的单价阳离子可被替换成诸如ag
+
或类似物的碱金属阳离子之外的单价阳离子。在这些实施方式中,交换至玻璃片材30中的单价离子(或阳离子)产生应力。
47.用于玻璃片材30中的合适的玻璃组合物包括钠钙玻璃、铝硅酸盐玻璃、硼硅酸盐玻璃、硼铝硅酸盐玻璃、含碱的铝硅酸盐玻璃、含碱的硼硅酸盐玻璃、和含碱的硼铝硅酸盐玻璃。如前所述,玻璃片材30可在室温下弯曲。在一些实施方式中,玻璃片材30可在低于玻璃片材30的玻璃的软化点的温度下弯曲。玻璃片材30的示例性玻璃组合物包括在从约65mol%至约75mol%的范围内的量的sio2、在从约8mol%至约14mol%的范围内的量的al2o3、在从约12mol%至约17mol%的范围内的量的na2o、在从约0mol%至约0.2mol%的范围内的量的k2o、和在从约1.5mol%至约6mol%的范围内的量的mgo。任选地,可以包括以本文中另外公开的量的sno2。
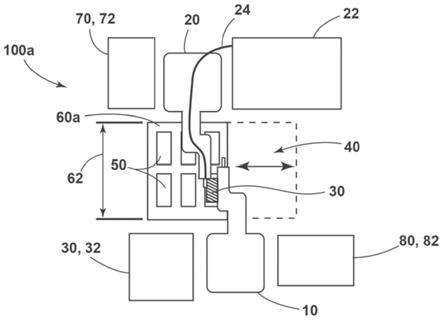
48.现在参照图1a,提供了用于冷成形玻璃片材30的设备100a的平面示意简图,该设备100a具有包括多行的卡盘50的可移动工作台60a。除非另外说明,否则设备100a在功能和结构上与图1中描绘的设备100实质上类似,并且类似编号的元件具有相同或实质上相同的结构和功能。如图1a中所绘,设备100a包括可移动工作台60a,该可移动工作台60a进一步由包括多个行的宽度62限定,其中每个行包括多个卡盘50。如在图1a中以示例性形式所示,用于冷成形玻璃片材30的设备100a包括可移动工作台60a,该可移动工作台60a被布置为具有两行真空卡盘50的线性配置。用于冷成形玻璃片材30的设备100a的优点在于其以双宽配置布置,相对于具有相同数量卡盘50的单行布置该双宽配置导致了具有更少整体长度和更低表面积占地的更紧凑布局。
49.现在参照图1b,提供了用于冷成形玻璃片材30的设备100b的平面示意简图,设备
100b具有以旋转配置布置的可移动工作台60b。除非另外说明,设备100b在功能和结构上与图1中描绘的设备100实质上类似,并且类似编号的元件具有相同或实质上相同的结构和功能。如图1b中所绘,设备100b包括可移动工作台60b,该可移动工作台60b具有旋转配置,在该旋转配置中,玻璃片材30被冷成形在卡盘50上,并在箭头的方向上利用粘合剂24结合至框架70,直至成型为成品玻璃片材组件80。也如图1b中所示,设备100b可包括布置成近位于可移动工作台60b的第二自动拾取机构90(例如,自动拾取机械臂、自动龙门架、或者如本公开内容的领域中的人所理解的适于所描述的功能的其他自动机构)。进一步地,第二拾取机构90可被配置为将每个成品玻璃片材组件80从工作台60移走,例如,移至成品零件盒82中。用于冷成形玻璃片材30的设备100b的优点在于其布置为旋转配置,该旋转配置导致了更紧凑布局,该布局相对于具有相同数量卡盘50的单行布置具有更少的整体长度和更低的表面积占地。冷成形设备100b的自动机构(诸如第一自动拾取机构10和自动分配机构20)无需具有在图1a中描绘的设备100a的双宽和相当的布置中所采用的机械臂所必须的额外到达范围,从这一意义上来说,冷成形设备100b也是有利的。设备100b的另一优点在于其可布置成使得实现本公开内容的冷成形设备的更高生产量指标(例如,>1至2件/分钟)所必需的卡盘50的数量最小化。
50.现在参照图1c,提供了成品玻璃片材组件80的截面示意图。对于图1至图1b中描绘的设备100、设备100a、和设备100b中的任一者成品玻璃片材组件80均可进行成型。如图1c中所示,成品玻璃片材组件80包括框架70,所述框架70利用在框架70的主表面71和玻璃片材30的主表面31处的粘合剂24结合至玻璃片材30。玻璃片材30利用设备100至设备100b进行冷成型(参见图1至图1b),并且利用粘合剂24结合至框架70。框架70在粘合剂24进行固化的同时保持玻璃片材30的形状。在固化时,框架70因为利用粘合剂24结合至片材30而将玻璃片材30保持在其冷成型的形状。
51.现在参照图2,提供了用于冷成形玻璃片材30的方法200的流程图简图。用于冷成形玻璃片材30的方法200可采用图1至图1b中描绘的设备100、设备100a、和设备100b中的任一者来生产成品玻璃片材组件80。如在图2中以示例性形式所示的,方法200包括将玻璃片材30定位在多个卡盘50(例如,真空卡盘)中的一者上的步骤210,其中所述卡盘50被配置在可移动工作台60内。方法200还包括例如在室温下将玻璃片材30在卡盘50上冷成形的步骤220。方法200进一步包括利用真空将玻璃片材30贴附至卡盘50的步骤230;和将可固化粘合剂24施加至玻璃片材30和框架70中的一者上(例如,分别施加至框架70的主表面71和玻璃片材30的主表面31中的一者或两者上,如图1c中所示)的步骤240。除此之外,方法200包括将框架70定位至粘合剂24和玻璃片材30上使得所述粘合剂被设置在所述玻璃片材和所述框架之间的步骤250;和将框架70和粘合剂24按压到玻璃片材30上以限定成品玻璃片材组件80的步骤260(也参见图1c以及相应的描述)。如图2中所示,按压框架70的步骤260可利用按压设备40(参见图1至图1b)或夹持器具40a(参见图3a至图3c)来进行。除此之外,图2中描绘的方法200包括使粘合剂24固化一持续期272(例如,大于或等于15分钟)的步骤270。进一步地,根据图2中描绘的方法200,玻璃片材30在室温下可弯曲。
52.根据图2中描绘的方法200的实施方式,例如,由于采用了设备100至设备100b(参见图1至图1b),可进一步执行步骤260以控制设置在玻璃片材30和框架70之间的粘合剂24的厚度。在一些实现方案中,方法200中采用的可移动工作台可以线性配置布置(参见图1、
图1a,可移动工作台60、可移动工作台60a)。在其他实现方案中,方法200可通过采用具有以旋转配置布置的可移动工作台的设备来执行(参见图1b,可移动工作台60b)。根据一些实施方式,可执行方法200,使得定位玻璃片材30的步骤210和冷成形玻璃片材30的步骤220利用第一自动拾取机构(例如,图1至图1b中示出的第一自动拾取机构10)来执行。在一些实现方案中,可执行方法200,使得施加步骤240利用自动分配机构(例如,如图1至图1b中所示的自动分配机构20)来进行。根据方法200的一些实施方式,按压框架的步骤260可利用夹持器具(例如,如图3a至图3c中所示的夹持器具40a)来进行。如图2中所绘,用于冷成形玻璃片材30的方法200可利用是热固性粘合剂的粘合剂24来进行,并使得固化步骤270利用热能来进行,并且持续期272是至少15分钟。
53.现在参照图2a,提供了用于冷成形玻璃片材30的方法200a的流程图简图。图2a中描绘的方法200a是图2中描绘、并在前面进行描述的方法200的示例性实施方式。正因如此,图2和图2a中类似编号的元件具有相同、或实质上相同的功能和/或结构。进一步地,用于冷成形玻璃片材30的方法200a可采用图1至图1b中描绘的设备100、设备100a、和设备100b中的任一者来生产成品玻璃片材组件80。
54.如在图2a中以示例性形式所示,方法200a包括从盒、支架、或类似物(例如,玻璃盒32,如图1至图1b中所示)中拾取玻璃片材30的步骤208。方法200a包括将玻璃片材30定位在多个真空卡盘50中的一者上的步骤210,其中所述真空卡盘被配置在可移动工作台60内。方法200a还包括例如在室温下将玻璃片材30在卡盘50上冷成形的步骤220。也如图2a中所示,在步骤230中可利用真空将玻璃片材30保持为抵靠卡盘50。方法200a进一步包括将可固化粘合剂24施加至玻璃片材30上的步骤240a,例如,当其在步骤230期间被保持或以其他方式贴附至卡盘50时。此时,方法200a包括将框架70定位至粘合剂24和玻璃片材30上的步骤250。作为步骤250的前身,方法200a还包括将框架(例如,框架70)附接至来自于循环轨道的夹持罩盖(例如,夹持罩盖42)的步骤242,如图2a中所绘;和例如通过自动拾取机构(例如,如图1至图1b中所示的第一自动拾取机构10)拾取附接至框架的夹持罩盖的步骤244。方法200a进一步包括将框架70和粘合剂24按压到玻璃片材30上以便例如将粘合剂24挤压至目标厚度的步骤260。方法200a还包括将保持机构施加至夹持罩盖以确保在固化过程期间框架被保持在玻璃片材上适当位置的步骤262。进一步地,方法200a包括用于在后续步骤——步骤270期间或完成之后释放夹持罩盖的保持机构的步骤264。特别是,方法200a包括等候设置在玻璃片材和框架之间的粘合剂24固化例如持续期272(其可以是15分钟或更久)的步骤270。方法200a进一步包括拾取具有成品玻璃片材组件80的夹持罩盖(在其从框架/玻璃片材组件移除后)的步骤266。最终,方法200a包括将具有成品玻璃片材组件80的夹持罩盖移动或放置至循环轨道上的步骤268;和将成品玻璃片材组件80从夹持罩盖移除的进行步骤(conducting step)269。此时,方法200a采用的自动机构中的一者或多者(例如,拾取机械臂)可将成品玻璃片材组件80移动至成品零件盒,例如成品零件盒82中(参见图1至图1b)。
55.现在参照图3a至图3c,提供了夹持器具40a和第一自动拾取机构10的截面示意图。在图3a中,示出了保持着框架70的夹持器具40a正通过自动拾取机构10定位在玻璃片材30上方。在这种配置中,粘合剂24已被施加至玻璃片材30上(例如,通过自动分配机构20,如图1至图1b中所示),并且玻璃片材30已在卡盘50上成形。也如图3a中所示,夹持器具40a可包
括力分布板41、夹持罩盖42、和导向器43。在这种配置中,图3a中示出的夹持器具40a正定位在玻璃片材30上方,使得夹持罩盖42中的孔与导向器43对齐。
56.现在参照图3b,夹持器具40a被第一自动拾取机构10定位并引导以将框架70和粘合剂24按压到玻璃片材30上。如图3b中所示,粘合剂24被设置在玻璃片材30和框架70之间。进一步地,自动拾取机构10已沿着导向器43引导夹持罩盖42,以确保框架70与玻璃片材30和粘合剂24正确地对齐。除此之外,如图3b中所示,自动拾取机构10可通过力分布板41将实质上相等的力施加至夹持罩盖42和框架70,以确保将玻璃片材30和框架70之间的粘合剂24的厚度控制到期望水平。最终,如图3c中所示,第一自动拾取机构10已从夹持罩盖42释放力分布板41,将器具40a留置到位,以在粘合剂24是结构粘合剂时,在固化粘合剂24所必要的时间段(例如,在固化粘合剂24是结构粘合剂时为15分钟或更久的持续期)内将框架70、粘合剂24、和玻璃片材30保持在一起。
57.现在参照图3d,以示例性形式示出了夹持器具40b的截面示意图。根据本公开内容的实施方式,夹持器具40b包括止动元件45,其辅助控制设置在玻璃片材30和框架70之间的粘合剂24的厚度。也如在图3d中以示例性形式所示,夹持器具40b包括夹持罩盖42、导向器43b、和保持机构44。如图3d中所示,止动元件45可以以变化的高度设置(例如,通过调整止动元件45的高度或者采用各种止动元件45中具有期望高度的一者)以控制设置在玻璃片材30和框架70之间的粘合剂24的厚度。导向器43b以与前面描述并在图3a至图3c中示出的夹持器具40a中所采用的导向器43类似的方式发挥功能。进一步地,保持机构44可将夹持罩盖42保持在适当位置,并可通过夹持罩盖42来辅助将标称且均匀的载荷施加至粘合剂24,这些也均可辅助控制设置在玻璃片材30和框架70之间的粘合剂24的厚度。
58.现在参照图4,提供了根据本公开内容实施方式的用于冷成形玻璃片材30的制造设备400的平面示意简图。设备400包括一个或多个夹持器具40a(参见图3a至图3c以及以上相应的描述)以及循环轨道410。除非另外说明,否则设备400在功能和结构上与图1至图1b中描绘的设备100至设备100b实质上类似,并且类似编号的元件具有相同或者实质上相同的结构和功能。如图4中所绘,设备400包括一个或多个夹持器具40a。根据一些实施方式,夹持器具40a可被图3d中描绘的夹持器具40b取代,如上所述。如示例性形式中还示出的,设备400包括第二自动拾取机构90(也参见图1b以及以上相应的描述)。第二拾取机构90可被配置为将每个成品玻璃片材组件80从可移动工作台60移走,例如移至成品零件盒82中。在一些实施方式中,第二拾取机构90可被配置为:一旦夹持器具40a已经从成品玻璃片材组件80脱离,就将夹持器具40a再次定位到循环轨道410上。然后循环轨道410可将夹持器具40a再次定位在易于通过第二拾取机构90定位的位置。一旦再定位或以其他方式再循环,就可通过第二拾取机构90或第一自动拾取机构而采用夹持器具40a将框架70和粘合剂24分别按压到玻璃片材30上,以限定新的成品玻璃片材组件80。用于冷成形玻璃片材30的设备400的优点在于其被布置成确保夹持器具40a的使用效率。特别是,包括循环轨道410使得设备400在以高水平的制造吞吐量来冷成形玻璃片材30的过程中能够再次使用一些夹持器具40a。
59.现在参照图5a和图5b,提供了根据本公开内容实施方式的夹持器具500a和夹持器具500b的截面示意图,其具有在制造期间将框架70保持至该器具的元件。除非另外说明,否则图5a和图5b中描绘的夹持器具500a和夹持器具500b与图3a至图3d中描绘的夹持器具40a和夹持器具40b实质上类似,类似编号的元件具有相同或实质上相同的结构和功能。特别
是,图5a中描绘的夹持器具500a包括夹持罩盖42(也参见图3a至图3d)、弹簧加载的固定夹(retention clip)46a、和硬止动器(hard stop)47a。类似地,图5b中描绘的夹持器具500b包括夹持罩盖42、和弹簧加载的固定夹46b。夹持器具500a的弹簧加载夹46a和夹持器具500b的弹簧加载夹46b辅助将框架70保持为抵靠夹持罩盖42。进一步地,夹46a可使框架70偏置抵抗硬止动器47a。夹持器具500a和夹持器具500b的优点在于:一旦框架70已通过粘合剂24粘合至玻璃片材30并且粘合剂24已经固化了足以实现期望水平的固化的持续期,每个这种器具都有助于确保将夹持罩盖42从框架70容易且迅速地移除。
60.实施方式1.根据第一实施方式,提供了一种用于冷成形玻璃片材的设备。所述设备包括:被配置在可移动工作台内的多个真空卡盘;近位于所述工作台的第一自动拾取机构;近位于所述工作台的自动分配机构;和按压设备。所述第一拾取机构被配置为将玻璃片材在所述卡盘中的一者上成形。所述分配机构被配置为将可固化粘合剂分配至所述玻璃片材或框架上。所述第一拾取机构和所述分配机构中的一者被配置为将所述框架定位至所述玻璃片材上,使得所述粘合剂被设置在所述玻璃片材和所述框架之间。所述按压设备被配置为将所述框架和所述粘合剂按压到所述玻璃片材上以限定成品玻璃片材组件。进一步地,所述玻璃片材在室温下可弯曲。
61.实施方式2.根据第二实施方式,提供了所述第一实施方式,其中所述按压设备进一步被配置为控制设置在所述玻璃片材和所述框架之间的粘合剂的厚度。
62.实施方式3.根据第三实施方式,提供了所述第一实施方式或所述第二实施方式中的任一者,其中所述可移动工作台以线性配置布置。
63.实施方式4.根据第四实施方式,提供了所述第三实施方式,其中所述可移动工作台进一步由包括多个行的宽度限定,每行包括多个卡盘。
64.实施方式5.根据第五实施方式,提供了所述第一实施方式或所述第二实施方式中的任一者,其中所述可移动工作台以旋转配置布置。
65.实施方式6.根据第六实施方式,提供了所述第一实施方式至所述第五实施方式中的任一者,进一步包括:近位于所述工作台的第二自动拾取机构,其中所述第二拾取机构被配置为将每个成品玻璃片材组件从所述工作台移走。
66.实施方式7.根据第七实施方式,提供了一种用于冷成形玻璃片材的方法。所述方法包括:将玻璃片材定位在被配置在可移动工作台内的多个真空卡盘中的一者上;将所述玻璃片材在所述卡盘上冷成形;利用真空将所述玻璃片材贴附至所述卡盘;将可固化粘合剂施加至所述玻璃片材的主表面和所述框架的主表面中的一者或两者上;将所述框架定位至所述粘合剂和所述玻璃片材上,使得所述粘合剂被设置在所述玻璃片材和所述框架之间;将所述框架和所述粘合剂按压到所述玻璃片材上以限定成品玻璃片材组件;以及使所述粘合剂固化一持续期。进一步地,所述玻璃片材可在室温下弯曲。
67.实施方式8.根据第八实施方式,提供了所述第七实施方式,其中进一步进行所述按压步骤以控制设置在所述玻璃片材和所述框架之间的粘合剂的厚度。
68.实施方式9.根据第九实施方式,提供了所述第七实施方式或所述第八实施方式中的任一者,其中所述可移动工作台以线性配置布置。
69.实施方式10.根据第十实施方式,提供了所述第七实施方式或所述第八实施方式中的任一者,其中所述可移动工作台以旋转配置布置。
70.实施方式11.根据第十一实施方式,提供了所述第七实施方式至所述第十实施方式中的任一者,其中定位玻璃片材的步骤以及冷成形的步骤利用第一自动拾取机构来进行。
71.实施方式12.根据第十二实施方式,提供了所述第七实施方式至所述第十一实施方式中的任一者,其中所述施加可固化粘合剂的步骤利用自动分配机构来进行。
72.实施方式13.根据第十三实施方式,提供了所述第七实施方式至所述第十二实施方式中的任一者,其中按压所述框架的步骤利用夹持器具来进行。
73.实施方式14.根据第十四实施方式,提供了所述第七实施方式至所述第十三实施方式中的任一者,其中所述粘合剂是结构热固性粘合剂,所述固化步骤利用热能来进行,并且所述持续期是至少15分钟。
74.实施方式15.根据第十五实施方式,提供了一种用于冷成形玻璃片材的设备。所述设备包括:被配置在可移动工作台内的多个真空卡盘;近位于所述工作台的第一自动拾取机构;近位于所述工作台的自动分配机构;和夹持器具。所述第一拾取机构被配置为将玻璃片材在所述卡盘中的一者上成形。所述分配机构被配置为将可固化粘合剂分配至所述玻璃片材或框架上。所述第一拾取机构和所述分配机构中的一者被配置为将所述框架定位至所述玻璃片材上,使得所述粘合剂被设置在所述玻璃片材和所述框架之间。所述夹持器具被配置为将所述框架和所述粘合剂按压到所述玻璃片材上以限定成品玻璃片材组件。进一步地,所述玻璃片材在室温下可弯曲。
75.实施方式16.根据第十六实施方式,提供了所述第十五实施方式,其中所述夹持器具包括止动元件以控制设置在所述玻璃片材和所述框架之间的粘合剂的厚度。
76.实施方式17.根据第十七实施方式,提供了所述第十五实施方式或所述第十六实施方式中的任一者,其中所述可移动工作台以线性配置布置。
77.实施方式18.根据第十八实施方式,提供了所述第十五实施方式或所述第十六实施方式中的任一者,其中所述可移动工作台以旋转配置布置。
78.实施方式19.根据第十九实施方式,提供了所述第十五实施方式至所述第十八实施方式中的任一者,进一步包括:近位于所述工作台的第二自动拾取机构,其中所述第二拾取机构被配置为将每个成品玻璃片材组件从所述工作台移走。
79.实施方式20.根据第二十实施方式,提供了所述第十九实施方式,其中所述第二拾取机构进一步被配置为从每个成品玻璃片材组件的框架移除所述夹持器具。
80.实施方式21.根据第二十一实施方式,提供了所述第二十实施方式,其中所述第二拾取机构进一步被配置为在所述夹持器具从成品玻璃片材组件的框架移除后将所述夹持器具再次定位至循环轨道上。
81.可在未实质上脱离本公开内容的精神和各种原理的情况下对本公开内容的上述实施方式做出多种变形和改进。所有这些改进和变形在此均意图被包括在本公开内容的范围内,并且受下述权利要求保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1