一种钢化玻璃加工方法与流程
1.本发明涉及钢化玻璃加工技术领域,具体为一种钢化玻璃加工方法。
背景技术:
2.钢化玻璃属于安全玻璃,钢化玻璃其实是一种预应力玻璃,为提高玻璃的强度,通常使用化学或物理的方法,在玻璃表面形成压应力,玻璃承受外力时首先抵消表层应力,从而提高了承载能力,增强玻璃自身抗风压性,寒暑性,冲击性等。
3.现有的钢化玻璃加工方法大多钢化效果差,从而导致钢化玻璃的性能较低,废品率高,加工成本增加。
技术实现要素:
4.本发明目的是提供一种钢化玻璃加工方法,以解决现有技术中,钢化玻璃加工方法大多钢化效果差,从而导致钢化玻璃的性能较低,废品率高,加工成本增加的问题。
5.为实现上述目的,本发明提供如下技术方案:一种钢化玻璃加工方法,包括以下步骤:
6.s1,预处理:
7.s11,挑选玻璃原片:
8.根据所需要生产的钢化玻璃型号,参考工艺卡,正确选择玻璃原片的规格,并检查原片表面的完整度,去除有划痕或斑点的;
9.s12,切割:
10.将玻璃原片固定吸附后,传输至切割平台上,由事先输入的根据玻璃形状cad图纸而编辑的切割数控程序进行数控切割;
11.s13,磨边磨角:
12.采用水磨边机将切割后的玻璃切割边和角磨光;
13.s14,钻孔:
14.根据要求,对需要钻孔的玻璃进行钻孔;
15.s15,清洗干燥:
16.磨边后的玻璃进行清洗,清洗包括两个阶段,先用清水冲洗,冲去玻璃表面附着物,再由毛刷刷洗,清洗废水通过场内设置的排水管排入三级沉淀池,沉淀和供磨边使用,干燥过程采用配套风机吹干;
17.s2,钢化:
18.s21,升温:
19.将预处理好的玻璃放置在电加热钢化炉里,进行钢化处理,先以5℃/min的速率升温至100℃,保持恒温一段时间;再以10℃/min的速率升温至350℃,保持恒温一段时间;然后以30℃/s的速率快速升温至650℃,保温,进行钢化;
20.s22,降温:
21.完成钢化后,然后出炉经上下两排多头喷嘴向两面喷吹空气,使之迅速地、均匀地冷却降至常温,取出玻璃;
22.s3,检验:
23.将钢化后的进行质量检验,检验合格后,即成品;
24.s4,包装:
25.将成品进行包装,待售。
26.优选的,所述s12中切割预留量为单边13~16mm。
27.优选的,所述s21中以5℃/min的速率升温至100℃,保持恒温20min。
28.优选的,所述s21中以10℃/min的速率升温至350℃,保持恒温30min。
29.优选的,所述s21中以30℃/s的速率快速升温至650℃,保温30~50s。
30.本发明至少具备以下有益效果:
31.本发明提供的一种钢化玻璃加工方法,先进行预处理,再将预处理后的玻璃,先以5℃/min的速率升温至100℃,保持恒温20min;再以10℃/min的速率升温至350℃,保持恒温30min;然后以30℃/s的速率快速升温至650℃,保温30~50s,进行钢化,严格控制钢化工艺,钢化效果大大提升,所得产品性能相较于现有产品均有很大的提升,且性能稳定,良品率高,大大降低了成本,操作简便,具有广阔的应用前景。
具体实施方式
32.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
33.实施例
34.一种钢化玻璃加工方法,包括以下步骤:
35.s1,预处理:
36.s11,挑选玻璃原片:
37.根据所需要生产的钢化玻璃型号,参考工艺卡,正确选择玻璃原片的规格,并检查原片表面的完整度,去除有划痕或斑点的;
38.s12,切割:
39.将玻璃原片固定吸附后,传输至切割平台上,由事先输入的根据玻璃形状cad图纸而编辑的切割数控程序进行数控切割,切割预留量为单边13~16mm;
40.s13,磨边磨角:
41.采用水磨边机将切割后的玻璃切割边和角磨光;
42.s14,钻孔:
43.根据要求,对需要钻孔的玻璃进行钻孔;
44.s15,清洗干燥:
45.磨边后的玻璃进行清洗,清洗包括两个阶段,先用清水冲洗,冲去玻璃表面附着物,再由毛刷刷洗,清洗废水通过场内设置的排水管排入三级沉淀池,沉淀和供磨边使用,干燥过程采用配套风机吹干;
46.s2,钢化:
47.s21,升温:
48.将预处理好的玻璃放置在电加热钢化炉里,进行钢化处理,先以5℃/min的速率升温至100℃,保持恒温20min;再以10℃/min的速率升温至350℃,保持恒温30min;然后以30℃/s的速率快速升温至650℃,保温30~50s,进行钢化;
49.s22,降温:
50.完成钢化后,然后出炉经上下两排多头喷嘴向两面喷吹空气,使之迅速地、均匀地冷却降至常温,取出玻璃;
51.s3,检验:
52.将钢化后的进行质量检验,检验合格后,即成品;
53.s4,包装:
54.将成品进行包装,待售。
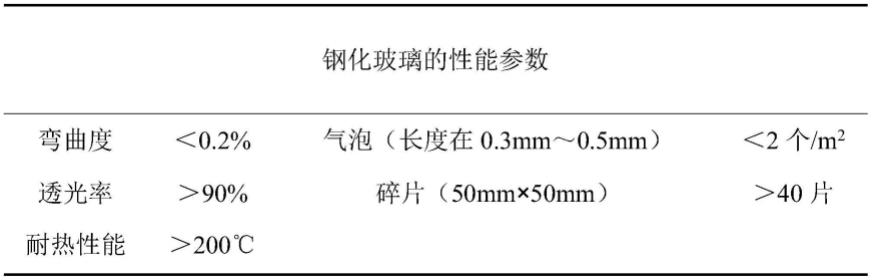
55.本发明提供的一种钢化玻璃加工方法,产品性能稳定,良品率高,对所得产品进行了一系列的性能测试,所得结果如下:
[0056][0057]
综上,本发明提供的一种钢化玻璃加工方法所得到的产品具有良好的性能,具有广阔的应用前景。
[0058]
以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
[0059]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
技术特征:
1.一种钢化玻璃加工方法,其特征在于,包括以下步骤:s1,预处理:s11,挑选玻璃原片:根据所需要生产的钢化玻璃型号,参考工艺卡,正确选择玻璃原片的规格,并检查原片表面的完整度,去除有划痕或斑点的;s12,切割:将玻璃原片固定吸附后,传输至切割平台上,由事先输入的根据玻璃形状cad图纸而编辑的切割数控程序进行数控切割;s13,磨边磨角:采用水磨边机将切割后的玻璃切割边和角磨光;s14,钻孔:根据要求,对需要钻孔的玻璃进行钻孔;s15,清洗干燥:磨边后的玻璃进行清洗,清洗包括两个阶段,先用清水冲洗,冲去玻璃表面附着物,再由毛刷刷洗,清洗废水通过场内设置的排水管排入三级沉淀池,沉淀和供磨边使用,干燥过程采用配套风机吹干;s2,钢化:s21,升温:将预处理好的玻璃放置在电加热钢化炉里,进行钢化处理,先以5℃/min的速率升温至100℃,保持恒温一段时间;再以10℃/min的速率升温至350℃,保持恒温一段时间;然后以30℃/s的速率快速升温至650℃,保温,进行钢化;s22,降温:完成钢化后,然后出炉经上下两排多头喷嘴向两面喷吹空气,使之迅速地、均匀地冷却降至常温,取出玻璃;s3,检验:将钢化后的进行质量检验,检验合格后,即成品;s4,包装:将成品进行包装,待售。2.根据权利要求1所述的一种钢化玻璃加工方法,其特征在于:所述s12中切割预留量为单边13~16mm。3.根据权利要求1所述的一种钢化玻璃加工方法,其特征在于:所述s21中以5℃/min的速率升温至100℃,保持恒温20min。4.根据权利要求1所述的一种钢化玻璃加工方法,其特征在于:所述s21中以10℃/min的速率升温至350℃,保持恒温30min。5.根据权利要求1所述的一种钢化玻璃加工方法,其特征在于:所述s21中以30℃/s的速率快速升温至650℃,保温30~50s。
技术总结
本发明适用于钢化玻璃加工技术领域,提供了一种钢化玻璃加工方法,包括以下步骤:S1,预处理;S11,挑选玻璃原片;S12,切割;S13,磨边磨角;S14,钻孔;S15,清洗干燥;S2,钢化;S21,升温;S22,降温;S3,检验;S4,包装,本发明提供的一种钢化玻璃加工方法,先进行预处理,再将预处理后的玻璃,先以5℃/min的速率升温至100℃,保持恒温20min;再以10℃/min的速率升温至350℃,保持恒温30min;然后以30℃/s的速率快速升温至650℃,保温30~50s,进行钢化,严格控制钢化工艺,钢化效果大大提升,所得产品性能相较于现有产品均有很大的提升,且性能稳定,良品率高,大大降低了成本,操作简便,具有广阔的应用前景。的应用前景。
技术研发人员:陈绍斌
受保护的技术使用者:贵州齐天安全玻璃有限公司
技术研发日:2022.05.11
技术公布日:2022/9/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1