一种聚乙烯再生料、其制备方法及实壁管材与流程
[0001]
本发明属于高分子材料技术领域,尤其涉及一种聚乙烯再生料、其制备方法及实壁管材。
背景技术:
[0002]
聚乙烯是塑料中产量极大,用途极广的热塑性塑料之一,它是由乙烯聚合而成,可用一般热塑性塑料的成型方法加工,聚乙烯可分为低密度聚乙烯(ldpe)、高密度聚乙烯(hdpe)和线型低密度聚乙烯(lldpe)三大类。
[0003]
随着塑料工艺额迅猛发展,加工生产和使用后的废弃塑料与日俱增,大量的不可自然降解的废弃塑料会导致严重的环境污染,同时,塑料又是以石油、天然气、煤等自然资源为原料人工合成的,在自然资源匮乏的情况下,大量废旧塑料的遗弃,无疑造成了社会财富的极大浪费,因此,在废旧塑料中占有极大比例的废旧聚乙烯的再生利用势在必行。
[0004]
hdpe再生料又叫高密度聚乙烯再生料,它是通过回收的hdpe料、hdpe制品的再次利用,经过清洗、去除水份后,再破碎后,经过造粒机,造粒而成。
[0005]
但是,hdpe回收料中通常含有部分杂质,这些杂质在制备再生料过程中存在与塑料主体不相容的情况,影响了最终hdpe再生料的质量。
技术实现要素:
[0006]
本发明的目的在于提供一种聚乙烯再生料、其制备方法及实壁管材,本发明中的聚乙烯再生料具有高环刚性和高环柔性,能够用于制备实壁管材。
[0007]
本发明提供一种聚乙烯再生料的制备方法,包括以下步骤:
[0008]
a)将挤出级hdpe回收料、注塑级hdpe回收料、交联剂和无机填料搅拌混合,得到混合料;
[0009]
所述挤出级hdpe回收料为低压挤出小中空hdpe回收料,hdpe含量>90%;
[0010]
所述注塑级hdpe回收料为hdpe瓶盖注塑料,hdpe含量>85%;
[0011]
b)将所述混合料挤出造粒,得到中间体;
[0012]
c)将所述中间体和交联剂混合后,挤出造粒,得到聚乙烯再生料。
[0013]
优选的,所述低压挤出小中空hdpe回收料的熔体流动指数为1.5~3g/10min,弯曲模量≥750mpa,水分<1.5%,沉料<1%,灰分<3%。
[0014]
优选的,所述hdpe瓶盖注塑料的熔体流动指数为5~12g/10min,弯曲模量≥800mpa。
[0015]
优选的,所述交联剂为过氧化物型交联剂和/或硅烷接枝交联剂。
[0016]
优选的,所述交联剂为芳香族类交联剂、脂肪族类交联剂和环氧类交联剂中的一种或几种。
[0017]
优选的,所述无机填料为碳酸钙和/或滑石粉。
[0018]
优选的,所述挤出级hdpe回收料、注塑级hdpe回收料、交联剂、交联剂和无机填料
的质量比为(50~80):(20~50):(0.01~0.1)(0.01~0.1):(0.3~1.8)。
[0019]
优选的,所述步骤b)中的挤出造粒的螺杆转速为200~400rpm,各区的温度分别为160℃/180℃/185℃/190℃/190℃/190℃/190℃/190℃/190℃/190℃/200℃;
[0020]
所述步骤c)中的挤出造粒的螺杆转速为200~400rpm,各区的温度分别为180℃/185℃/190℃/190℃/190℃/190℃/190℃/190℃/190℃/200℃。
[0021]
本发明提供一种聚乙烯再生料,按照上文所述的制备方法制得。
[0022]
本发明提供一种实壁管材,包括上文中的聚乙烯再生料。
[0023]
本发明提供了一种聚乙烯再生料的制备方法,包括以下步骤:a)将挤出级hdpe回收料、注塑级hdpe回收料、交联剂和无机填料搅拌混合,得到混合料;所述挤出级hdpe回收料为低压挤出小中空hdpe回收料,hdpe含量>90%;所述注塑级hdpe回收料为hdpe瓶盖注塑料,hdpe含量>85%;b)将所述混合料挤出造粒,得到中间体;c)将所述中间体和交联剂混合后,挤出造粒,得到聚乙烯再生料。与现有的技术相比,本发明提供的制备方法解决了注塑级hdpe破碎料和挤出级hdpe破碎料以及破碎料中所含杂质间的相容性,以不同来源的回收的废旧聚乙烯为主要原料,如瓶盖料,小中空料,通过先扩链再交联的改性方法修复hdpe分子中断裂的分子链。利用交联助剂和工艺设计的协同作用的化学改性方法,建立比hdpe破碎料分子长链更多,支化度更高的长链支链交错三维网状结构,通过控制分子中的交联度,达到调控产品性能的目的,保证生产过程和质量的稳定可控。本发明通过标准化整合再生聚乙烯领域,规范化、规模化、环保化,实现废塑料的高值化再生利用。
具体实施方式
[0024]
本发明提供了一种聚乙烯再生料的制备方法,包括以下步骤:
[0025]
a)将挤出级hdpe回收料、注塑级hdpe回收料、交联剂和无机填料搅拌混合,得到混合料;
[0026]
所述挤出级hdpe回收料为低压挤出小中空hdpe回收料,hdpe含量>90%;
[0027]
所述注塑级hdpe回收料为hdpe瓶盖注塑料,hdpe含量>85%;
[0028]
b)将所述混合料挤出造粒,得到中间体;
[0029]
c)将所述中间体和交联剂混合后,挤出造粒,得到聚乙烯再生料。
[0030]
本发明优选先将所述挤出级hdpe回收料和注塑级hdpe回收料分别进行粉碎,具体为:
[0031]
将挤出级hdpe回收料分选清洗、破碎漂洗和脱水干燥,得到挤出级hdpe破碎料;将注塑级hdpe回收料进行清洗破碎,得到注塑级hdpe破碎料。
[0032]
在本发明中,所述挤出级hdpe回收料优选为低压挤出的中小空hdpe回收料,其中hdpe的含量>90%;所述挤出级低压挤出小中空hdpe回收料的熔体流动指数为1.5~3g/10min,弯曲模量≥750mpa,水分<1.5%,沉料<1%,灰分<3%。在本发明中,所述挤出级hdpe回收料优选为娃哈哈牛奶瓶、娃哈哈椰奶瓶等。所述挤出级hdpe破碎料的粒径优选为6~15mm。
[0033]
在本发明中,所述注塑级hdpe回收料优选为hdpe瓶盖注塑料,其中hdpe的含量>85%,所述hdpe瓶盖注塑料的熔体流动指数为5~12g/10min,弯曲模量≥800mpa。所述住宿级hdpe破碎料的粒径优选为5~12mm。
[0034]
在本发明中,所述挤出级hdpe回收料和注塑级hdpe回收料的质量比优选为(50~80):(20~50),更优选为(60~70):(30~40),具体的,在本发明中,所述挤出级hdpe回收料和注塑级hdpe回收料的质量比可以是60:40、70:30或80:20。
[0035]
本发明使用hdpe瓶盖注塑料和低压挤出小中空hdpe回收料的复配作为再生料的原料,有助于提高聚乙烯再生料的流动性、冲击性和弯曲性能,两种原料不需要提前交联或扩链,在挤出造粒的过程中进行化学反应即可。
[0036]
在本发明中,所述交联剂优选为芳香族类交联剂、脂肪族类交联剂和环氧类交联剂中的一种或几种,更优选为异氰脲酸三烯丙酯(taic)、马来酸双烯丙酯(dam)、邻苯二甲酸二烯丙酯(dap),异氰酸酯(hdi)、二聚异氰酸酯(mdi)、碳化二亚胺(pcdi),三(壬基酚)亚磷酸酯(tnpp)和双环氧聚合交联剂(joncryl adr 4370)中的一种或几种。所述交联剂的质量与所述挤出级hdpe回收料和注塑级hdpe回收料的总质量(以下简称回收料总质量)之比优选为(0.01~0.1):100,更优选为(0.02~0.8):1,具体的,在本发明的实施例中,可以是0.02:100、0.03:100或0.05:100。
[0037]
在本发明中,所述无机填料优选为碳酸钙,更优选为轻质碳酸钙,所述无机填料的质量与所述回收料总质量之比优选为(0.3~1.8):100,更优选为(0.5~1.5):100,具体的,在本发明的实施例中,可以是0.5:100、0.8:100或1:100。
[0038]
本发明优选先将交联剂和无机填料搅拌30~60s,更优选为40~50s,然后再加入挤出级hdpe回收料和注塑级hdpe回收料继续搅拌10~30s,优选为20s,得到混合料。本发明优选使用高速搅拌机进行上述搅拌,所述高速搅拌机的转速优选为35hz。
[0039]
得到混合料之后,本发明将所述混合料加入双螺杆挤出机中挤出造粒,得到中间体。
[0040]
在本发明中,所述挤出造粒的螺杆转速优选为200~400rpm,最优选为200~300rpm;共分为11个温区,依次为160℃/180℃/185℃/190℃/190℃/190℃/190℃/190℃/190℃/190℃/200℃。
[0041]
本发明将得到的中间体与交联剂混合,搅拌40~50s后,得到混合料,然后将得到的混合料挤出造粒,得到聚乙烯再生料。
[0042]
在本发明中,所述交联剂优选为过氧化物型交联剂和/或硅烷接枝交联剂,更优选为聚乙烯接枝三乙氧基硅烷(pe-g-vteo),乙烯基三甲氧基硅烷,乙烯基三乙氧基硅烷,双(2,4-二氯苯甲酰)过氧化物和过氧化二(4一甲基苯甲酰)中的一种或几种。所述交联剂的质量与所述回收料总质量之比优选为(0.01~0.05):100,更优选为(0.02~0.04):100,具体的,在本发明的实施例中,可以是0.01:100、0.06:100或0.05:100。
[0043]
在本发明中,所述挤出造粒的螺杆转速优选为200~400rpm,最优选为200~300rpm;共分为10个温区,依次为180℃/185℃/190℃/190℃/190℃/190℃/190℃/190℃/190℃/200℃。
[0044]
本发明还提供了一种聚乙烯再生料,由上文所述的制备方法制得。
[0045]
进一步的,本发明还提供了一种实壁管材,包括上文所述的聚乙烯再生料。
[0046]
本发明提供了一种聚乙烯再生料的制备方法,包括以下步骤:a)将挤出级hdpe回收料、注塑级hdpe回收料、交联剂和无机填料搅拌混合,得到混合料;所述挤出级hdpe回收料为低压挤出小中空hdpe回收料,hdpe含量>90%;所述注塑级hdpe回收料为hdpe瓶盖注
塑料,hdpe含量>85%;b)将所述混合料挤出造粒,得到中间体;c)将所述中间体和交联剂混合后,挤出造粒,得到聚乙烯再生料。与现有的技术相比,本发明提供的制备方法解决了注塑级hdpe破碎料和挤出级hdpe破碎料以及破碎料中所含杂质间的相容性,以不同来源的回收的废旧聚乙烯为主要原料,如瓶盖料,小中空料,通过先扩链再交联的改性方法修复hdpe分子中断裂的分子链。利用交联助剂、和工艺设计的协同作用的化学改性方法,建立比hdpe破碎料分子长链更多,支化度更高的长链支链交错三维网状结构,通过控制分子中的交联度,达到调控产品性能的目的,保证生产过程和质量的稳定可控。本发明通过标准化整合再生聚乙烯领域,规范化、规模化、环保化,实现废塑料的高值化再生利用。
[0047]
为了进一步说明本发明,以下结合实施例对本发明提供的一种聚乙烯再生料、其制备方法及实壁管进行详细描述,但不能将其理解为对本发明保护范围的限定。
[0048]
实施例1
[0049]
(1)将聚乙烯小中空料用水、清洗剂清洗,脱水干燥后破碎成大小相近的物料,得到粒度为5mm~18mm的聚乙烯破碎料;经检测所述聚乙烯破碎料的熔体流动指数为2.5g/10min。
[0050]
(2)将聚乙烯瓶盖料用水清洗,除去杂物及灰尘后破碎成大小相近的物料,得到粒度为5mm~12mm的聚乙烯瓶盖破碎料;经检测所述聚乙烯瓶盖破碎料的熔体流动指数为7g/10min。
[0051]
(3)将0.03重量份的异氰脲酸三烯丙酯(taic)和1重量份的轻质碳酸钙在高速搅拌机中充分搅拌40s,所述高速搅拌机的转速为35hz;再加入60重量份步骤(1)得到的聚乙烯小中空破碎料、40重量份步骤(2)得到的聚乙烯瓶盖破碎料继续搅拌20s,得到混合料。
[0052]
(4)将步骤(3)得到的混合料在双螺杆挤出机中挤出造粒,温度为190℃,螺杆转速为200rpm,得到长直链管材料。
[0053]
(5)将0.05重量份的乙烯基三甲氧基硅烷和步骤(4)得到的长直链管材料在同时计量进入在双螺杆挤出机中挤出造粒,温度为190℃,螺杆转速为200rpm,得到环刚性优异,环柔性优异的实壁管材专用料。
[0054]
实施例2
[0055]
(1)将聚乙烯小中空料用水、清洗剂清洗,脱水干燥后破碎成大小相近的物料,得到粒度为5mm~18mm的聚乙烯破碎料;经检测所述聚乙烯破碎料的熔体流动指数为2.5g/10min。
[0056]
(2)将聚乙烯瓶盖料用水清洗,除去杂物及灰尘后破碎成大小相近的物料,得到粒度为5mm~12mm的聚乙烯瓶盖破碎料;经检测所述聚乙烯瓶盖破碎料的熔体流动指数为7g/10min。
[0057]
(3)将0.05重量份的马来酸双烯丙酯(dam)和0.5重量份的轻质碳酸钙在高速搅拌机中充分搅拌40s,所述高速搅拌机的转速为35hz;再加入70重量份步骤(1)得到的聚乙烯小中空破碎料、30重量份步骤(2)得到的聚乙烯瓶盖破碎料继续搅拌3min,得到混合料。
[0058]
(4)将步骤(3)得到的混合料在双螺杆挤出机中挤出造粒,温度为190℃,螺杆转速为300rpm,得到长直链管材料。
[0059]
(5)将0.01重量份的双(2,4-二氯苯甲酰)过氧化物和步骤(4)得到的长直链管材料在同时计量进入在双螺杆挤出机中挤出造粒,温度为190℃,螺杆转速为200rpm,得到环
刚性优异,环柔性优异的实壁管材专用料。
[0060]
实施例3
[0061]
(1)将聚乙烯小中空料用水、清洗剂清洗,脱水干燥后破碎成大小相近的物料,得到粒度为6mm~15mm的聚乙烯破碎料;经检测所述聚乙烯破碎料的熔体流动指数为2g/10min。
[0062]
(2)将聚乙烯瓶盖料用水清洗,除去杂物及灰尘后破碎成大小相近的物料,得到粒度为5mm~12mm的聚乙烯瓶盖破碎料;经检测所述聚乙烯瓶盖破碎料的熔体流动指数为9g/10min。
[0063]
(3)将0.02重量份的三(壬基酚)亚磷酸酯(tnpp)和0.8重量份的轻质碳酸钙在高速搅拌机中充分搅拌40s,所述高速搅拌机的转速为35hz;再加入80重量份步骤(1)得到的聚乙烯小中空破碎料、20重量份步骤(2)得到的聚乙烯瓶盖破碎料继续搅拌4min,得到混合料。
[0064]
(4)将步骤(3)得到的混合料在双螺杆挤出机中挤出造粒,温度为190℃,螺杆转速为400rpm,得到长直链管材料。
[0065]
(5)将0.06重量份的过氧化二(4一甲基苯甲酰)和步骤(4)得到的长直链管材料在同时计量进入在双螺杆挤出机中挤出造粒,温度为190℃,螺杆转速为200rpm,得到环刚性优异,环柔性优异的实壁管材专用料。
[0066]
对本发明实施例1~3提供的一种实壁管管材专用料的各项性能进行测试,结果参见表1所示。
[0067]
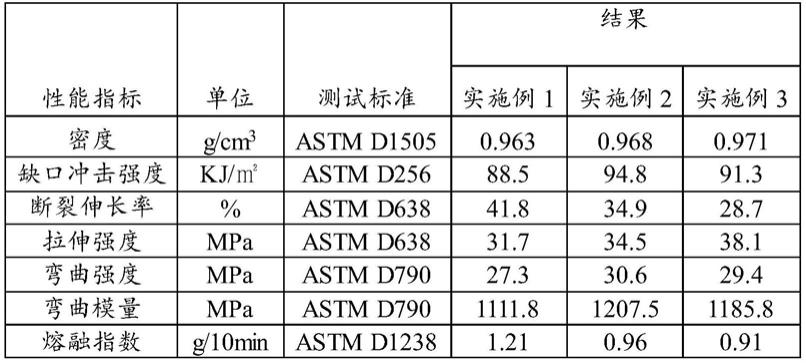
表1 本发明实施例1~3提供的一种实壁管管材专用料的各项性能数据
[0068][0069]
由表1可知,本发明实施例1~3提供的制备方法得到的高弯曲模量,高冲击强度的材料满足实壁管管材生产要求,同时具有较低的熔体流动指数,满足挤出加工的要求。
[0070]
另外,本发明实施例1~3提供的制备方法的主要原料都使用的是回收的废弃聚乙烯小中空料、回收的注塑级瓶盖料,减少了固体废弃物对环境的污染,同时大大降低了生产成本,具有显著的经济和环保效益。
[0071]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1