一种新型耐高温硅胶垫及其加工用的模具的制作方法
1.本发明涉及硅胶垫加工技术领域,具体为一种新型耐高温硅胶垫及其加工用的模具。
背景技术:
2.硅胶又名硅酸凝胶,是一种粒状多孔的二氧化硅水合物,属非晶态物质,外表呈透明或乳白色,由硅酸钠加酸后洗涤干燥制得,化学性质稳定,不燃烧,硅胶是一种高活性吸附材料,主要用作干燥剂和管柱层析、薄层层析中的吸附剂,一般来说可分为有机硅胶和无机硅胶两大类。
3.硅胶垫具有一定的柔韧性、优良的绝缘性、压缩性、表面天然的粘性,专门为利用缝隙传递热量的设计方案生产;能够填充缝隙,完成发热部位与散热部位间的热传递,同时还起到绝缘、减震、密封等作用;能够满足设备小型化及超薄化的设计要求,极具工艺性和使用性,且厚度适用范围广,是一种极佳的导热填充材料,被广泛应用于电子电器产品中。
4.现有的硅胶垫在加工生产的过程中,往往是对相应配方的原料进行混合后经过一系列的加工使得得到硅胶原料,然后将硅胶原料在加工模具的加工下,使得得到成型的硅胶垫,但是现有得我硅胶垫的耐高温性能一般,而且现有的加工模具在加工的过程中,往往是人工向模具腔内加入硅胶原料,而且模具腔内的成型腔为多个,从而在家原料的时候,工作人员需要逐个的进行加料,操作不方便,影响加工的效率,而且硅胶垫在成型后需要人工对其边缘废料进行切割,人工进行切割效率低下,而且容易对工作人员手部造成伤害,为此,我们提出一种新型耐高温硅胶垫及其加工用的模具。
技术实现要素:
5.本发明的目的在于提供一种新型耐高温硅胶垫及其加工用的模具,解决了背景技术中所提出的问题。
6.为实现上述目的,本发明提供如下技术方案:一种新型耐高温硅胶垫,包括如下重量份原料:乙烯基硅橡胶75份、耐热添加剂20
‑
40份、含氢硅油2
‑
5份、交联剂2
‑
5份;
7.所述原料具体比重如下:乙烯基硅橡胶75份、耐热添加剂20份、含氢硅油2份、交联剂3份;
8.所述硅胶垫制备方法如下:称取定量的乙烯基硅橡胶、耐热添加剂、含氢硅油进行密炼,得到密炼胶,再将密炼胶在开炼机上进行混炼,并且加入交联剂,使得混炼均匀,薄通5
‑
8次后出片,然后室温放置24h,再经过硫化设备进行初步硫化,然后再在烘烤箱内进行二次硫化即可得到硅胶材料,最后将硅胶材料利用成型模具加工即可得到成型的耐高温硅胶垫。
9.作为本发明的一种优选实施方式,所述耐热添加剂为甲基苯基硅氮橡胶。
10.作为本发明的一种优选实施方式,所述密炼温度为50℃,密炼时间为30min,混炼温度60℃,混炼时间为30min,初次硫化温度为200℃,二次硫化温度为先升温至150℃再升
温至280℃。
11.本发明还涉及一种新型耐高温硅胶垫加工用的模具,包括底座和顶板,所述底座的顶部两侧均固定安装有限位柱,两组所述限位柱的顶部分别和顶板的底部两侧固定连接,所述顶板的下侧安装有上模具,所述上模具的顶部两侧均固定连接有第一液压缸,所述第一液压缸的顶部和顶板的底部对应位置固定连接;
12.所述底座的顶部中间处固定安装有下模具,所述底座的顶部前后侧均安装有升降板,位于前侧所述的升降板的外壁固定安装有电机,所述电机的传动轴贯穿升降板且固定连接有环形管,所述环形管的内腔连通有横管,所述横管的表面连通有吸盘,所述环形管的外壁固定连通有旋转接头,所述旋转接头的外端连通有负压气管;
13.位于后侧的所述升降板的内壁固定连接有端板,所述端板的底部固定安装有环形刀;
14.所述底座表面前后侧均开设有限位滑槽,所述限位滑槽的内腔插接有限位滑块,所述限位滑块的侧壁和第三液压缸的一端固定连接,所述第三液压缸的另一端和限位滑槽的内壁固定连接,两组所述限位滑块分别和两组所述升降板连接。
15.作为本发明的一种优选实施方式,所述升降板的底部开设有安装槽,所述安装槽的内腔固定安装有第二液压缸,所述第二液压缸的尾端和对应的所述限位滑块固定连接。
16.作为本发明的一种优选实施方式,所述环形刀、横管的数据和下模具内腔的成型腔数目相同。
17.作为本发明的一种优选实施方式,所述上模具的两侧壁均通过连杆固定连接有限位滑环,两组所述限位滑环分别套装于两组所述限位柱的外壁。
18.作为本发明的一种优选实施方式,所述电机为伺服电机。
19.与现有技术相比,本发明的有益效果如下:
20.1.本发明通过在制备硅胶原料的时候,向原料中添加耐热添加剂甲基苯基硅氮橡胶,从而能够有效的提升了硅胶垫的耐高温性能,从而使得在高温环境下进行使用时,有效的延长了使用寿命。
21.2.本发明通过上模具和下模具在进行制备硅胶垫的过程中,能够将原料利用吸盘吸附,然后将加工完的料出模后,利用电机带动环形管翻转,并且移动至下模具成型腔处再下降,从而能够实现自动装料的效果,而且可利用加工时间进行备料,从而实现了连续不间断的加工,进而有效的提升了效率。
22.3.本发明通过后侧升降板内侧的环形刀和下模具的成型腔适配,从而使得在加工完成后,升降板带动环形刀进入下模具上侧,然后升降板下降,从而利用环形刀进行切割废料,从而无需人工切割,同时避免人工切割存在风险,有效的提升了效率避免了潜在风险
附图说明
23.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
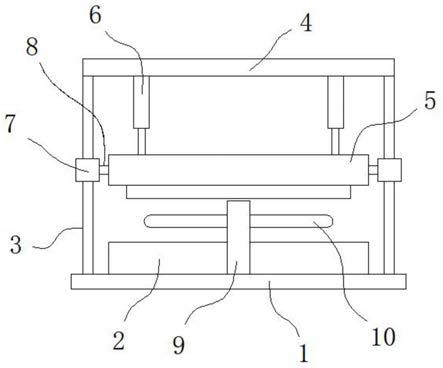
24.图1为本发明一种新型耐高温硅胶垫及其加工用的模具整体结构示意图;
25.图2为本发明一种新型耐高温硅胶垫及其加工用的模具环形管内侧结构示意图。
26.图3为本发明一种新型耐高温硅胶垫及其加工用的模具前侧升降板结构示意图。
27.图4为本发明一种新型耐高温硅胶垫及其加工用的模具后侧升降板结构示意图。
28.图5为本发明一种新型耐高温硅胶垫及其加工用的模具底座结构示意图。
29.图中:1、底座;2、下模具;3、限位柱;4、顶板;5、上模具;6、第一液压缸;7、限位滑环;8、连杆;9、升降板;10、环形管;11、横管;12、吸盘;13、旋转接头;14、负压气管;15、安装槽;16、第二液压缸;17、电机;18、端板;19、环形刀;20、限位滑槽;21、限位滑块;22、第三液压缸。
具体实施方式
30.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
31.请参阅图1
‑
5,本发明提供一种技术方案:一种新型耐高温硅胶垫,包括如下重量份原料:乙烯基硅橡胶75份、耐热添加剂20
‑
40份、含氢硅油2
‑
5份、交联剂2
‑
5份;
32.所述原料具体比重如下:乙烯基硅橡胶75份、耐热添加剂20份、含氢硅油2份、交联剂3份;
33.所述硅胶垫制备方法如下:称取定量的乙烯基硅橡胶、耐热添加剂、含氢硅油进行密炼,得到密炼胶,再将密炼胶在开炼机上进行混炼,并且加入交联剂,使得混炼均匀,薄通5
‑
8次后出片,然后室温放置24h,再经过硫化设备进行初步硫化,然后再在烘烤箱内进行二次硫化即可得到硅胶材料,最后将硅胶材料利用成型模具加工即可得到成型的耐高温硅胶垫。
34.其中,所述耐热添加剂为甲基苯基硅氮橡胶,所述密炼温度为50℃,密炼时间为30min,混炼温度60℃,混炼时间为30min,初次硫化温度为200℃,二次硫化温度为先升温至150℃再升温至280℃,通过在制备硅胶原料的时候,向原料中添加耐热添加剂甲基苯基硅氮橡胶,从而能够有效的提升了硅胶垫的耐高温性能,从而使得在高温环境下进行使用时,有效的延长了使用寿命。
35.一种新型耐高温硅胶垫加工用的模具,包括底座1和顶板4,所述底座1的顶部两侧均固定安装有限位柱3,两组所述限位柱3的顶部分别和顶板4的底部两侧固定连接,所述顶板4的下侧安装有上模具5,所述上模具5的顶部两侧均固定连接有第一液压缸6,所述第一液压缸6的顶部和顶板4的底部对应位置固定连接;
36.所述底座1的顶部中间处固定安装有下模具2,所述底座1的顶部前后侧均安装有升降板9,位于前侧所述的升降板9的外壁固定安装有电机17,所述电机17的传动轴贯穿升降板9且固定连接有环形管10,所述环形管10的内腔连通有横管11,所述横管11的表面连通有吸盘12,所述环形管10的外壁固定连通有旋转接头13,所述旋转接头13的外端连通有负压气管14;
37.位于后侧的所述升降板9的内壁固定连接有端板18,所述端板18的底部固定安装有环形刀19;
38.所述底座1表面前后侧均开设有限位滑槽20,所述限位滑槽20的内腔插接有限位滑块21,所述限位滑块21的侧壁和第三液压缸22的一端固定连接,所述第三液压缸22的另一端和限位滑槽20的内壁固定连接,两组所述限位滑块21分别和两组所述升降板9连接,所述升降板9的底部开设有安装槽15,所述安装槽15的内腔固定安装有第二液压缸16,所述第
二液压缸16的尾端和对应的所述限位滑块21固定连接。
39.本发明中,首先工作人员将需要填充进入下模具2内的条状的硅胶材料分别置于横管11表面,利用负压气管14产生负压,从而利用吸盘12将条状的硅胶材料吸附,使得稳固,然后启动电机17使得带动环形管10翻转,从而使得硅胶材料朝下,然后启动前侧升降板9对应的第三液压缸22带动升降板9向内侧移动,从而使得环形管10连同硅胶材料移动至下模具2的正上方,然后启动第二液压缸16带动环形管10下降,从而使得硅胶材料进入下模具2对应的成型腔处,然后负压气管14停止工作,从而硅胶材料掉入对应的成型腔内,然后将升降板9复位,从而在第一液压缸6带动上模具5下降,从而对硅胶材料进行加工使得成型,模具加工的过程中,再次将原料置于横管11表面进行备料,然后出料时,抬升上模具5,再次启动后侧的第三液压缸22带动后侧的升降板9向内侧移动,从而环形刀19对准成型的料,然后启动对应的第二液压缸16带动环形刀19下切,将废料切除即可,然后取料,再次重复即可进行再次的模具成型,从而在模具加工的过程中,进行备料,节省了逐个放料的时候,从而能够提升加工效率,同时利用环形刀19切割,无需人工切割,切割效率高,同时避免割伤手部的危险情况发生。
40.在一个可选的实施例中,所述环形刀19、横管11的数据和下模具2内腔的成型腔数目相同。
41.需要说明的是,保证进料准确,同时也保证切割废料的准确性。
42.在一个可选的实施例中,所述上模具5的两侧壁均通过连杆8固定连接有限位滑环7,两组所述限位滑环7分别套装于两组所述限位柱3的外壁。
43.需要说明的是,通过限位滑环7可在限位柱3外壁滑动,从而能够对上模具5进行导向,从而保证了上模具5升降的稳定性。
44.在一个可选实施例中,所述电机17为伺服电机。
45.需要说明的是,通过伺服电机带动环形管10进行翻转,控制精准。
46.以上显示和描述了本发明的基本原理和主要特征和本发明的优点,对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
47.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1