一种花洒用电镀聚丙烯组合物及其制备方法与流程
1.本发明涉及聚丙烯改性材料领域,尤其涉及一种花洒用电镀聚丙烯组合物及其制备方法。
背景技术:
2.目前,可以用于电镀的塑料产品几乎只能选择abs材料,但因其结构特性,不能同时满足抗冲击强度、拉伸强度、弯曲模量等力学性能要求,并且abs材料成本一直居高不下。
3.聚丙烯(pp)树脂易于成型且相对坚固,所以pp是一种广泛使用的热塑性塑料。但其结晶度较高,表面粗化比较困难,镀层附着力较差,难以在需要电镀的制件中获得应用。
4.通过在pp基体中加入选择性溶解的组分,在pp树脂表面形成深浅不均的锚孔,提供锚定效果以形成高粘性镀层,从而实现化学镀镍、电镀铜、镀镍和镀铬来制造具有高耐腐蚀性和耐磨性同时具有装饰性的电镀聚丙烯产品。制备电镀聚丙烯的方法通常是在配方中填充矿物,如:滑石粉,碳酸钙,氧化锌,二氧化钛,氢氧化铝,氢氧化镁等这类可以和酸发生反应的材料。但是这类材料的形貌往往是球形或者片状,溶解后形成的表面锚孔深度不足,锚定效果不佳,影响电镀后镀层的附着力,导致容易出现镀层脱落的情况。
5.本领域技术人员致力于提供一种可电镀聚丙烯材料,该pp材料能直接代替电镀级abs材料用于电镀花洒制件,降低材料成本,满足力学性能要求。
技术实现要素:
6.本发明针对现有技术中存在的不足,提供一种花洒用电镀聚丙烯组合物及其制备方法。
7.为了达到上述目的,本发明是通过下列技术方案来实现的:
8.本发明的第一个方面是提供一种花洒用电镀聚丙烯组合物,主要组分为以下质量百分比计的原料:
9.聚丙烯:61%~81%;
10.碱式硫酸镁晶须:5%~10%;
11.滑石粉:10%~20%;
12.poe:1%~3%。
13.其他助剂3%~6%。
14.所述聚丙烯选自高抗冲高流动性聚丙烯k8009、高抗冲高流动性聚丙烯k8030中的一种或两种。
15.优选地,所述碱式硫酸镁晶须为单根形态,直径0.5~1um,长径比≥30。
16.优选地,所述滑石粉的粒径d50为5um,目数为1250目,硅含量40%~45%。
17.优选地,所述poe为乙烯-丁烯共聚物。
18.进一步,优选地,所述组合物包含以下质量百分比的原料:
19.聚丙烯k8009:61%;
20.碱式硫酸镁晶须:10%;
21.滑石粉:20%;
22.poe:3%。
23.本发明的第二个方面是提供所述组合物的制备方法,包括步骤:
24.步骤1、将除滑石粉和碱式硫酸镁晶须之外的所有原料按配比在高速混合机中混合均匀,得到混合物;
25.步骤2、将步骤1所得混合物通过主喂料口加入到双螺杆挤出机,滑石粉和碱式硫酸镁晶须分别通过侧喂料机按照配方计量加入到挤出机中,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒即得到所述的一种花洒用聚丙烯组合物。
26.优选地,步骤2中所述滑石粉和碱式硫酸镁晶须的质量比为2:1。
27.优选地,所述同向双螺杆挤出机的长径比≥52,配置2个侧喂料,且两个侧喂料之间间隔至少8长径比,碱式硫酸镁晶须侧喂料距离机头至少12个长径比。
28.进一步,优选地,所述同向双螺杆挤出机的长径比为52,所述双螺杆挤出机从主喂料口至机头出口共13个区,即1区至13区,温度设定从180~230℃,依次为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、230℃。
29.优选地,所述碱式硫酸镁晶须侧喂料机必须位于滑石粉侧喂料机之后,确保滑石粉先于碱式硫酸镁晶须加入。
30.进一步,优选地,所述滑石粉通过侧喂料机6区加入到挤出机中,所述碱式硫酸镁晶须通过侧喂料机9区加入到挤出机中。
31.本发明与现有技术相比,具有的有益效果为:通过聚丙烯改性材料代替电镀级abs材料用于电镀花洒制件,降低材料成本,满足力学性能要求,采用单根形态碱式硫酸镁晶须形成的表面锚孔均匀,且电镀后镀层的附着力强,不易出现镀层脱落的情况。
附图说明
32.为了更加容易理解本发明,提供以下参照附图:
33.图1是常用碱式硫酸镁晶须形貌图;
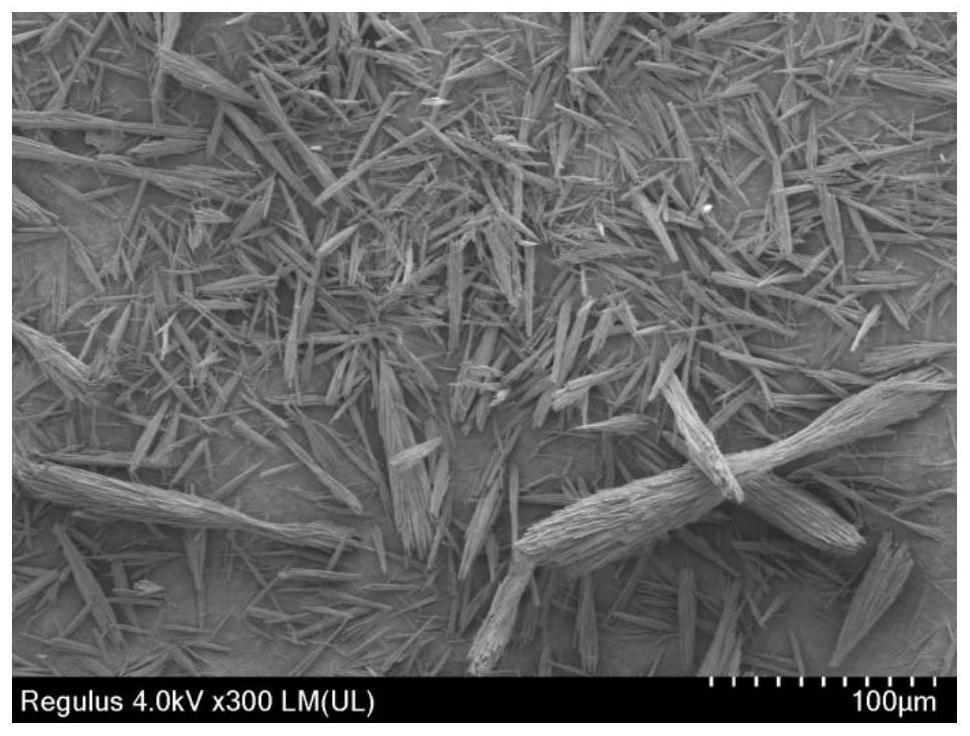
34.图2是本发明实施例中采用的碱式硫酸镁晶须形貌图。
具体实施方式
35.下面参照附图对本发明的示例性实施方式进行详细描述。对示例性实施方式的描述仅仅是出于示范目的,而绝不是对本发明及其应用或用法的限制。
36.本发明实施例中所有组成原料均为现有的市售产品,所有组份均以重量份计,其中,pp选用台化k8009、恒力石化k8030,poe选用三井化学df610,抗氧剂选用巴斯夫b215,接枝物选用能之光gpm-200a。
37.实施例1:
38.称取pp(台化k8009)610kg,poe 30kg,抗氧剂3kg;硬脂酸钙2kg,接枝物55kg,在高速混合机中混合均匀,得到混合物,备用;
39.将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆
直径75mm)中,双螺杆挤出机各段控制温度(从主喂料口至机头出口共13个区,记为1区至13区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,滑石粉和碱式硫酸镁晶须分别通过侧喂料机(滑石粉从6区,碱式硫酸镁晶须从9区)按照配方计量加入到挤出机中,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
40.实施例2:
41.称取pp(恒力石化k8030)700kg,poe 10kg,抗氧剂3kg;硬脂酸钙2kg,接枝物45kg,在高速混合机中混合均匀,得到混合物,备用;
42.将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆直径75mm)中,双螺杆挤出机各段控制温度(从主喂料口至机头出口共13个区,记为1区至13区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,滑石粉和碱式硫酸镁晶须分别通过侧喂料机(滑石粉从6区,碱式硫酸镁晶须从9区)按照配方计量加入到挤出机中,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
43.实施例3:
44.称取pp(台化k8009)380kg,pp(恒力石化k8030)380kg,poe 20kg,抗氧剂3kg;硬脂酸钙2kg,接枝物35kg,在高速混合机中混合均匀,得到混合物,备用;
45.将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆直径75mm)中,双螺杆挤出机各段控制温度(从主喂料口至机头出口共13个区,记为1区至13区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,滑石粉和碱式硫酸镁晶须分别通过侧喂料机(滑石粉从6区,碱式硫酸镁晶须从9区)按照配方计量加入到挤出机中,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
46.实施例4:
47.称取pp(台化k8009)300kg,pp(恒力石化k8030)510kg,poe 10kg,抗氧剂3kg;硬脂酸钙2kg,接枝物25kg,在高速混合机中混合均匀,得到混合物,备用;
48.将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆直径75mm)中,双螺杆挤出机各段控制温度(从主喂料口至机头出口共13个区,记为1区至13区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,滑石粉和碱式硫酸镁晶须分别通过侧喂料机(滑石粉从6区,碱式硫酸镁晶须从9区)按照配方计量加入到挤出机中,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
49.对比例1:
50.称取pp(恒力石化k8030)625kg,poe(三井化学df610)30kg,抗氧剂3kg,硬脂酸钙2kg,接枝物40kg,在高速混合机中混合均匀,得到混合物,备用;
51.将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆直径为75mm)中,滑石粉通过侧喂料计量加入到挤出机中,双螺杆挤出机各段控制温度(从主喂料口到机头出口共13个区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,双螺杆挤出机转速为500r/min,挤出的料条
经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
52.对比例2:
53.称取pp(恒力石化k8030)625kg,poe(三井化学df610)30kg,抗氧剂3kg,硬脂酸钙2kg,接枝物40kg,在高速混合机中混合均匀,得到混合物,备用;
54.将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆直径为75mm)中,碱式硫酸镁晶须通过侧喂料计量加入到挤出机中,双螺杆挤出机各段控制温度(从主喂料口到机头出口共13个区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
55.对比例3
56.称取pp(恒力石化k8030)625kg,poe 30kg,抗氧剂3kg,硬脂酸钙2kg,接枝物40kg,在高速混合机中混合均匀,得到混合物,备用;
57.将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆直径75mm)中,双螺杆挤出机各段控制温度(从主喂料口至机头出口共13个区,记为1区至13区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,滑石粉和碱式硫酸镁晶须分别通过侧喂料机(滑石粉从6区,碱式硫酸镁晶须从9区)按照配方计量加入到挤出机中,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
58.对比例4:
59.按照实施例2准备物料,制备设备,温度设置,主机转速等不变,仅将滑石粉从6区改为9区加入,碱式硫酸镁晶须从9区改为6区加入。
60.对比例5:
61.按照实施例4准备物料,碱式硫酸镁晶须为营口康如科技有限公司ws-1s2,其他不变。
62.对比例6:
63.按照实施例3准备物料,将上述混合物通过主喂料口加入到双螺杆挤出机(挤出机长径比为l/d=52,螺杆直径为75mm)中,滑石粉和碱式硫酸镁晶须混合均匀后通过位于6区的侧喂料计量加入到挤出机中,双螺杆挤出机各段控制温度(从主喂料口到机头出口共13个区)为180℃、200℃、230℃、230℃、230℃、230℃、210℃、210℃、210℃、210℃、210℃、210℃、210℃、机头230℃,双螺杆挤出机转速为500r/min,挤出的料条经过水槽冷却、鼓风干燥机干燥后切粒得到产品。
64.测试方法
65.1)拉伸强度和断裂伸长率:按iso 527,样条尺寸:170*10*4mm,拉伸速度:50mm/min。
66.2)弯曲强度和弯曲模量:按iso178,样条尺寸:80*10*4mm,试验速度2mm/min。
67.3)悬臂梁缺口冲击强度:按iso 180,注塑制样,样条尺寸:80*10*4mm,缺口深度2mm。
68.4)成型收缩率:按照iso294-4。
69.5)电镀附着力测试:按照iso 2409-2008进行测试,电镀附着力等级:分为0~5级,
数值越小附着力越强。
70.上述实施例1~4,对比例1~6原料组分以及相应物性指标如下表所示:
[0071][0072][0073]
虽然参照示例性实施方式对本发明进行了描述,但是应当理解,本发明并不局限于文中详细描述和示出的具体实施方式,在不偏离权利要求书所限定的范围的情况下,本领域技术人员可以对所述示例性实施方式做出各种改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1