车体端部结构的制作方法
1.本申请是一种针对整车结构中车体端部的改进设计,属于轨道车辆设计领域。
背景技术:
2.整个车体结构是轨道车辆的核心基础框架,其承载性能应当满足强度、刚度、模态及结构稳定性等要求。同时,整个车体的设计也与乘客的安全与舒适度息息相关,如通常配置有各种动静载荷、减震部件等以适应最大运行速度、隔音、减震、隔热和防火等安全运行需求。
3.现有技术的整车结构通常由底架、侧墙、端墙、车顶、车头五部分相互组装连接加工而成,在近期采用的耐候钢、不锈钢和铝合金车体设计中,车体为骨架蒙皮式结构且采取整体承载式结构,底架、侧墙、端墙和车顶结构均由板梁式骨架加蒙皮组成,最后再统一组装成型。在制造过程中,底架、侧墙、车顶、端墙及整车组装几个大的过程及台位、工装必不可少。尤其是底架大部件,其结构较为复杂,部件较多,通常所采取的工艺要求较高,在制造现场占地较大,因生产周期较长而成为现有车体生产过程中的主要瓶颈环节。
4.形成上述技术难点的主要原因是,底架采取总成设计和总装工艺,车体端部需与侧墙、车顶和中部地板部件在车体总成台位进行车体总组装,这就形成底架台位和工装设备占用空间较大,导致车间利用率较低、生产制造工期较长。
5.有鉴于此,特提出本申请。
技术实现要素:
6.本实用新型所述的车体端部结构,在于解决上述现有技术存在的问题而采取新型车体端部的结构设计,通过将端墙、端部底架及侧门结构预组成一体式结构,同时为车体总组装提供侧墙、车顶和中部底架的安装接口,以期将车体端部设计成车体的主要受力部件并据此采取新的组焊工艺、取消底架总成结构和加工工序,节约现有车体总装生产的大台位和大工装配置,实现整个车体的生产周期更加合理、提高整车生产效率。
7.为实现上述设计目的,车体端部结构是由端部底架和端墙结构焊接组成,端部底架由牵引箱、缓冲箱和枕梁连接组成一体式结构,端墙结构由端墙和侧门连接组成一体式结构。
8.进一步地,所述的侧门,其两个垂向立柱、上部横梁均采用口字梁型材。
9.进一步地,所述端墙的顶部具有弧顶或平顶结构。
10.进一步地,所述侧门的垂向立柱与侧墙之间的连接部分设置有凹槽。
11.综上内容,本申请所述的车体端部结构具有以下优点:
12.1、提出创新的端部结构设计,该结构将端墙、端部底架和侧门结构集成为一体,从而为后续车体总装制造提供主要承载部件和基础模块。
13.2、车体端部结构在车体总装过程中为侧墙、车顶和中部底架部件提供了安装接口,从而简化了车体总组装工艺,质量更容易保证。
14.3、端部结构是整个车体的主要受力部件,有效地提高了焊接质量,通过车端整体小工装完成而使得后续底架制造更易于旋转和焊接操作。
15.4、采取全新的组装工艺,取消了底架总成工序而节约了底架总组装台位占用以及底架大工装占用,减少了工装费用及生产场地占用,因此车体各大部件的生产周期更加合理,提高了生产效率,降低了制造成本。
16.5、下边梁包含在侧墙整体结构中,能够辅助实现取消底架总成工序,车体挠度预制工作整体地转移到侧墙上,因此在侧墙台位对边梁拉弯后进行组焊,挠度的实现
17.更为简单易行。
附图说明
18.图1是轨道车辆车体结构的分解示意图;
19.图2是图1中a部放大示意图;
20.图3是图2中b部放大示意图;
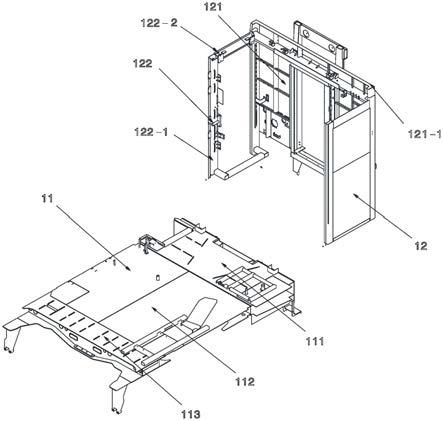
21.图4是车体端部结构示意图;
具体实施方式
22.下面结合附图对本申请作进一步的详细描述。
23.实施例1,如图1和图4所示,应用本申请所述端部结构的轨道车辆车体包括位于两端的端部结构1、位于两侧的侧墙2、位于顶部的车顶3和位于底部的中间地板部件4。
24.其中,端部结构1由端部底架11和端墙结构12通过弧焊组成连接而成;
25.端部底架11由牵引箱111、缓冲箱112和枕梁113连接组成一体式结构,枕梁113采用低合金高强度结构钢厚钢板弧焊而成。端部底架11的结构与现有技术的牵枕缓结构相同。
26.端墙结构12由端墙121和侧门122连接组成一体式结构,以形成车体两端的垂向结构的外端门和侧门。侧门122的两个垂向立柱122-1均采用口字梁型材,其上部横梁122-2也采用口字梁型材。
27.端墙121的顶部121-1根据车顶3的布局而具有弧顶或平顶结构,从而在车体组装时与车顶板相互搭接进行弧焊加工。
28.如图3所示,侧门立柱122-1与侧墙2之间连接部分,根据侧墙板的厚度开出凹槽122-3以便于两者进行组装。
29.如图2所示,侧墙2的下边梁21采用18a型槽钢由纵向两段焊接而成,其端头与侧门立柱122-1相互弧焊连接。侧门立柱122-1的外侧上部开槽并与侧墙板23连接,其顶部与侧墙立柱23连接,其内侧与枕梁113、中部底架横梁分别进行连接。边梁21与枕梁113连接区域,根据强度要求可对边梁21进行了局部加强。
30.如上所述,结合附图和实施例所给出的方案内容,可以衍生出类似的技术方案。但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
技术特征:
1.一种车体端部结构,其特征在于:由端部底架和端墙结构焊接组成,端部底架由牵引箱、缓冲箱和枕梁连接组成一体式结构,端墙结构由端墙和侧门连接组成一体式结构。2.根据权利要求1所述的车体端部结构,其特征在于:所述的侧门,其两个垂向立柱、上部横梁均采用口字梁型材。3.根据权利要求1所述的车体端部结构,其特征在于:所述端墙的顶部具有弧顶或平顶结构。4.根据权利要求1所述的车体端部结构,其特征在于:所述侧门的垂向立柱与侧墙之间的连接部分设置有凹槽。
技术总结
本实用新型所述的车体端部结构,通过将端墙、端部底架及侧门结构预组成一体式结构,同时为车体总组装提供侧墙、车顶和中部底架的安装接口,以期将车体端部设计成车体的主要受力部件并据此采取新的组焊工艺、取消底架总成结构和加工工序,节约现有车体总装生产的大台位和大工装配置,实现整个车体的生产周期更加合理、提高整车生产效率。车体端部结构是由端部底架和端墙结构焊接组成,端部底架由牵引箱、缓冲箱和枕梁连接组成一体式结构,端墙结构由端墙和侧门连接组成一体式结构。端墙和侧门连接组成一体式结构。端墙和侧门连接组成一体式结构。
技术研发人员:吕成江 刘润生 王秀花 王曦宇
受保护的技术使用者:青岛四方庞巴迪铁路运输设备有限公司
技术研发日:2021.03.02
技术公布日:2022/5/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1