船舶锚台快速定位方法与流程
[0001]
本发明涉及船舶建造过程锚台角度定位测量领域,具体为船舶锚台快速定位方法。
背景技术:
[0002]
船舶建造过程,锚系分段锚台角度定位安装是在锚系分段焊前精度完工状态后进行锚台角度定位测量,锚台角度控制过程难度较大,角度定位需要进行3-5次测量作业及余量切割,最终角度控制在0.3度以内,角度定位测量过程,每次都要进行完整测量,即结构面位置测量一次后,利用两个可移动旋转标靶进行转站作业,到锚台面位置测量外板及锚台面板的四个测量点;每次定位测量作业间隔时间在5-10小时之间,单次锚台角度定位测量需要大概2小时,时间成本较大,而单次定位测量作业前都要重新选择位置放置可移动标靶来进行转站作业,而锚台角度定位测量需要进行3-5次测量作业及余量切割,重复测量作业次数过多,多次测量的转站标靶位置不固定,测量数据误差较大,准确性较低;锚链管余量切割等工现象严重,浪费人力;
[0003]
因此,现有技术存在锚台角度定位测量过程重复测量作业次数过多,转站标靶不固定导致测量数据误差较大的问题;存在定位测量过程的重复作业导致的测量工时和人力浪费的问题;以及存在余量切割导致等工严重的问题。
技术实现要素:
[0004]
本发明的目的在于提供船舶锚台快速定位方法,以解决上述背景技术中提出的问题。
[0005]
为实现上述目的,本发明提供如下技术方案:船舶锚台快速定位方法,具体包括如下步骤:
[0006]
t1、锚系分段焊前精度控制:按照一般分段精度控制流程对焊前的精度状态进行监控,保证焊前精度达到合格状态;
[0007]
t2、固定转站贴片的粘贴:在锚系分段锚台方向,寻找贴片粘贴位置,并牢固粘贴转站贴片,使得转站贴片在转站前后以及分段完工前都清晰可见;
[0008]
t3、锚台焊前粗定位测量:锚系分段结构面测量完成后,转站时利用固定的转站贴片进行转站作业,转站完成后即可进行锚台角度定位测量采集好的锚台数据利用锚台角度计算表进行偏差计算,并按照偏差数据进行余量切割及角度调整;首先完成结构面的测量作业,利用固定转站贴片进行转站后,完成锚台面的外板及锚台面板的四个测量点的测量作业,包括锚台角度定位数据的测量等,完成一次完整分段测量作业;
[0009]
t4、锚台角度定位测量:重复锚台面处的测量作业,锚台角度修正一次,定位测量一次数据,利用固定转站贴片进行定位测量作业3至5次,同时把锚台测量数据输入锚台角度检验程序,按照计算数值进行锚台角度调整,直到锚台角度焊前调整到0.3度以内,同时直接利用固定转站标靶进行锚台角度测量;
[0010]
t5、锚台角度的焊接作业:焊接作业人员必须遵循偶数作业人员对称焊接的方式进行焊接,减少锚台角度的变形;
[0011]
t6、焊后精度检测:锚台焊接完成后,进行焊后锚系分段完整精度测量及锚台角度的测量,保证最终分段合格的情况下,锚台角度控制在0.3度以内。
[0012]
t7、改进后的定位方法,只需要完整测量一次分段后,转站时,在锚台位置方向,寻找合适的转站标靶位置,用固定的转站贴片代替可移动的转站标靶,转站贴片位置确定后,粘贴固定,既可以用转站贴片代替转站标靶来进行全站仪转站作业,然后完成后续锚台角度定位测量;后续定位测量作业时,只需要全站仪直接放置在锚台位置这边,导入第一次完整测量的数据,利用转站贴片直接进行转站作业,并直接进行测量锚台角度测量,不需要重复分段完整测量作业,直接进行转站测量锚台角度即可。
[0013]
与现有技术相比,本发明的有益效果是:
[0014]
本发明操作简单,解决了重复测量导致的工时及人工的浪费的问题,节约了工时及人力;减小了重复完整测量带来的测量误差,提高了测量数据的准确性;同时减少了锚台定位修正的等工现象,提高了锚台定位效率,提高了生产效率。
附图说明
[0015]
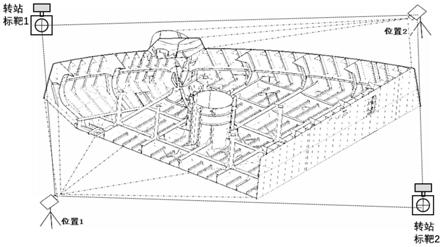
图1为本发明结构面即图中位置1和锚台面即图中位置2的完整测量效果图;
[0016]
图2为本发明固定转站贴片进行定位测量作业效果图。
具体实施方式
[0017]
下面将结合附图对本发明作进一步说明。
[0018]
实施例
[0019]
请参阅图1-2,本实施例提供了船舶锚台快速定位方法,包括如下步骤:
[0020]
t1、锚系分段焊前精度控制:按照一般分段精度控制流程对焊前的精度状态进行监控,保证焊前精度达到合格状态;
[0021]
t2、固定转站贴片的粘贴:在锚系分段锚台方向,寻找贴片粘贴位置,并牢固粘贴转站贴片,使得转站贴片在转站前后以及分段完工前都清晰可见;
[0022]
t3、锚台焊前粗定位测量:锚系分段结构面测量完成后,转站时利用固定的转站贴片进行转站作业,转站完成后即可进行锚台角度定位测量采集好的锚台数据利用锚台角度计算表进行偏差计算,并按照偏差数据进行余量切割及角度调整;首先完成结构面的测量作业,利用固定转站贴片进行转站后,完成锚台面的外板及锚台面板的四个测量点的测量作业,包括锚台角度定位数据的测量等,完成一次完整分段测量作业;
[0023]
t4、锚台角度定位测量:重复锚台面处的测量作业,锚台角度修正一次,定位测量一次数据,利用固定转站贴片进行定位测量作业3至5次,同时把锚台测量数据输入锚台角度检验程序,按照计算数值进行锚台角度调整,直到锚台角度焊前调整到0.3度以内,整个过程不需要进行锚系分段结构面完整测量作业,同时直接利用固定转站标靶进行锚台角度测量,减少了完整测量作业次数及时间,降低了重复不规定转站标靶测量的误差;
[0024]
t5、锚台角度的焊接作业:焊接作业人员必须遵循偶数作业人员对称焊接的方式进行焊接,减少锚台角度的变形;
[0025]
t6、焊后精度检测:锚台焊接完成后,进行焊后锚系分段完整精度测量及锚台角度的测量,保证最终分段合格的情况下,锚台角度控制在0.3度以内;以往测量锚台角度定位需要重复3-5次完整测量作业。改进后,只需要利用转站贴片进行锚台面的定位测量锚台角度,节约了完整测量作业时间,而且整个锚系分段来看,结构面的测量作业时间占据整体测量作业时间的一大半,所以整体来看,改进后的测量方法,大大减少了测量作业时间,也避免多次重复完整测量作业带来的测量误差,也为锚台余量切割节约了大量的等待工时,提高了生产效率;
[0026]
t7、改进后的定位方法,只需要完整测量一次分段后,转站时,在锚台位置方向,寻找合适的转站标靶位置,用固定的转站贴片代替可移动的转站标靶,转站贴片位置确定后,粘贴固定,既可以用转站贴片代替转站标靶来进行全站仪转站作业,然后完成后续锚台角度定位测量;后续定位测量作业时,只需要全站仪直接放置在锚台位置这边,导入第一次完整测量的数据,利用转站贴片直接进行转站作业,并直接进行测量锚台角度测量。不需要重复分段完整测量作业,直接进行转站测量锚台角度即可;此方法,可以避免移动标靶不能固定的弊端;减少重复完整测量作业次数,直接利用固定的转站贴片进行锚台定位测量,缩短了测量作业时间;每一次锚台角度定位测量都使用同一组数据,不存在多次转站测量同一个位置产生的人为误差,提高了测量数据的准确性;同时降低了余量切割的等工时间。
[0027]
本实施例中,此方法应用后,取得了以下明显的成效:解决了重复测量导致的工时及人工的浪费的问题;减小了重复完整测量带来的测量误差;同时减少了锚台定位修正的等工现象,提高了生产效率。
[0028]
综上所述,此方法的优点是:操作简单,节约工时及人力,提高了测量数据的准确性,提高了锚台定位效率。
[0029]
以上实施例仅供说明本发明之用,而非对本发明的限制,有关技术领域的技术人员,在不脱离本发明的精神和范围的情况下,还可以作出各种变换或变型,因此所有等同的技术方案也应该属于本发明的范畴,应由各权利要求所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1