用于研磨尼龙基布收卷的张力控制装置的制作方法
[0001]
本实用新型涉及用于研磨尼龙基布收卷的张力控制装置,属于研磨料收卷的技术领域。
背景技术:
[0002]
研磨卷料是通过在尼龙基带上植砂成型的一种卷材,为了方便生产,一般采用较大幅面的尼龙基带进行植砂工艺作业。
[0003]
植砂完成的研磨料卷会经过加热固化后进行收卷作业,研磨料卷存在一定地弹性度,在收卷过程中,张力过大会造成料带拉伸形变,而张力过小会造成卷材松弛。传统方式是通过变频技术进行收卷转速的限定,即根据材料卷制的直径变化进行固定的转速调频,但是研磨料带尺寸差异较大,该转速调频仅适用于单一规格的研磨料卷,适用范围较为狭窄。
技术实现要素:
[0004]
本实用新型的目的是解决上述现有技术的不足,针对传统转速调频实现张力控制的收卷方式适用范围较为狭窄的问题,提出用于研磨尼龙基布收卷的张力控制装置。
[0005]
为了达到上述目的,本实用新型所采用的技术方案为:
[0006]
用于研磨尼龙基布收卷的张力控制装置,包括送料机构和收卷机构,
[0007]
所述送料机构与所述收卷机构之间设有张力控制机构,
[0008]
所述送料机构包括垂直向相对设置的主动送料辊和从动送料辊、及用于驱动所述主动送料辊旋转的主动送料辊驱动源,所述从动送料辊具备升降位移;
[0009]
所述收卷机构包括收卷辊及用于驱动所述收卷辊旋转的具备转速调节的调频驱动源;
[0010]
所述张力控制机构包括用于支承料带的摩擦辊、及与所述摩擦辊相配接的张力控制传感器,所述张力控制传感器与所述调频驱动源相通讯连接。
[0011]
优选地,所述收卷辊的旋转方向与所述主动送料辊的旋转方向相反。
[0012]
优选地,所述送料机构包括立架体,所述从动送料辊的两端分别设有轴承座,所述立架体上设有两个与所述轴承座一一对应连接的升降调节杆。
[0013]
优选地,所述升降调节杆为升降气缸或升降油缸。
[0014]
优选地,所述主动送料辊驱动源为驱动电机,所述驱动电机与所述主动送料辊之间为链带传动连接。
[0015]
优选地,所述调频驱动源为调频电机,所述调频电机与所述收卷辊之间为链带传动连接。
[0016]
优选地,所述张力控制机构与所述收卷机构之间设有料带计数机构,
[0017]
所述料带计数机构包括随动辊、及用于与所述随动辊配合夹持料带的记米轮。
[0018]
优选地,所述计米轮具备朝向所述随动辊贴靠的弹性枢轴位移。
[0019]
本实用新型的有益效果主要体现在:
[0020]
1.能实现收卷张力精确控制,有效防止料带形变及收卷松弛现象,提高了收卷料的产品质量。
[0021]
2.满足不同规格料带的送料及收卷需求,适用范围较广。
[0022]
3.尤为适宜弹性度较大地料带送料收卷作业,应用灵活,易于构建。
附图说明
[0023]
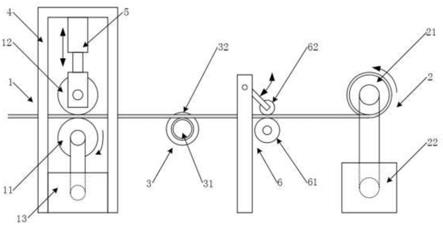
图1是本实用新型用于研磨尼龙基布收卷的张力控制装置的结构示意图。
具体实施方式
[0024]
本实用新型提供用于研磨尼龙基布收卷的张力控制装置。以下结合附图对本实用新型技术方案进行详细描述,以使其更易于理解和掌握。
[0025]
用于研磨尼龙基布收卷的张力控制装置,如图1所示,包括送料机构1和收卷机构2,送料机构1与收卷机构2之间设有张力控制机构3。
[0026]
送料机构1包括垂直向相对设置的主动送料辊11和从动送料辊12、及用于驱动主动送料辊11旋转的主动送料辊驱动源13,从动送料辊12具备升降位移。
[0027]
收卷机构2包括收卷辊21及用于驱动收卷辊旋转的具备转速调节的调频驱动源22。
[0028]
张力控制机构3包括用于支承料带的摩擦辊31、及与摩擦辊31相配接的张力控制传感器32,张力控制传感器32与调频驱动源22相通讯连接。
[0029]
具体地实现过程及原理说明:
[0030]
经过植砂工艺成型的料带经过主动送料辊11与从动送料辊12之间的送料间隙后,再经过摩擦辊31接入收卷辊21。
[0031]
料带在自重状态下,与摩擦辊31之间产生较大地摩擦力,即摩擦辊31表面具备橡胶等增加配合摩擦力的配合材料,在收卷辊21收卷过程中对料带产生一定地牵引力,而该牵引力会通过摩擦辊31传递至张力控制传感器32,张力控制传感器32能监控到牵引力从而控制调频驱动源22的调频转速,从而起到维持牵引力稳定地作用。在牵引力稳定状态下,被收卷料带张力稳定,绕制均匀紧实,不会出现张力过大形变及张力过小松弛现象。
[0032]
张力控制传感器32与调配驱动源22之间的调频通讯属于现有技术,在此不再赘述。
[0033]
需要说明的是,本案中,通过从动送料辊12的升降位移可以调节送料间隙,满足不同厚度的料带送料需求。不同厚度的料带在收卷辊21上绕卷时,随着绕材直径变化与转速关系,其牵引力很难保障,因此采用张力控制传感器32与调配转速相结合的方式,能满足不同厚度料带的牵引力实时调控,从而确保绕制张力稳定。
[0034]
在一个具体实施例中,收卷辊21的旋转方向与主动送料辊11的旋转方向相反。
[0035]
具体地说明,为了满足摩擦辊31与料带相贴合的需求,需要充分考虑的收卷辊21的料带直径变化,假设收卷辊21与主动送料辊11同向旋转,那么就需要收卷辊21的高度足够的低,这样才能确保其收卷端的料带能落在摩擦辊31上。
[0036]
但是,研磨料带本身存在较大地厚度,绕制卷材半径会比较大,随着料带半径增
大,其收卷端会越来越高,不利于与摩擦辊31的配合。
[0037]
因此,本案采用了收卷辊21的旋转方向与主动送料辊11的旋转方向相反的设计,即随着收卷辊21的收料越来越多,其收卷端会越来越低,因此能确保料带与摩擦辊31相贴合,另外,收卷辊21上料带从底部向上绕制,还能借助料带自重维持一定张力,减小张力控制传感器32的张力控制负荷,使得料带绕制较为紧实。
[0038]
在一个具体实施例中,送料机构1包括立架体4,从动送料辊12的两端分别设有轴承座,立架体4上设有两个与轴承座一一对应连接的升降调节杆5。升降调节杆为升降气缸或升降油缸。
[0039]
具体地说明,通过升降调节杆5的升降行程控制,满足对轴承座的高度调节需求,从而实现配合间隙调整,适应不同厚度料带的送料需求。
[0040]
在一个具体实施例中,主动送料辊驱动源13为驱动电机,驱动电机与主动送料辊之间为链带传动连接。调频驱动源22为调频电机,调频电机与收卷辊之间为链带传动连接。
[0041]
具体地说明,链带传动连接即通过链带与齿轮盘的配接,传统作业是采用齿带或者同步带,齿带和同步带为弹性材质,其容易老化及存在延展性,导致传动扭矩损失甚至是断裂,而链带传动方式能减少扭矩损失,提高运行精度及稳定性,且使用寿命较长。
[0042]
在一个具体实施例中,张力控制机构3与收卷机构2之间设有料带计数机构6,料带计数机构包括随动辊61、及用于与随动辊配合夹持料带的记米轮62。计米轮具备朝向所述随动辊贴靠的弹性枢轴位移。
[0043]
即通过计米轮62与随动辊61相配合能实现料带输送长度监控,而弹性枢轴位移能满足不同厚度料带的夹持需求,确保记米轮62与料带随动,计算更准确,适用更广泛。
[0044]
通过以上描述可以发现,本实用新型用于研磨尼龙基布收卷的张力控制装置,能实现收卷张力精确控制,有效防止料带形变及收卷松弛现象,提高了收卷料的产品质量。满足不同规格料带的送料及收卷需求,适用范围较广。尤为适宜弹性度较大地料带送料收卷作业,应用灵活,易于构建。
[0045]
以上对本实用新型的技术方案进行了充分描述,需要说明的是,本实用新型的具体实施方式并不受上述描述的限制,本领域的普通技术人员依据本实用新型的精神实质在结构、方法或功能等方面采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1