一种面粉自动包装生产装置控制系统的制作方法
[0001]
本实用新型涉及自控生产领域,尤其涉及一种面粉自动包装生产装置控制系统。
背景技术:
[0002]
随着科学技术的迅猛发展,生产力水平的不断提高以及智能化设备的大范围工业应用,人们对改善工作环境、智能化生产管理日益重视,在食品、化工等行业对包装质量和包装效率的要求也日益提高,从而引发了包装行业生产过程的快速发展,以适应现代化大生产的趋势。
[0003]
以往的人工包装存有生产效率低、质量参差不齐、浪费严重等问题,生产过程只能靠人工在现场进行实际监视,无法对生产线运行的状态进行实时自动监测,增加了工人的劳动强度,而且这种生产方式监控水平低,生产线的运行成本较高,在人力、物力上造成了极大浪费。
[0004]
传统的面粉包装机械设备,多以电气、液压或气动控制的机械设备为主。面粉包装机械设备有简单、半自动以及全自动之分,如专利公开号为cn105015807a名为《一种面粉包装称重系统》的专利中公开的一种面粉称重及包装系统为半自动控制系统,采用简单的开环控制无法保证面粉生产时称重缝合以及传送的精确度,易造成撒漏等生产浪费。
技术实现要素:
[0005]
本实用新型为解决面粉包装自动化程度较低导致生产效率低生产成本高的问题,提供了一种面粉自动包装生产装置控制系统,设置有供袋机构、取袋机构、整形机构、称重机构、缝合机构和控制系统,采用pid控制方式,使各机构有序作业提高了生产效率,节约了生产成本。
[0006]
为实现上述目的,本实用新型所采用的技术方案是:
[0007]
一种面粉自动包装生产装置控制系统,包括供袋机构、取袋机构、整形机构、称重机构和缝合机构,所述整形机构用于包装袋口撑开,整形机构包括机械臂、工作平台、压轮、第二吸盘、插刀和旋转臂,所述机械臂用于运送包装袋至工作平台,所述压轮用于在工作平台上带动包装袋移动,所述第二吸盘用于将包装袋开口张开,所述旋转臂呈c字型,旋转臂的上端与插刀传动连接、下端与工作平台转动连接,所述插刀用于深入包装袋内部使包装袋处于持续张开状态;
[0008]
所述供袋机构、取袋机构、整形机构、称重机构和缝合机构之间设置有检测机构,所述检测机构包括多个位移传感器和光电传感器,所述位移传感连接有控制系统,所述控制系统用于根据检测机构反馈信号控制供袋机构、取袋机构、整形机构、称重机构和缝合机构顺序工作。
[0009]
进一步地,所述控制系统包括plc控制器。
[0010]
进一步地,所述供袋机构包括工作台和传动带,所述工作台的一侧设置有挡板,所述传动带设置于工作台两端,传动带用于拖动包装袋移动,传动带上设置有第一驱动电机,
所述第一驱动电机与plc控制器之间连接有继电器和接触器,第一驱动电机通过接触器的常开触点连接电源。
[0011]
进一步地,所述取袋机构包括多个伸缩杆、多个第一吸盘和转盘,所述转盘呈圆形,转盘的下端与伸缩杆固定,所述伸缩杆的另一端与第一吸盘固定,伸缩杆与第一吸盘的数量对应,转盘内部设置第二驱动电机,所述第二驱动电机和伸缩杆以及第一吸盘均连接有变频器,所述变频器通过dp总线连接plc控制器,所述转盘的下端设置位移传感,所述位移传感器用于检测包装袋堆放的高度,位移传感器的输出端与plc控制器的模拟量输入端口连接。
[0012]
进一步地,所述称重机构包括料筒、称重平台和压力传感器,所述料筒为上端面积大于下端面积的中空圆台结构,料筒小径端设置有电磁阀,所述电磁阀与plc控制器之间设置有继电器和接触器,电磁阀通过接触器常开触点连接电源,所述称重平台设置于料筒下方,称重平台的台面设置光电传感器,所述光电传感器应用于检测包装袋位置,所述压力传感器设置于称重平台下方,压力传感器和位移传感器分别连接plc控制器的模拟量输入端口。
[0013]
进一步地,所述机械臂设置有第三驱动电机,所述机械臂的抓手位置设置光电传感器,光电传感器用于检测包装袋位置;
[0014]
所述压轮和第二吸盘均沿工作平台对称设置,压轮设置有第四驱动电机,所述第二吸盘设置光电传感器;
[0015]
所述插刀和旋转臂之间设置有第五驱动电机,旋转臂的下端与工作平台之间设置有第六驱动电机;
[0016]
所述第三驱动电机、第四驱动电机、第五驱动电机和第六驱动电机均连接有变频器,所述变频器与plc控制器通过dp总线连接。
[0017]
进一步地,所述缝合机构包括缝合器和传送平台,所述传送平台的横截面呈凹字形结构,缝合器设置于传送平台上部,传送平台对应缝合器位置的一个侧面上端设置有光电传感器,所述光电传感器用于检测包装袋位置,光电传感器与缝合器平行设置,所述传送平台设置有第七驱动电机,所述第七驱动电机连接有继电器和接触器,第七驱动电机通过继电器与plc控制器连接,所述plc控制器与缝合器之间设置有继电器,plc控制器根据光电传感器检测信号控制第七驱动电机和缝合器工作。
[0018]
进一步地,控制系统采用pid控制。
[0019]
进一步地,所述plc控制器连接有上位机和hmi触摸屏,所述上位机用于修改plc控制器参数,上位机和hmi触摸屏与plc控制器通过dp总线通信。
[0020]
通过上述技术方案,本实用新型的有益效果是:
[0021]
本实用新型设置有供袋机构、取袋机构、整形机构、称重机构和缝合机构,所述供袋机构、取袋机构、整形机构、称重机构和缝合机构之间设置有检测机构,所述检测机构包括多个位移传感器和光电传感器,所述位移传感连接有控制系统,所述控制系统用于根据检测机构反馈信号控制供袋机构、取袋机构、整形机构、称重机构和缝合机构顺序工作。使用时,将面粉包装袋放入供袋机构,控制系统控制供袋机构将堆叠码堆好的包装袋运送至取袋机构取袋位置,接着检测机构检测包装袋位置通过控制系统使取袋机构完成取袋作业,包装袋运送至整形机构,控制系统通过检测机构反馈信号控制整形机构对包装袋进行
开口并将开口后的包装袋运送称重机构,称重机构将面粉按照程序装入包装袋,最后再由缝合机构完成缝合,以此来实现面粉包装的全自动作业,提高了生产效率,同时降低了包装过程中的损耗,降低了生产成本。
附图说明
[0022]
图1是本实用新型一种面粉自动包装生产装置控制系统的工作原理图之一。
[0023]
图2是本实用新型一种面粉自动包装生产装置控制系统的工作原理图之二。
[0024]
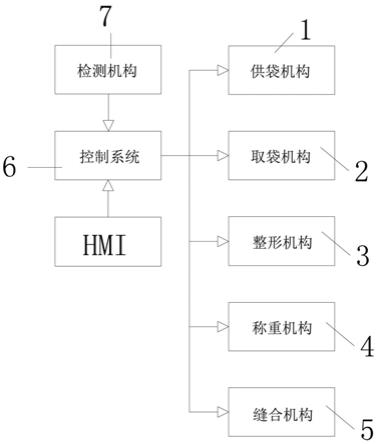
图3是本实用新型一种面粉自动包装生产装置控制系统的系统原理图。
[0025]
图4是本实用新型一种面粉自动包装生产装置控制系统的电气原理图之一。
[0026]
图5是本实用新型一种面粉自动包装生产装置控制系统的电气原理图之二。
[0027]
图6是本实用新型一种面粉自动包装生产装置控制系统的电气原理图之三。
[0028]
图7是本实用新型一种面粉自动包装生产装置控制系统的控制系统io接线图。
[0029]
图8是本实用新型一种面粉自动包装生产装置控制系统的控制系统dp接线图。
[0030]
附图中标号为:1为供袋机构,2为取袋机构,3为整形机构,4为称重机构,5为缝合机构,6为控制系统,7为检测机构,201为转盘,202为伸缩杆,203为第一吸盘,301为机械臂,302为压轮,303为第二吸盘,304为插刀,305为旋转臂。
具体实施方式
[0031]
下面结合附图对本实用新型的具体实施方式做详细描述:
[0032]
如图1~图8所示,一种面粉自动包装生产装置控制系统,包括供袋机构1、取袋机构2、整形机构3、称重机构4和缝合机构5,所述整形机构3用于包装袋口撑开,整形机构3包括机械臂301、工作平台、压轮302、第二吸盘303、插刀304和旋转臂305,所述机械臂301用于运送包装袋至工作平台,所述压轮302用于在工作平台上带动包装袋移动,所述第二吸盘303用于将包装袋开口张开,所述旋转臂305呈c字型,旋转臂305的上端与插刀304传动连接、下端与工作平台转动连接,所述插刀304用于深入包装袋内部使包装袋处于持续张开状态;
[0033]
所述供袋机构1、取袋机构2、整形机构3、称重机构4和缝合机构5之间设置有检测机构7,所述检测机构7包括多个位移传感器和光电传感器,所述位移传感连接有控制系统6,所述控制系统6用于根据检测机构7反馈信号控制供袋机构1、取袋机构2、整形机构3、称重机构4和缝合机构5顺序工作。
[0034]
为优化产品结构,所述控制系统6包括plc控制器。在本实施例中所述plc控制器采用欧姆龙cj2m型控制器,其中包括电源模块cj1w-pa202、cpu模块cj2m-cpu12、接口模块cp1h、数字输入模块id211、模拟输入模块id232、输出模块od211、od212和od233。
[0035]
为了能够将码堆好的包装袋传送至取袋机构2,所述供袋机构1包括工作台和传动带,所述工作台的一侧设置有挡板,所述传动带设置于工作台两端,传动带用于拖动包装袋移动,传动带上设置有第一驱动电机,所述第一驱动电机与plc控制器之间连接有继电器和接触器,第一驱动电机通过接触器的常开触点连接电源。
[0036]
具体的如图3和图6所示,第一驱动电机标号为m1,对应的接触器标号为km1、继电器标号为ka1,所述ka1的线圈与 plc控制器连接,ka1的常开触点连接km1的线圈,所述m1经km1的常开触点连接电源,工作时plc控制器使ka1线圈得电,从而使km1线圈得电常开触点
闭合,m1通电工作,传动带作业将码堆好的包装袋传送至取袋机构2下端。
[0037]
为便于取袋机构2取袋并将包装袋传送至整形结构3,所述取袋机构2 包括多个伸缩杆202、多个第一吸盘203和转盘201,所述转盘201呈圆形,转盘201的下端与伸缩杆202固定,所述伸缩杆202的另一端与第一吸盘203固定,伸缩杆202与第一吸盘203的数量对应,转盘201内部设置第二驱动电机,所述第二驱动电机和伸缩杆202以及第一吸盘203均连接有变频器,所述变频器通过dp总线连接plc控制器,所述转盘201的下端设置位移传感,所述位移传感器用于检测包装袋堆放的高度,位移传感器的输出端与plc控制器的模拟量输入端口连接。
[0038]
具体的,如图1和图4所示,在图中第二驱动电机标号为m2,第二驱动电机用于驱动转盘201转动,伸缩杆202和第一吸盘203的个数均为三个,三个所述伸缩杆202为电动伸缩杆,三个伸缩杆202通过m21、m22和m23电机正反转实现伸缩;三个第一吸盘203分别对应m24、m25和m26三个负压风机,对应的在取袋机构2中变频器数量为3个,变频器的型号为三菱 d700fr-d740-0.4k-cht;plc控制器通过变频器对取袋机构2进行控制。
[0039]
为实现面粉精确称量,所述称重机构4包括料筒、称重平台和压力传感器,所述料筒为上端面积大于下端面积的中空圆台结构,料筒小径端设置有电磁阀,所述电磁阀与plc控制器之间设置有继电器和接触器,电磁阀通过接触器常开触点连接电源,所述称重平台设置于料筒下方,称重平台的台面设置光电传感器,所述光电传感器应用于检测包装袋位置,所述压力传感器设置于称重平台下方,压力传感器和位移传感器分别连接plc控制器的模拟量输入端口。
[0040]
在本实施例中所述压力传感器采用unipulsef701称重显示装置;如图3和图6所示,电磁阀连接有接触器km2,电磁阀与km2的常开触点连接,km2的线圈连接继电器ka2的常开触点,继电器ka2的线圈连接plc控制器。
[0041]
为便于包装袋整形,所述机械臂301设置有第三驱动电机,所述机械臂301的抓手位置设置光电传感器,光电传感器用于检测包装袋位置;
[0042]
所述压轮302和第二吸盘303均沿工作平台对称设置,压轮302设置有第四驱动电机,所述第二吸盘303设置光电传感器;
[0043]
所述插刀304和旋转臂305之间设置有第五驱动电机,旋转臂305的下端与工作平台之间设置有第六驱动电机;
[0044]
所述第三驱动电机、第四驱动电机、第五驱动电机和第六驱动电机均连接有变频器,所述变频器与plc控制器通过dp总线连接。
[0045]
具体的如图5所示,第三驱动电机标号为m3,第三驱动电机用于机械臂301传动,第四驱动电机标号为m4四驱动电机用于拖动压轮302转动,第二吸盘303包括 m31和m32两个负压风机,第五驱动电机标号为m5,第五驱动电机用于带动插刀304转动,第六驱动电机标号为m6,第六驱动电机用于旋转臂305转动,对应的所述变频器的数量为4个,变频器的型号为三菱 d700fr-d740-0.4k-cht;plc控制器通过变频器对整形机构3进行控制。
[0046]
为便于包装袋精准到位,所述缝合机构5包括缝合器和传送平台,所述传送平台的横截面呈凹字形结构,缝合器设置于传送平台上部,传送平台对应缝合器位置的一个侧面上端设置有光电传感器,所述光电传感器用于检测包装袋位置,光电传感器与缝合器平行设置,所述传送平台设置有第七驱动电机,所述第七驱动电机连接有继电器和接触器,第七
驱动电机通过继电器与plc控制器连接,所述plc控制器与缝合器之间设置有继电器,plc控制器根据光电传感器检测信号控制第七驱动电机和缝合器工作。
[0047]
具体的如图3和图6所示,第七驱动电机标号为m7,对应的接触器标号为km3、继电器标号为ka3,所述ka3的线圈与 plc控制器连接,ka3的常开触点连接km3的线圈,所述m7经km3的常开触点连接电源,工作时plc控制器使ka3线圈得电,从而使km3线圈得电常开触点闭合,m7通电工作带动传送平台将装好的面粉放置缝合器位置由缝合器缝合,所述缝合器电机与plc控制器之间通过继电器ka4和接触器km4连接,其接线方式与m7接线方式相同。
[0048]
为便于控制,所述plc控制器连接有上位机和hmi触摸屏,所述上位机用于修改plc控制器参数,上位机和hmi触摸屏与plc控制器通过dp总线通信,所述上位机内设置有基于组态王软件搭建上位机监控管理系统,所述hmi触摸屏采用型号为mt8150ie的触摸屏。
[0049]
在进行面粉自动包装作业时,将堆叠好的包装袋放入供袋机构的工作台,在取袋机构2的转盘201下部设置有位移传感器,当转盘201下部检测不到包装袋时,plc控制器通过ka1使m1工作,m1带动传动带将堆叠的包装袋移动至转盘201下方,此时位移传感器信号发生改变,plc控制器控制m1停机,同时挡板阻挡包装袋惯性位移,将包装袋存放至转盘201下部;
[0050]
接着plc控制器根据位移传感器信号控制取袋机构2作业,通过变频器使伸缩杆202作业使伸缩杆伸长至包装袋上方,第一吸盘203动作将包装袋吸起,其中由于位移传感器持续检测包装袋堆叠高度,plc控制器借此反馈信号信号通过pid方式控制伸缩杆202作业以匹配包装袋堆叠高度,当一摞包装袋被取袋机构2取完,plc控制器根据位移传感器信号再次启动m1使其继续运送包装袋;在第一吸盘203动作后转盘201动作发生偏转将包装袋送至整形机构3作业范围;
[0051]
整形机构3的机械臂301光电传感器检测到包装袋,将包装袋夹紧,plc控制器通过变频器使m3动作,机械臂301将包装袋送至压轮302位置,m4工作,压轮302转动将包装袋传送至第二吸盘303位置,第二吸盘位置光电传感器动作,第二吸盘303两负压风机对称设置于包装袋上下,第二吸盘303将包装袋开口打开,此时m5驱动插刀304偏转伸入包装袋内部,包装袋被完全撑开,m6驱动旋转臂305将插刀304和包装袋移动至称重机构4作业范围,其中机械臂301、轮302、第二吸盘303、插刀304和旋转臂305均采用pid控制。
[0052]
随后,包装袋移动至称重平台,称重平台设置的光电传感器光束被面粉袋阻隔,光电传感器输出变为低电平plc控制器控制电磁阀通电打开,面粉从料筒流入包装袋,压力传感器检测面粉重量,当重量达到设定值,plc控制器控制电磁阀闭合,单袋面粉称重完成;最后m7工作带动传送平台将装好的面粉放置缝合器下方位置,当面粉包装袋移动到缝合器下方位置时传送平台设置的光电传感器信号被阻隔,plc控制器控制m7停机,同时plc控制缝合器对面粉包装袋进行缝合,面粉自动包装作业完成。
[0053]
以上所述之实施例,只是本实用新型的较佳实施例而已,并非限制本实用新型的实施范围,故凡依本实用新型专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1