一种过滤吸收器端盖组装用箱体自动上下料装置的制作方法
1.本实用新型涉及过滤吸收器生产领域,具体为一种过滤吸收器端盖组装用箱体自动上下料装置。
背景技术:
2.人防专用过滤吸收器,其安装于平战结合工事的滤毒通风系统中,通过自有基激发器、精滤器、滤毒器除去空气中的化学毒剂、生物战剂和放射性灰尘,杀灭截留在精滤器单元上的微生物细菌,防止生物战剂大量繁殖或发生迁移,向工事内提供清洁的空气。
3.过滤吸收器主要由自由基激发器、精滤器单元、滤毒器单元、进出风扩散器、盲盖等部件组成;上述的自由基激发器、精滤器单元、滤毒器单元设置在箱体内,进出风扩散器为设置在箱体两端的端盖,所述盲盖设置在所述端盖上。
4.现有技术中,箱体与端盖配合的两端、端盖与箱体配合的一端均设有用于装配的围边,当端盖安装在箱体的端部时,其通过端盖在下,箱体在上的布置方式,再采用旋压机将装配板通过旋转弯折的方式将箱体、端盖上的围边压合。
5.现有技术的问题存在于,上述安装方式中,盖体和箱体均为人工放置在旋压机上;旋压机设有容纳端盖且与端盖形状相匹配的腔体,人工放置时操作简单;但对于箱体的放置,其在安装时是直立在盖体上的,同时旋压机的工作台较大,人工放置时操作难度大,费时费力。
6.所以本申请所要解决的技术问题是:如何实现过滤吸收器端盖组装时箱体的自动上下料,降低操作人员的劳动强度,提高生产效率。
技术实现要素:
7.本实用新型的目的在于提供一种过滤吸收器端盖组装用箱体自动上下料装置,该过滤吸收器端盖组装用箱体自动上下料装置有效地实现了过滤吸收器端盖组装时箱体的自动上下料,取代箱体的人工上下料,降低工作人员的劳动强度,提高生产效率。
8.为实现上述目的,本实用新型提供如下技术方案:一种过滤吸收器端盖组装用箱体自动上下料装置,包括机架,所述机架上设有可升降的抓取单元,所述抓取单元通过一设置在机架上的驱动单元驱动往复移动;所述抓取单元包括用于抓取或放下箱体的对称布置的2组吸盘组,所述吸盘组可相对伸缩。
9.在上述的过滤吸收器端盖组装用箱体自动上下料装置中,所述抓取单元还包括升降架,所述升降架上设有驱动吸盘组伸缩的第一伸缩气缸,所述吸盘组包括多个设置在第一伸缩气缸动力输出端上的吸盘,所述吸盘为呈发散状布置。
10.在上述的过滤吸收器端盖组装用箱体自动上下料装置中,所述抓取单元还包括设置在升降架上用于抓取时箱体对位的对位板,所述对位板为对称布置在吸盘组的两侧的且可相对伸缩的2个;所述对位板的伸缩方向垂直于所述吸盘的伸缩方向。
11.在上述的过滤吸收器端盖组装用箱体自动上下料装置中,所述对位板通过一第二
伸缩气缸驱动伸缩,所述升降架上设有驱动第二伸缩气缸沿着吸盘组伸缩方向伸缩的第三伸缩气缸。
12.在上述的过滤吸收器端盖组装用箱体自动上下料装置中,所述第三伸缩气缸的动力输出端上设有安装板,所述第二伸缩气缸固定连接在安装板上。
13.在上述的过滤吸收器端盖组装用箱体自动上下料装置中,所述驱动单元包括设置在机架上的可往复移动的移动板,所述移动板上设有用于动力输出端垂直于水平面向下布置的升降气缸,所述升降架设置在升降气缸的动力输出端上。
14.在上述的过滤吸收器端盖组装用箱体自动上下料装置中,所述机架上设有驱动移动板往复移动的丝杆,所述移动板的一端与所述丝杆配合;所述机架上还设有与移动板另一端配合的滑轨;所述丝杆通过一设置在机架上的电机驱动转动。
15.与现有技术相比,本实用新型的有益效果是:
16.本实用新型通过可相对伸缩的吸盘组实现所述箱体的抓取或放下,取代过滤吸收器端盖安装时的人工放置箱体,有效地降低了工作人员的劳动强度,提高了生产效率;
17.同时,所述对位板的设置有利于调整待装配箱体在被吸盘组抓取时的位置,保证抓取工作的正常进行,提高工作的可靠性。
附图说明
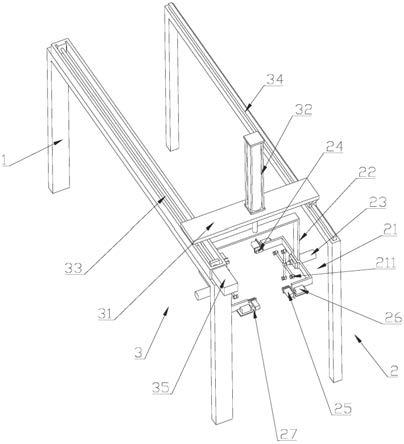
18.图1为本实用新型的实施例1的立体图;
19.图2为本实用新型的实施例1的俯视图。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.实施例1
22.请参阅图1~2,一种过滤吸收器端盖组装用箱体自动上下料装置,包括机架1,所述机架1上设有可升降的抓取单元2,所述抓取单元2通过一设置在机架1上的驱动单元3驱动往复移动;所述抓取单元2包括用于抓取或放下箱体的对称布置的2组吸盘组21,所述吸盘组21可相对伸缩。
23.在实际应用中,待装配的箱体经外设输送装置输送翻转后到达待抓取位置时,其为长度方向竖直布置的待装配状态,其只需要将其保持在待装配状态并将其从外设输送装置转移到外设装配端盖和箱体的设备上;
24.其具体工作过程为:当箱体到达待抓取位置时,所述抓取单元2下降,使吸盘组21下降到对应待抓取箱体的位置,再由所述吸盘组21伸出并与箱体贴合,外设气泵抽气,使吸盘组21吸住箱体,抓取单元2上升并在驱动单元3的作用下移动,将待装配箱体移动到外设装配设备处,抓取单元2下降并将待装配箱体放置在外设装配设备上,外设气泵供气,使吸盘211松开待装配箱体,完成待装配箱体上料动作;
25.当外设装配设备完成箱体与端盖的装配后,所述吸盘组21在抓取单元2的升降和
移动的作用下完成装配后箱体的下料动作。
26.优选地,所述抓取单元2还包括升降架22,所述升降架22上设有驱动吸盘组21伸缩的第一伸缩气缸23,所述吸盘组21包括多个设置在第一伸缩气缸23动力输出端上的吸盘211,所述吸盘211为呈发散状布置。
27.具体来说,所述第一伸缩气缸23的设置使吸盘组21在工作时能贴合待装配箱体的外壁,同时通过第一伸缩气缸23驱动吸盘组21伸缩可避免吸盘组21与待装配箱体产生干涉,保证其工作的正常进行;
28.所述吸盘211呈发散状布置,作为其布置方式的具体实现,所述第一伸缩气缸23的输出端上设有安装板27,所述吸盘组21设有安装座,所述安装座固定在安装板27上,所述安装座上设有发散状布置的安装杆,所述吸盘211设置在所述安装杆上。
29.作为本实施例优选方案的具体实现,所述吸盘211为均匀布置的4个,其有效地实现了待装配箱体抓取的稳定性。
30.优选地,所述抓取单元2还包括设置在升降架22上用于抓取时箱体对位的对位板24,所述对位板24为对称布置在吸盘组21的两侧的且可相对伸缩的2个;所述对位板24的伸缩方向垂直于所述吸盘211的伸缩方向。
31.具体来说,待装配箱体在外设输送装置上的输送是放置在一托盘上的,每一个待装配箱体到达待抓取位置的时,其在托盘上的位置都不一样,所述对位板24的设置有利于调整待装配箱体在被吸盘组21抓取时的位置,保证抓取工作的正常进行,提高工作的可靠性;
32.所述2组吸盘组21的两侧均设有对位板24。
33.优选地,所述对位板24通过一第二伸缩气缸25驱动伸缩,所述升降架22上设有驱动第二伸缩气缸25沿着吸盘组21伸缩方向伸缩的第三伸缩气缸26。
34.具体来说,所述第二伸缩气缸25驱动所述对位板24以垂直于吸盘组21伸缩方向的方式伸缩,更优选地,所述对位板24上可设有橡胶板等软质材料,防止对位时损伤待装配箱体。
35.作为本实施例优选方案的具体实现,所述第三伸缩气缸26的动力输出端上设有安装板27,所述第二伸缩气缸25固定连接在安装板27上。
36.优选地,所述驱动单元3包括设置在机架1上的可往复移动的移动板31,所述移动板31上设有用于动力输出端垂直于水平面向下布置的升降气缸32,所述升降架22设置在升降气缸32的动力输出端上。
37.作为本实施例优选方式的具体实现,所述机架1上设有驱动移动板31往复移动的丝杆33,所述移动板31的一端与所述丝杆33配合;所述机架1上还设有与移动板31另一端配合的滑轨34;所述丝杆33通过一设置在机架1上的电机35驱动转动。
38.所述移动板31还可以通过电机35驱动皮带的方式驱动移动,若采用电机35驱动皮带的方式驱动移动板31,所述移动板31固定连接在皮带上。
39.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含
义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1