固定式喂丝机链条清洁润滑装置的制作方法
[0001]
本实用新型属于烟草自动化控制技术领域,涉及一种固定式喂丝机链条清洁润滑装置。
背景技术:
[0002]
目前,我国烟草行业制丝车间喂料机输送带均采用链条传动,由于制丝车间空气潮湿、粉尘多,容易造成传动链条生锈及灰尘污渍附着,从而影响链条传动效果及链条、电机的使用寿命,故需要经常对链条进行日常维护保养,人工清理链条上附着的锈迹和灰尘,并对链条进行润滑处理。
[0003]
由于工艺现场空间狭小,工作人员不易进入,导致链条上的污渍清理及链条日常润滑维护保养需要耗费大量劳动力和时间,且不能按时按量完成清理、润滑,清理及润滑效果不明显,造成链条在长期运行过程中,生锈严重、摩擦力增大,产生刺耳的噪音并且增大牵引电机的阻力,使牵引电机及链条的使用寿命缩短。
技术实现要素:
[0004]
为了达到上述目的,本实用新型提供一种固定式喂丝机链条清洁润滑装置,使用多个刷子及时清除链条上的锈渍及附着物,采用润滑油对传动链条进行定时、定点、定量润滑,传动链条的清洁、润滑效果增强,传动链条与牵引电机的摩擦减小,传动链条和电机的使用寿命延长,进而使工作人员的工作强度降低,传动链条清洁、润滑成本减少。
[0005]
本实用新型所采用的技术方案是,固定式喂丝机链条清洁润滑装置,包括齿轮座,所述齿轮座上转动连接有动力齿轮,所述动力齿轮与链条啮合,所述链条远离动力齿轮一侧等间距设置有金属凸起,所述齿轮座还与垫板一端固定,所述垫板远离齿轮座一端设有第一腰孔,润滑防护罩一端穿过第一腰孔与螺栓固定,所述润滑防护罩另一端与计数传感器固定,所述润滑防护罩为与动力齿轮轮廓线弧度相同的弧形结构,所述润滑防护罩罩设在动力齿轮旁侧;
[0006]
所述润滑防护罩上设有四个第二腰孔,除锈铜刷、除尘鬃刷a、润滑油嘴和除尘鬃刷b分别穿过所述第二腰孔内与螺栓固定,所述除锈铜刷、除尘鬃刷a、润滑油嘴和除尘鬃刷b沿垫板到计数传感器方向依次排布,所述除锈铜刷、除尘鬃刷a、润滑油嘴和除尘鬃刷b的刷头朝向动力齿轮;
[0007]
所述计数传感器的信号输出端与plc的x0端口连接,所述plc的两个y0端口分别与二位三通电磁阀的线圈两端连接,所述二位三通电磁阀的进口与手拉阀的出气口连接,所述二位三通电磁阀的两个出口分别与两个隔膜泵的进气口连接,所述手拉阀的进气口与气源连接,所述手拉阀的出气口还与调压阀的进口连接,所述调压阀的出口与储油杯的进口连接,所述储油杯的出口分别与两个隔膜泵的进油口连接,两个所述隔膜泵的出油口分别与两个润滑油嘴的进油口连接;
[0008]
所述计数传感器的电源端、plc的电源输入端、二位三通电磁阀的电源端均与开关
电源的输出端连接,所述开关电源的输入端与220v电源连接。
[0009]
进一步的,所述开关电源与220v电源间还设有工作状态指示灯-红、电源开关按钮和空气开关,所述开关电源的输入端与工作状态指示灯-红一端连接,所述工作状态指示灯-红另一端与电源开关按钮一端连接,所述电源开关按钮另一端与空气开关的输出端连接,所述空气开关的输入端与220v电源连接。
[0010]
进一步的,所述计数传感器为接近开关,型号为ct4-s12-3e。
[0011]
进一步的,所述plc的型号为zg3-30r-7。
[0012]
进一步的,所述隔膜泵的型号为alip1100-01。
[0013]
进一步的,所述开关电源的24v端口与plc的y1端口之间连接有工作状态指示灯-绿。
[0014]
本实用新型的有益效果是:本实用新型能够根据实际情况调整刷子与链条之间的距离,使用合适的力度清除链条上的锈迹和附着物,还能定时、定量的润滑链条,提高链条的清洁、润滑效果,减小了传动链条与牵引电机的摩擦,延长了链条和电机的使用寿命,降低了工作人员的工作强度,并节约了传动链条清洁、润滑的投入成本。
附图说明
[0015]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0016]
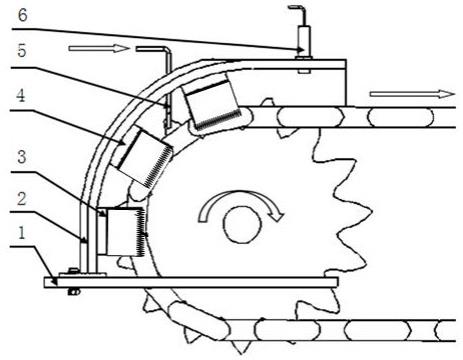
图1是本实用新型的结构图。
[0017]
图2是图1的左视图。
[0018]
图3是本实用新型的电气原理图。
[0019]
图4是本实用新型的气路原理图。
[0020]
图中,1.垫板,2.润滑防护罩,3.除锈铜刷,4.除尘鬃刷a,5.润滑油嘴,6.计数传感器,7.plc,8.工作状态指示灯-绿,9.二位三通电磁阀,10.开关电源,11.工作状态指示灯-红,12.电源开关按钮,13.空气开关,14.气源,15.手拉阀,16.调压阀,17.储油杯,18.隔膜泵。
具体实施方式
[0021]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0022]
如图1、图2所示,固定式喂丝机链条清洁润滑装置结构包括齿轮座(图中未画出),齿轮座上转动连接有动力齿轮,动力齿轮与链条啮合,链条远离动力齿轮一侧等间距设置有金属凸起,齿轮座还与垫板1一端固定,垫板1远离齿轮座一端开设有第一腰孔,润滑防护罩2一端穿过第一腰孔与螺栓固定,润滑防护罩2另一端与计数传感器6固定,润滑防护罩2为与动力齿轮轮廓线弧度相同的弧形结构,润滑防护罩2罩设在动力齿轮旁侧,润滑防护罩
2上设有四个第二腰孔,除锈铜刷3、除尘鬃刷a4、润滑油嘴5和除尘鬃刷b分别穿过四个第二腰孔与螺栓固定,除锈铜刷3、除尘鬃刷a4、润滑油嘴5和除尘鬃刷b沿垫板1到计数传感器6方向依次设置,除锈铜刷3、除尘鬃刷a4、润滑油嘴5和除尘鬃刷b的刷头均朝向动力齿轮;计数传感器6的信号输出端与plc7的x0端口连接,plc7的两个y0端口分别与二位三通电磁阀9的线圈两端连接,如图4所示二位三通电磁阀9的进口与手拉阀15的出气口连接,二位三通电磁阀9的两个出口分别与两个隔膜泵18的进气口连接,手拉阀15的进气口与气源14连接,手拉阀15的出气口还与调压阀16的进口连接,调压阀16的出口与储油杯17的进口连接,储油杯17的出口分别与两个隔膜泵18的进油口连接,两个隔膜泵18的出油口分别与两个润滑油嘴5的进油口连接。
[0023]
如图3所示plc7的电源输入端、二位三通电磁阀9和计数传感器6的电源端均与开关电源10的输出端连接,开关电源10的输入端与工作状态指示灯-红11一端连接,工作状态指示灯-红11另一端与电源开关按钮12一端连接,电源开关按钮12另一端与空气开关13的输出端连接,空气开关13的输入端与220v电源连接,所述开关电源10的+24v与plc7的y1端口之间连接有工作状态指示灯-绿8,当plc7输出高低电平信号控制隔膜泵18进行润滑操作时,工作状态指示灯-绿8发光提示工作人员。
[0024]
计数传感器6为接近开关,选用的是南京施特劳科技有限公司生产的ct4-s12-3e1,plc7的型号为zg3-30r-7,当动力齿轮带动链条转动时,接近开关检测链条上的金属凸起,当检测到金属凸起时接近开关输送高电平至plc7,当检测不到金属凸起时输送低电平至plc7,plc7接收到的高低电平信号每转换一次就计数一次。
[0025]
二位三通电磁阀9的型号为vt307-5g-01-f,手拉阀15的型号为xq230422 g1/8,调压阀16的型号为ar20-01be,隔膜泵18的型号为alip1100-01,隔膜泵18每动作一次能定量喷射50mm
³
润滑油,开关电源10的型号为s-150-24,工作状态指示灯(红&绿)选用红波按钮制造有限公司生产的laso-a3y-dg-24v,电源开关按钮12选用红波按钮制造有限公司生产的lao-a3y-22z/r/220v,空气开关13的型号为dz47-63(c)/2p6a。
[0026]
本实用新型在工作过程中,将垫板1固定在齿轮座上,润滑防护罩2一端穿过第一腰孔与螺栓固定,在润滑防护罩2另一端固定计数传感器6,除锈铜刷3、除尘鬃刷a4、润滑油嘴5和除尘鬃刷b分别穿过四个第二腰孔内与螺栓固定,除锈铜刷3、除尘鬃刷a4、润滑油嘴5和除尘鬃刷b依次远离垫板1,启动动力齿轮,动力齿轮带动其上啮合的链条相对于垫板1和润滑防护罩2转动,润滑防护罩2上固定的除锈铜刷3、除尘鬃刷a4和除尘鬃刷b依次对链条上的锈迹和附着物进行清理;清理过程中可以实时调整润滑防护罩2在第一腰孔内的位置,以及除锈铜刷3、除尘鬃刷a4和除尘鬃刷b在第二腰孔内的位置,改变各清洁装置与链条贴合的紧密程度,以增强清洁效果。
[0027]
在润滑过程中开关电源10将220v电压转换为24v电压为计数传感器6、plc7和二位三通电磁阀9供电,通过按压电源开关按钮12可以控制该供电的通断,使用空气开关13对供电过程进行保护,防止电路电流超过额定电流烧毁电路,使用工作状态指示灯-红11对供电通断进行显示;plc7中存储有用户预设的润滑开始时间、计数终值和润滑次数终值,当plc7实时读取的时间信息与用户预设的润滑开始时间相同时plc7开始计数,当计数值等于预设的计数终值时plc7控制润滑油嘴5润滑一次,并将计数值清零、润滑次数加一,当润滑次数到达预设的润滑次数终值时plc7停止润滑操作,并将计数值和润滑次数清零。
[0028]
所述plc7的计数、控制润滑操作过程如下:链条转动过程中接近开关检测到金属凸起时为plc7提供高电平信号,检测不到金属凸起时为plc7提供低电平信号,高低电平信号每转换一次,plc7便计数一次,当plc7的计数值达到预设的计数值时,plc7的y0接口输出一次高电平信号至二位三通电磁阀9,二位三通电磁阀9得电导通,气源14通过二位三通电磁阀9输送气压至隔膜泵18推动其内部隔膜往复,将储油杯17输送至隔膜泵18内的润滑油定量地输送至润滑油嘴5,润滑油嘴5对链条进行润滑,plc7清空计数值重新开始计数,并更新润滑次数加一,然后plc7继续输出低电平信号,二位三通电磁阀9断电关闭。
[0029]
隔膜泵18动作后其内部隔膜在弹簧作用复位,手拉阀15闭合,气源14输送气流通过调压阀16为储油杯17提供持续恒定的压力,储油杯17内的润滑油在气压作用下通过油管输送至隔膜泵18,为下一次润滑提供润滑油;重复上述过程直至润滑次数达到预设的润滑次数终值,停止润滑操作并清空当前的润滑数据。
[0030]
本实用新型在使用过程中能够实时调整润滑防护罩2与各刷头的位置,使各刷头与链条能够紧密接触,以提高其清洁效果,本实用新型还通过plc7控制隔膜泵18定时定量地为链条进行润滑操作,提高了润滑操作的效果和自动化程度,延长了链条和电机的使用寿命,避免了润滑油的浪费,减轻了工作人员的劳动强度。
[0031]
本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
[0032]
以上所述仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。凡在本实用新型的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1