一种橡皮泥包装机的制作方法
1.本实用新型属于橡皮泥包装技术领域,具体地说是涉及一种橡皮泥包装机。
背景技术:
2.橡皮泥属于彩泥的前身,一直以来,橡皮泥就成了孩子们最喜爱的玩具。最开始的橡皮泥只有灰白一种颜色,但随后的几年里橡皮泥就有了各种各样的颜色和香味。包括夜光的、金色、银色、香波味、刮胡水味等等。
3.现有的橡皮泥常常是采用自封袋将不同颜色的橡皮泥定量进行封装,封装的方式往往为人工将定量的橡皮泥填入到自封袋内,然后手工将自封袋挤压压平,然后将自封袋的封口挤压封闭,封闭之后再一次的将自封袋进行压平即可。传统的封装方式虽然能很好的解决橡皮泥封装的问题,但是由于操作方式较为繁琐,封装效率低下,并且人工进行封装定量的精准度也较低;此外,人工封装过程中往往采用手压的方式进行压平,那么就导致压平后的压平面不够齐整。
技术实现要素:
4.本实用新型的目的是提供一种橡皮泥包装机,其意在解决背景技术中存在的技术问题。
5.为解决上述技术问题,本实用新型的目的是这样实现的:
6.一种橡皮泥包装机,包括
7.至少一个灌装组件,所述灌装组件包括供料组件、定量组件以及推料组件,待灌装的橡皮泥位于所述供料组件内,所述定量组件包括固定容积的容置腔,所述供料组件可将待灌装的橡皮泥送入所述容置腔内;
8.至少一个开袋组件,所述开袋组件可将位于所述开袋组件内的自封袋的袋口打开至设定开度;在所述开袋组件将所述自封袋袋口打开后,所述推料组件可将位于所述容置腔内待灌装的橡皮泥经由所述袋口推入至所述自封袋内;
9.封口组件,包括压平组件以及压口组件,所述压平组件具有一楔形的压平通道,所述压口组件位于所述压平通道内,将所述压平通道分隔为第一压平通道和第二压平通道,装有橡皮泥的自封袋由所述压平组件的入口进入第一压平通道内,并经过所述压口组件将所述自封袋的袋口封闭后进入第二压平通道内,随后由所述第二压平通道的出口移出。
10.在上述方案的基础上并作为上述方案的优选方案:所述供料组件包括挤出机,所述推料组件包括推杆、推杆驱动机构、竖直往复推料机构以及水平往复推料机构,所述推杆的一端位于所述容置腔内,另一端固设于所述推杆驱动机构的输出端,所述容置腔、推杆以及推杆驱动机构固设于所述水平往复推料机构的输出端,所述水平往复推料机构固设于所述竖直往复推料机构的输出端;所述容置腔、推杆以及推杆驱动机构借助所述竖直往复推料机构输出端的运动由灌装工位的正前方切换至装袋工位的正前方;所述容置腔、推杆以及推杆驱动机构借助所述水平往复推料机构输出端的运动进入到所述灌装工位和装袋工
位;所述开袋机组件位于所述装袋工位,在所述开袋组件将所述自封袋的袋口打开后且在所述容置腔、推杆以及推杆驱动机构位于所述装袋工位时,所述水平往复推料机构带动所述容置腔、推杆以及推杆驱动机构向所述自封袋移动,使所述容置腔背离所述推杆的一侧的开口由所述袋口进入到所述自封袋内,所述推杆驱动机构带动所述推杆进一步向容置腔内移动,迫使所述容置腔内的容置物由所述容置腔上背离所述推杆一侧的开口排出到所述自封袋内。
11.在上述方案的基础上并作为上述方案的优选方案:在所述容置腔位于所述灌装工位时,所述水平往复推料机构带动所述容置腔朝向所述挤压机的出口移动,使得所述容置腔背离所述推杆一侧的开口插入所述挤出机的出口。
12.在上述方案的基础上并作为上述方案的优选方案:所述挤出机的出口设置有切刀。
13.在上述方案的基础上并作为上述方案的优选方案:所述开袋组件包括自封袋暂存区以及开袋机构,所述开袋机构包括上吸盘组件、下吸盘组件、吸盘竖直往复运动机构以及吸盘水平往复运动机构,所述吸盘竖直往复运动机构固设于所述吸盘水平往复运动机构的输出端,所述下吸盘组件固设于所述吸盘竖直往复运动机构的输出端,所述上吸盘组件固设于所述自封袋暂存区一侧,所述上吸盘组件与所述容置腔相对应,所述下吸盘组件位于所述自封袋暂存区的正下方;所述自封袋暂存区朝向所述下吸盘组件的一端具有一出袋通道,所述下吸盘组件借助所述吸盘水平往复运动机构输出端的运动由所述自封袋暂存区的下方与所述上吸盘组件的下方之间切换;在所述下吸盘组件位于所述自封袋暂存区下方时,借助所述吸盘竖直往复运动机构上移至出袋通道处将自封袋暂存区内的自封袋吸附后下移,将自封袋经由出袋通道拉出;在所述下吸盘组件位于所述上吸盘组件下方时,借助所述吸盘竖直往复运动机构上移使上吸盘组件将自封袋背离所述下吸盘组件一侧吸附后下移,将自封袋的袋口拉开。
14.在上述方案的基础上并作为上述方案的优选方案:所述压平组件包括多组并排设置的上滚压轮组、多组并排设置的下滚压轮组、环绕在上滚压轮组外部的上输送带以及环绕在下滚压轮组外部的下输送带,所述上输送带和所述下输送带之间围合出所述压平通道,所述上滚压轮组和所述下滚压轮组之间的间距由所述压平组件的入口像其出口逐渐减小;所述压口组件包括两个对称设置的第一压口滚轮和第二压口辊轮。
15.在上述方案的基础上并作为上述方案的优选方案:所述封口组件还包括封口驱动机构,所述封口驱动机构包括驱动电机和第一传动组件、第二传动组件以及第三传动组件,所述第一传动组件将所述封口驱动机构的动力传递至第一压口辊轮,所述第二传动组件将所述第一压口辊轮的动力传递至第二压口辊轮,所述第三传动组件将所述第二压口辊轮的动力传递至上滚压轮组。
16.在上述方案的基础上并作为上述方案的优选方案:所述第一压口辊轮和所述第二压口辊轮分别固设于所述上滚压轮组和下滚压轮组的两个相对设置的辊轮上。
17.在上述方案的基础上并作为上述方案的优选方案:所述第一压口辊轮和第二压口辊轮的外径相等且大于所述下滚压轮组和所述上滚压轮组的外径,所述第二传动组件的传动比为一,所述第三传动组件的传动比小于一。
18.在上述方案的基础上并作为上述方案的优选方案:所述压平组件向其入口侧继续
延伸出一延伸段,所述开袋组件、定量组件以及推料组件位于所述下滚压轮组的延伸段一侧。
19.本实用新型相比现有技术突出且有益的技术效果是:通过灌装组件对橡皮泥进行定量,然后通过开袋组件将自封袋的袋口打开,随后灌装组件将定量后的橡皮泥注入到自封袋内,代替人工完成橡皮泥的装填;然后通过封口组件的压平组件代替人工将自封袋挤压压平,然后通过压口组件将自封袋的封口挤压封闭,封闭之后再一次的通过压平组件将自封袋进行第二次压平。很好的解决了传统的手工封装方式操作方式繁琐,封装效率低下,并且人工进行封装定量的精准度也较低的问题;此外,通过压平组件压平后的橡皮泥相对比人工封装的橡皮泥平整度更高,一致性更好,解决了采用手压的方式导致压平后的压平面不够齐整的问题。
附图说明
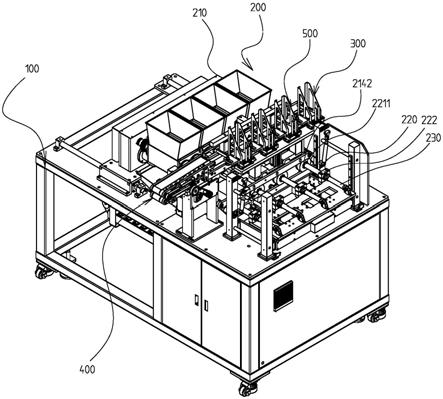
20.图1是本实用新型的整体结构立体示意图;
21.图2是本实用新型主要结构左视图;
22.图3是本实用新型主要结构前视图;
23.图4是本实用新型主要结构俯视图;
24.图5是本实用新型的主要结构立体示意图;
25.图6是封口装置结构立体示意图;
26.图7是封口装置另一角度的立体示意图;
27.图8是封口装置前视图;
28.图9是封口装置后视图。
具体实施方式
29.为使本申请的目的、技术方案和优点更加清楚,下面将结合实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本申请一部分实施例,而不是全部实施例。基于已给出的实施例,本领域普通技术人员在未做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
30.在本申请的描述中,需要理解的是,术语“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。
31.在本申请的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
32.详见图1-9,一种橡皮泥包装机,包括
33.至少一个灌装组件200,灌装组件200包括供料组件210、定量组件220以及推料组件230,待灌装的橡皮泥位于供料组件210内,定量组件220包括固定容积的容置筒221,容置筒221中空形成容置腔,供料组件210可将待灌装的橡皮泥送入容置腔221内;供料组件210包括伺服电机211、传动组件212、送料组件213、挤出机214以及料桶215,料桶215固设于送料组件213上方,送料组件213位于挤出机214的入口上方,送料组件213包括两个对称设置
的送料棍,伺服电机211通过送料组件213带动挤出机运行的同时也带动两送料棍相向转动将料桶215内的橡皮泥补入到挤出机214内,通过挤出机214的作用将橡皮泥从挤出机出口2141挤出;优选挤出机214为螺杆挤出机,那么就可以通过控制伺服电机211转动的圈数来控制挤出机的螺杆转动圈数,那么就可以对橡皮泥的挤出量进行控制。进一步优选推料组件230包括推杆2311、推杆驱动机构231、竖直往复推料机构235以及水平往复推料机构233,推杆2311的一端位于容置筒221的容置腔内,另一端固设于推杆驱动机构231的输出端,容置筒221、推杆2311以及推杆驱动机构231固设于水平往复推料机构233的输出端,水平往复推料机构233固设于竖直往复推料机构235的输出端2351;容置筒221、推杆2311以及推杆驱动机构231借助竖直往复推料机构输出端2351的运动由灌装工位的正前方切换至装袋工位的正前方;容置筒221、推杆2311以及推杆驱动机构231借助水平往复推料机构233输出端的运动进入到灌装工位和装袋工位;本实施方式优选水平往复推料机构233包括伺服电机以及丝杆螺母副结构,这样通过对伺服电机转速以及转动圈数的控制便可以实现对丝杆螺母副的螺母移动速度和移动距离进行精确的控制。
34.在容置筒221位于灌装工位时,水平往复推料机构233带动容置筒221朝向挤压机出口2141移动,使得容置筒221背离推杆一侧的开口插入挤出机的出口2141处,那么此时启动供料组件210便可以通过挤出机将橡皮泥挤入到容置筒221的容置腔内,由于容置腔的体积固定,并且通过伺服电机转动的圈数便可以实现对供入到容置筒221内的橡皮泥进行准确的定量。
35.至少一个开袋组件300,开袋组件300可将位于开袋组件300内的自封袋600的袋口打开至设定开度;在开袋组件300将自封袋袋口打开后,推料组件230可将位于容置筒221的容置腔内待灌装的橡皮泥经由袋口推入至自封袋内;具体的,开袋组件300包括自封袋暂存区310以及开袋机构320,开袋机构320包括上吸盘组件321、下吸盘组件322、吸盘竖直往复运动机构324以及吸盘水平往复运动机构326,吸盘竖直往复运动机构324固设于吸盘水平往复运动机构326的输出端,下吸盘组件322固设于吸盘竖直往复运动机构324的输出端,上吸盘组件321通过固定支架325固设于自封袋暂存区310一侧,上吸盘组件321与容置筒221的容置腔相对应,下吸盘组件322位于自封袋暂存区310的正下方;自封袋暂存区310朝向下吸盘组件322的一端具有一出袋通道311,下吸盘组件322借助吸盘水平往复运动机构输出端326的运动由自封袋暂存区310的下方与上吸盘组件321的下方之间切换;在下吸盘组件32位于自封袋暂存区310下方时,借助吸盘竖直往复运动机构324上移至出袋通道311处将自封袋暂存区30内的自封袋吸附后下移,将自封袋经由出袋通道311拉出;在下吸盘组件322位于上吸盘组件321下方时,借助吸盘竖直往复运动机构324上移使上吸盘组件321将自封袋背离下吸盘组件322一侧吸附后下移,将自封袋的袋口拉开。
36.需要说明的是,自封袋暂存区310位于出袋通道311处设置有限制组件,限制组件将自封袋暂存区310内的自封袋进行限制,从而避免自封袋暂存区310内的自封袋通过出袋通道311自由落下;在下吸盘组件322通过出袋通道311将自封袋由出袋通道311向外暴露的部分吸附后,在吸盘竖直往复运动机构324的带动下克服限制组件的限制阻力,那么就可以将自封袋经由出袋通道311拉出。此外,还需要说明的是上吸盘组件321和下吸盘组件322均由吸盘和真空发生器组成,其结构与工作原理与现有技术无异,这里不在赘述。
37.当开袋组件300位于装袋工位,在开袋组件300将自封袋600的袋口打开后且在容
置筒221、推杆2311以及推杆驱动机构231位于装袋工位时,水平往复推料机构233带动容置筒221、推杆2311以及推杆驱动机构231向自封袋600移动,使容置筒221背离推杆2311的一侧的开口由袋口进入到自封袋内,推杆驱动机构231的输出端带动推杆2311进一步向容置筒221的容置腔内移动,优选推杆2311与容置腔间隙配合,从而在推杆2311向容置腔内移动的过程中便会迫使容置腔内的橡皮泥由容置腔上背离推杆2311一侧的开口排出到自封袋内,从而实现将橡皮泥灌装到自封袋内。
38.进一步的,考虑到橡皮泥具有一定的粘性,在供料组件向容置筒221内补充结束后如果直接进行分离,将会由于橡皮泥的粘性作用导致部分橡皮泥出线拉丝的情况,那么久需要及时的将挤出机的出口与容置筒221处的橡皮泥切断,为此本实施方式在挤出机的出口2141处设置有切刀2142,切刀2142通过气缸2143以及连杆2144进行驱动,当给料结束后,气缸2143带动连杆2144摆动,从而带动切刀2142下移将挤出机出口2141处的橡皮泥切断。
39.封口组件400,包括压平组件420以及压口组件430,压平组件420具有一楔形的压平通道,压口组件430具有一压口通道b,压口通道c位于压平通道内将所述压平通道分隔为第一压平通道a和第二压平通道c,装有橡皮泥的自封袋由压平组件420的入口进入第一压平通道a内,经过第一压平通道a的挤压使得自封袋进行第一次压平,在经过压口通道b后通过压口组件将自封袋的袋口封闭后进入第二压平通道c内,经过第二压平通道a的挤压使得自封袋进行第二次压平,随后由第二压平通道c的出口移出,从而实现自封袋的压平以及封口。
40.具体的,压平组件420包括多组并排设置的上滚压轮组421、多组并排设置的下滚压轮组422、环绕在上滚压轮组421外部的上输送带470以及环绕在下滚压轮组422外部的下输送带480,上输送带470和下输送带480之间围合出第一压平通道a和第二压平通道c,上滚压轮组421和下滚压轮组422之间的间距由压平组件的入口像其出口逐渐减小;压口组件430包括两个对称设置的第一压口滚轮431和第二压口辊轮432,第一压口滚轮431和第二压口辊轮432二者辊面的最小间隙设定到合适的间距,当自封袋的袋口经过第一压口滚轮431和第二压口辊轮432之间时,便可以通过第一压口滚轮431和第二压口辊轮432的挤压将自封袋的自封口挤压封闭。
41.进一步的,封口组件400还包括封口驱动机构410,封口驱动机构410包括驱动电机411和第一传动组件410、第二传动组件450以及第三传动组件460,第一传动组件410将驱动电机411的动力传递至第一压口辊轮431,第二传动组件450将第一压口辊轮431的动力传递至第二压口辊轮432,第三传动组件470将第二压口辊轮432的动力传递至上滚压轮组421;具体的,第一传动组件410包括第一主动轮412、第一从动轮413以及传动带414,驱动电机411的输出端连接有减速器,第一主动轮412固设于减速器的输出端,第一从动轮413与第一压口辊轮431同轴且固定连接,第一主动轮412通过传动带414与第一从动轮413传动,从而实现驱动电机411带动第一压口辊轮431转动;第二传动组件450包括第二主动齿451和第二从动齿452,第二主动齿451和第二从动齿452尺寸相同,第二主动齿451和第二从动齿452相捏合,第二主动齿451与第一压口辊轮431另一端同轴且固定连接,第二从动齿452与第二压口辊轮432的一端同轴且固定连接,从而实现第一压口辊轮431和第二压口辊轮432同步同速转动;第三传动组件460包括第三主动轮461、第三从动轮462以及第三传动带463,第三主动轮461固设于第二压口辊轮432远离第二从动齿452的一端,第三从动齿462固设于上滚压
轮组421的一个驱动轮上,从而实现将第二压口辊轮432的动力传递至上滚压轮组421上,带动其运转;由此,便可以通过一个驱动电机411实现整个封口组件的运转。
42.为了能够更好的实现在压口的同时,同步对自封袋进行封口,本实施方式优选第一压口辊轮431和第二压口辊轮432分别固设于上滚压轮组421和下滚压轮组422的两个相对设置的上辊轮421a以及下辊轮422a上。
43.由于第一压口辊轮431和第二压口辊轮432的外径相等且大于下滚压轮组422和上滚压轮组422的上辊轮421a以及下辊轮422a的外径,那么在实际运行的过程中如果上辊轮421a以及下辊轮422a的转速与第一压口辊轮431和第二压口辊轮432的转速相等,那么必然会使得第一压口辊轮431和第二压口辊轮432的辊面的线速度大于上输送带470以及下输送带480的线速度,这样就会使得第一压口辊轮431和第二压口辊轮432滚压自封袋自封口的速度快于压平组件的输送速度,那么就会导致自封袋拉裂或者扭曲;为了解决这个问题,本实施方式优选第二传动组件450的传动比为一,第三传动组件470的传动比小于一,这样就相当于通过第三传动组件470加快下滚压轮组422和上滚压轮组422的转速,从而使得第一压口辊轮431和第二压口辊轮432的辊面的线速度于上输送带470以及下输送带480的线速度相等,这样便可以很好的解决这个问题,就可以在压平的同时同步进行封口。
44.进一步优选的,为了使灌装后的自封袋能够直接进入到压平组件进行压平以及后期的封口操作,本实施方式优选压平组件420向其入口侧继续延伸出一延伸段4221,开袋组件300、定量组件220以及推料组件230位于下滚压轮组的延伸段4221一侧。需要说明的是,开袋工位的高度稍高于延伸段4221上端面的高度,即上吸盘组件321以及下吸盘组件322吸附并将自封袋开口打开时,自封袋的最底面高度不低于延伸段4211上端面的高度;在水平往复推料机构233带动容置筒221、推杆2311以及推杆驱动机构231向自封袋600移动,使容置筒221背离推杆2311的一侧的开口由袋口进入到自封袋内后,推杆驱动机构231会迫使容置腔内的橡皮泥由容置腔上背离推杆2311一侧的开口排出到自封袋内,此时水平往复推料机构233静止不动,那么由于橡皮泥先从自封袋的底部逐渐充满,在充满的过程中由于橡皮泥逐渐将自封袋撑开并且填满自封袋底部的同时容置筒221依然还在向自封袋内注入橡皮泥,那么新注入的橡皮泥就会推动自封袋的底部向远离容置筒221的方向移动,即自封袋整体向远离容置筒221的方向移动,设置好延伸段4221与容置筒221的距离,那么就可以在容置筒221内的橡皮泥完全注入到自封袋内的同时,自封袋也恰好落入到延伸段4221上,随着下输送带的运转,将装满橡皮泥的自封袋送入到封口组件内。
45.需要说明的是,灌装组件200和开袋组件300可以根据实际的产线需要镜像设置有多个,通过对封口组件400的运行速度调节,每个灌装组件200和开袋组件300配合灌装好的自封袋均可以通过封口组件400进行压平和封口。
46.考虑到简化设备结构以及控制设备成本的考虑,多个下吸盘组件32可以固定安装在下吸盘组件固定板323上,然后将下吸盘组件固定板323固设于吸盘竖直往复运动机构324的输出端,这样在吸盘竖直往复运动机构324动作的时候就可以带动每个下吸盘组件32同步上下移动。此外,多个容置筒221、推杆2311以及推杆驱动机构231也可以并排固定安装在水平固定板234上,水平固定板234固设于水平往复推料机构233的输出端,并且在水平固定板234与机架100之间设置滑轨232,这样就可以在水平往复推料机构233动作的同时带动每个容置筒221、推杆2311以及推杆驱动机构231同步动作。优选容置筒221通过固定座222
固定安装在水平固定板234上。
47.上述实施例仅为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1