盖体的制作方法
1.本发明涉及由纸类材料构成的盖体。
背景技术:
2.从以往,在便利店和超市等中广泛实施将饮料食品装入简易容器来销售的销售形式。例如在便利店中,将咖啡等饮料装入由纸或塑料构成的杯形状的容器内来销售,但为了当购买者外带咖啡等饮料时不使内容物溢出,还提出了各种用于覆盖容器口部的盖。作为这种盖,从以往广泛使用由塑料成形体构成的盖。但是,因为担心塑料制品会引起各种环境问题,所以近年来倡导作为能够在短期间内一次性使用的饮食品用的简易容器和盖的原材料而削减塑料的使用。由此代替塑料也提出了纸制的盖(专利文献1、2)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2006
‑
248530号公报
6.专利文献2:日本特表2012
‑
513940号公报
技术实现要素:
7.但是,纸材料与塑料材料相比,材料的弹力性低,成形性也低,难以成形为如塑料那样的复杂形状,由此不容易获得如塑料制的盖那样地、能够将容器口部带有高密闭性可靠地封口、且即使容器内容物为液体也不担心泄漏的形状和构造的纸盖。
8.从以往,为了提高纸制盖针对容器口部的紧密接触性,付出了构造上的各自努力。在专利文献1中记载了一种盖体,其具有壁面部和将该壁面部包围的顶盖部,该壁面部具有与纸制容器的圆锥状主体部的内表面卡合的圆锥状外表面,该盖体部以嵌入容器口部的内侧的方式构成。另外,在专利文献2中记载了一种纸盖,该纸盖由顶板和在顶板的周围朝下设置的侧壁构成,并构成为,使容器的上端外周保持在加强侧壁的加强部件的内上端与顶板之间的收纳部内而将容器封口。
9.但是,对于专利文献1、2记载的纸盖,难以说封口时纸盖与容器口部之间的紧密接触性是充分的,担心容器内的液体会溢出。另外,在纸制的盖和容器的情况,根据纸的特性,因湿度等影响易于对盖体和容器口部的尺寸产生偏差。但是,上述以往的纸盖中,与容器口部卡合的部位形成为侧壁和顶盖重合的构造,或者侧壁由加强部件加强,由此与容器口部嵌合的部分较硬,缺乏弹力性。由此,在盖体和容器口部的尺寸产生微小偏差的情况下,具有无法可靠地将容器封口,难以发挥稳定的密闭性能的问题。
10.本发明是鉴于上述点做出的,以提高一种盖体为目的,该盖体是由纸类材料构成的盖体,同时相对于纸制容器也能够获得稳定的密闭性,漏液防止性优异。
11.也就是说,本发明的要旨为如下:
12.(1)一种盖体,其拆装自如地安装于容器口部,所述盖体的特征在于,具有顶盖和侧壁,该侧壁围绕在该顶盖的周围,并由纸类材料从上端侧朝向下端侧形成为尖端变细倾
斜状,将在所述顶盖的周缘形成的立起部与所述侧壁的上部壁内表面接合而使所述顶盖和所述侧壁一体化,在所述侧壁的下部壁的内周侧具有与所述容器口部卡合的卡合部;
13.(2)上述(1)所述的盖体中,所述侧壁是将纸类材料的两端部接合以筒状形成的;
14.(3)上述(1)所述的盖体中,所述侧壁的下部壁的卡合部形成为与所述容器口部的卷绕部卡合的形状;
15.(4)上述(1)所述的盖体中,所述侧壁的下部壁的卡合部由对所述下部壁的内周面进行按压冲压而形成的环状凹槽构成;
16.(5)上述(1)所述的盖体中,所述卡合部的下端侧内尺寸比上端侧内尺寸形成得小;
17.(6)上述(1)所述的盖体中,当安装至所述容器口部时,所述卡合部的下端侧在不与容器侧壁接触的状态下安装;
18.(7)上述(1)所述的盖体中,所述侧壁以比供所述盖体安装的容器的侧壁的倾斜角小的倾斜角形成为倾斜状;
19.(8)上述(1)所述的盖体中,所述顶盖由纸类材料形成;
20.(9)上述(1)所述的盖体中,所述顶盖由薄膜或薄片形成;
21.(10)上述(1)所述的盖体中,所述顶盖从所述立起部朝向内侧具有凹陷形状部;
22.(11)上述(1)所述的盖体中,所述侧壁的上部壁的上端部向所述顶盖的周缘的立起部的内表面侧弯折形成;
23.(12)上述(1)所述的盖体中,所述顶盖的立起部的上端侧向所述立起部的内表面侧弯折形成;
24.(13)上述(1)所述的盖体中,所述顶盖的立起部的上端侧向所述侧壁的上部壁的外侧弯折形成;
25.(14)上述(1)所述的盖体中,在上端设有卷绕形状部;
26.(15)上述(14)所述的盖体中,所述卷绕形状部是将所述侧壁的上部壁的上端部折曲而形成的;
27.(16)上述(14)所述的盖体中,所述卷绕形状部是将所述顶盖的立起部的上端部折曲而形成的。
28.发明效果
29.本发明的盖体构成为,将由纸类材料形成为围绕状的侧壁的上端侧与形成于顶盖的周缘的立起部接合一体化,在侧壁下端侧的内周设有与容器口部卡合的卡合部,由此设有用于与容器口部卡合的卡合部的侧壁下端部因为不具备纸类材料的重叠构造,所以具有弹力性,因此,即使容器口部的外尺寸因尺寸偏差等而多少产生尺寸误差,也能够在维持高密闭性的状态下与容器口部卡合而封口。另外,侧壁从上端侧朝向下端侧形成为尖端变细倾斜状,由此与侧壁下端部具有弹力性相辅相成地,即使对盖体施加负荷时也不担心从容器容易脱落。另外,由于侧壁下端部具有弹力性,所以即使在将卡合部的尺寸与容器口部的外尺寸相比形成得稍微小的情况下,向容器口部的卡合也是容易的,能够发现更高的密闭性。本发明的盖体由于对容器口部的外尺寸的偏差的对应性优异,所以也能够针对容器口部的尺寸大致相同的用途等不同的其他容器进行使用。另外,通过将侧壁形成为尖端变细倾斜状,提高了盖体的叠放性,由此能够实现盖体的保管搬运时的省空间化。另外,从上端
侧朝向下端侧倾斜地形成为尖端变细倾斜状的侧壁的下部壁具有弹力性,侧壁的上部壁与顶盖的周围的立起部接合而具有高强度的构造,由此,提高了盖体对于容器口部的保持性。本发明的盖体由于使设在具有弹力性的下部壁上的卡合部与容器口部卡合,将容器口部可靠地牢固保持而封闭,所以在如收纳热咖啡等情况那样地容器内压力变高的情况下,不担心盖体会从容器口部容易脱落,作为大型容器的盖体更加有效果。另外,由于设有与容器口部卡合的卡合部的侧壁的下部壁具有弹力性,所以能够将容器口部可靠地卡合而封闭,并且也能够容易进行盖体的拆除。另外,本发明的盖体构成为,在顶盖的周围形成立起部,将该立起部与侧壁的上部壁内表面接合,由此没有如以往盖体那样地存在顶盖部与侧壁之间的接合缘部的间隙,由此不担心液体饮料等会渗入这种间隙内。本发明的盖体由于整体与塑料成形品制的盖体相比难以扭转变形,所以在搬运由盖体封口后的食品收纳容器时,减少了如塑料成形品制的盖体那样地、不注意地使盖体扭转变形而脱落的担忧。
附图说明
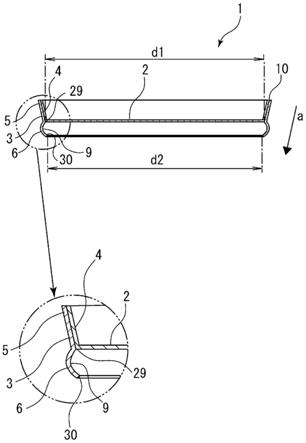
30.图1是本发明的盖体的一个实施方式的立体图。
31.图2是沿着图1的ii
‑
ii线的纵剖视图。
32.图3是将盖体盖在容器上的状态的纵剖视图。
33.图4是表示将盖体层叠的状态的纵剖视图。
34.图5是盖体的不同实施方式的纵剖视图。
35.图6是盖体的另一不同实施方式的纵剖视图。
36.图7是盖体的另一不同实施方式的纵剖视图。
37.图8是盖体的另一不同实施方式的纵剖视图。
38.图9是盖体的另一不同实施方式的立体图。
39.图10是在图9的盖体中拉起盖片而形成饮用口后的状态的饮用口附近的剖视图。
40.图11是盖体的另一不同实施方式的立体图。
41.图12是盖体的另一不同实施方式的纵剖视图。
42.图13是表示制造本发明的盖体的方法的一例的纵剖视图。
43.图14是将盖体安装于容器时的作用的说明图。
44.图15是将盖体从容器拆除时的作用的说明图。
45.图16是盖体的另一不同实施方式的纵剖视图。
46.图17是盖体的另一不同实施方式的纵剖视图。
47.附图标记说明
[0048]1ꢀꢀ
盖体
[0049]2ꢀꢀ
顶盖
[0050]3ꢀꢀ
侧壁
[0051]4ꢀꢀ
顶盖的立起部
[0052]5ꢀꢀ
侧壁的上部壁
[0053]6ꢀꢀ
侧壁的下部壁
[0054]7ꢀꢀ
容器
[0055]8ꢀꢀ
容器的卷绕部
[0056]9ꢀꢀ
卡合部
[0057]
10
ꢀꢀ
突出壁
[0058]
11
ꢀꢀ
弯折部
[0059]
12
ꢀꢀ
弯折部
[0060]
13
ꢀꢀ
模具
[0061]
14
ꢀꢀ
模具
[0062]
15
ꢀꢀ
卡合部成形用的模具
[0063]
16
ꢀꢀ
圆弧部
[0064]
20
ꢀꢀ
片部
[0065]
21
ꢀꢀ
盖体的卷绕部
[0066]
22
ꢀꢀ
切痕
[0067]
23
ꢀꢀ
盖片
[0068]
24
ꢀꢀ
饮用口
[0069]
25
ꢀꢀ
捏持片
[0070]
26
ꢀꢀ
保持孔
[0071]
27
ꢀꢀ
窗部
[0072]
28
ꢀꢀ
凹陷形状部
[0073]
30
ꢀꢀ
下部壁的下端部
[0074]
31
ꢀꢀ
围绕状凸条部
[0075]
32
ꢀꢀ
凹部
具体实施方式
[0076]
以下,基于附图来说明本发明的盖体。
[0077]
图1、图2表示本发明的盖体1的一个实施方式,该盖体1由顶盖2、和将该顶盖2的周围包围的侧壁3形成。侧壁3是将纸类材料的两端部以围绕状接合并形成为筒状而构成的,侧壁3从上端侧朝向下端侧形成为尖端变细倾斜状。
[0078]
此外,“侧壁从上端侧朝向下端侧形成为尖端变细形状”是指,侧壁的外壁形状从上端侧朝向下端侧作为整体形成为尖端变细形状,即使在侧壁的外壁的一部分具有鼓出部和突出部等,只要整体上成为尖端变细形状,就包含于从上端侧朝向下端侧为尖端变细倾斜状的侧壁之内。
[0079]
将弯折形成在顶盖2的周缘上的立起部4与侧壁3的上部壁5的内表面侧接合而使顶盖2和侧壁3一体化。如图3所示,在侧壁3的下部壁6形成有环状凹槽状的卡合部9,该卡合部9形成为与设于容器7的口部的卷绕部8卡合的形状。卡合部9不限于形成为环状凹槽状的情况,只要能够与容器7的卷绕部8卡合,就能够形成为任意形状,但若对侧壁3的下部壁6的内周面进行按压冲压来形成环状凹槽状的卡合部9,则能够缩小在将矩形状或扇形状的纸类材料的两端部接合而形成的侧壁3的下部壁6上所形成的卡合部9中的接合部的层差,难以在盖体1与容器7之间形成间隙,提高由盖体1实现的密闭性。此外,在图2所示的例子中,通过按压冲压等形成的环状凹槽状的卡合部9的外侧面(下部壁6的外侧面)形成为鼓出状,但也可以为如下情况:在下部壁6的内表面侧形成环状凹槽状的卡合部9,下部壁6的外侧面
未形成为鼓出状。为了缩小侧壁3的接合部中的层差,也可以为,在将用于形成侧壁3的矩形状和扇形状的纸类材料的两端部接合之前,压缩该两端部附近以使其随着朝向端缘部方向(侧壁3的周向)而厚度逐渐变薄,然后将两端部接合来形成侧壁3。
[0080]
在本实施方式的盖体1中,将上端侧的弧形状的长度大于下端侧的弧形状的长度的扇形状纸类材料的、两侧端部接合并形成为围绕状而构成侧壁3,侧壁3的侧面从上端侧朝向下端侧(朝向容器7的口部方向)整体上形成为尖端变细倾斜状(在图2的箭头a方向上整体的倾斜状),卡合部9的下端侧内尺寸d2形成得比卡合部9的上端侧内尺寸d1小。
[0081]
本实施方式的盖体1由于侧壁3形成为倾斜状,所以叠放性优异,通过如图4所示地将多个盖体1沿上下层叠叠合,能够以较少空间实现保管搬运,能够谋求保管搬运成本的降低化。侧壁3不限于侧面形成为倾斜状的情况,只要侧壁3的一部分,例如仅上端侧或下端侧形成为倾斜状即可,也可以为,侧壁3的上端侧和下端侧形成为不同的倾斜角。另外,也可以为,通过将侧壁3由矩形状的纸类材料形成为围绕状,而构成为非倾斜状的筒状。而且,还能够由颠倒扇形状的纸类材料构成,由此设为与图示情况相反的倾斜状,但优选为,侧壁3为非倾斜状,或构成为,如图示那样地以沿着容器7的侧壁7a的倾斜角的方式在容器7的口部方向上以尖端变细状倾斜,其中,通过将侧壁3设为侧面从上端侧朝向下端侧尖端变细地倾斜的筒状,能够提高盖体1的叠放性,并且盖体1对于容器7的封闭性、紧密接触性更加优异。
[0082]
本发明的盖体1中的形成筒状侧壁3的纸类部件的两端部的接合、顶盖2与侧壁3的接合能够通过公知的接合方法而接合一体化。作为接合方法,能够举出通常的粘结剂和热熔粘结剂、双液型粘结剂、热封、超声波接合、高频接合等方法,但针对制造效率优选为,将顶盖2和侧壁3的接合面由具有热封性的材料构成,进行基于热封实现的接合。
[0083]
图3表示盖体1覆盖于容器7而将容器7的口部封闭的状态。本实施方式的盖体1使卡合部9在侧壁3的下部壁6的内壁侧以围绕状的凹槽状形成,使得其与容器7的卷绕部8卡合。本实施方式的盖体1形成为当使卡合部9与容器7的卷绕部8卡合时、下部壁6的下端部30不会接触容器7的侧壁7a的构造。本发明的盖体1能够将容器7以高密闭性封口,并且由于下部壁6具有弹力性,所以能够容易地从容器7拆除,但是通过设为当安装至容器7上时下部壁6的下端部30不接触容器7的侧壁7a的构造,能够当从容器7拆除盖体1时,将手指等搭到下部壁6的下端部30等将下部壁6提起(图15的a的箭头方向),由此使容器7的口部的卷绕部8与盖体1的卡合部9之间的卡合脱离,将盖体1向上方提起,由此能够将盖体1更容易地从容器7拆除(图15的b的箭头方向)。本发明的盖体1具有如下构成:在将纸类材料形成为围绕状而成的侧壁3的下部壁6上形成有与容器7的口部卡合的卡合部9。另外,设有卡合部9的侧壁3的下部壁6与将侧壁3的下部壁6折回并与顶盖2接合的情况相比,弹力性优异。由此,即使将盖体1的卡合部9的直径设计得比容器7的卷绕部8的外径小,也能够使盖体1与容器7可靠地卡合,通过将卡合部9的直径设计得比卷绕部8的外径小,则即使在容器7内收纳有咖啡等液体制品,尤其收纳有热的液体制品等而导致容器内压力升高的情况下,也不担心盖体1容易脱落,能够在维持高密闭性的状态下将容器7封口,并与侧壁3从上端侧朝向下端侧整体上形成为尖端变细倾斜状的情况相辅相成地,能够带有高密闭性进行封口。
[0084]
另外,本发明的盖体1通过使侧壁3的下部壁6具有弹力性,即使容器7的口部的尺寸存在误差,也能够将容器7的口部可靠地封闭而保持高密闭性。另外,通过使侧壁3从上端侧向下端侧以尖端变细状倾斜,将以扩开倾斜状立起形成的立起部4与该侧壁3的上部壁5
内表面接合而使顶盖2和侧壁3接合一体化,使得顶盖2的立起部4和侧壁3的上部壁5的接合强度提高,即使对盖体1施加负荷力,也难以在盖体1上产生扭转等,不担心卡合部9与容器7的卷绕部8之间的卡合脱离,即使在收纳热饮料等时导致密闭容器7的内压升高的情况下,盖体1脱落的担忧也较小。越是顶盖2的大小较大的盖体1,越会因对盖体1施加的负荷而导致顶盖2扭转,但是通过构成为,将侧壁3从上端侧向下端侧倾斜形成为尖端变细状,在该侧壁3的上部壁5内表面上接合以扩开倾斜状立起形成的立起部4,则即使在大型盖体的情况下,因对盖体1施加的负荷而使盖体1从容器7脱落的担忧变少。本发明的盖体1通过使顶盖2的立起部4与侧壁3的上部壁5之间的接合部分的下接合点29间的大小(在顶盖2为圆形的情况下,为下接合点29的直径)比卡合部9的下端部30间的大小(在顶盖2为圆形的情况下,为卡合部9的下端部的内径)形成得大,能够保持可靠的封口状态。本实施方式的盖体1在顶盖2的上侧,作为突出壁10而形成有侧壁3的上部壁5与顶盖2的立起部4之间的接合部,该突出壁10能够在容器7的内容物是咖啡等饮料的情况下作为饮用饮料时的嘴触碰部来利用,并且能够作为饮料的防溢流壁来利用。此外,在将本发明的盖体1作为饮料用容器的盖来使用的情况下,可以在顶盖2设置饮用口24。另外,容器7不限于如咖啡杯和杯面的容器那样地侧壁7a倾斜的形状的容器,也可以为坚果罐等圆筒状容器。本发明的盖体1能够使用于纸容器、塑料容器、发泡塑料容器、金属罐等各种容器,不限于收纳液体物的容器,也可以作为干燥食品等的收纳容器和非食品容器等的盖体来使用。本发明的盖体1除了咖啡杯和杯面、坚果罐等容器之外,还能够作为汤、奶昔、冰激凌、各种菜肴和便当的容器等的盖体来使用,但并不限于饮食品用容器,能够作为任何容器的盖体来使用。
[0085]
侧壁3从上端侧向下端侧以尖端变细倾斜状形成的本实施方式的盖体1中,盖体1的侧壁3的倾斜角:α和容器7的侧壁7a的倾斜角:β可以相同,也可以不同,在角度不同的情况下,侧壁3的倾斜角:α可以比容器7的侧壁7a的倾斜角:β大也可以比其小,但在倾斜角:α比倾斜角:β小的情况(倾斜大的情况)下,盖体1针对容器7的嵌合力变得更高,更加提高密闭性。为了提高盖体1的密闭性,能够根据容器7的大小(盖体1的大小)等的差异来任意变更盖体1的侧壁3的倾斜角:α相对于容器7的侧壁7a的倾斜角:β的大小。另外,在如多边形状的容器那样的非圆形容器的情况下,盖体1根据所嵌入的容器部位的形状的差异来改变盖体1的侧壁3的倾斜角:α,由此能够防止由容器的部位的差异导致的密闭性变化。
[0086]
上述实施方式的盖体1以使侧壁3的上部壁5和顶盖2的立起部4成为同一高度的方式形成,但侧壁3的上部壁5和顶盖2的立起部4不限于形成为高度相等的情况,也可以为,使侧壁3的上部壁5、顶盖2的立起部4中的某一方比另一方形成得短。
[0087]
作为构成本发明的盖体1的侧壁3的纸类材料,能够举出将纤维原料的浆料抄取为网状并进行干燥或压榨干燥而抄造为片状所得的、所谓的纸、和通过空气流来层压将由纸浆类纤维等构成的原料片由粉碎机粉碎所得的粉碎纸浆等铺展纤维原料并使纤维层压体的纤维相互通过粘合剂固定而得的、所谓的气流成网片(airlaid sheet)等、和将这些层叠多张的材料等。作为纸类材料,除了仅由纸浆构成的材料之外,还可以为包含非纸浆类的天然纤维和合成纤维、再生纤维等纤维的材料,但包含纸浆的量,优选为50质量%以上,更优选为70质量%以上,还优选为80质量%以上,但尤其优选为纸浆100质量%。纸类材料能够使用合成树脂和天然树脂的薄膜或无纺布、木箔等的木质类材料等,还能够使用与铝箔等材料的复合材料,但在设为复合材料的情况下,作为复合材料整体含有纸浆的量,优选为50
质量%以上,尤其优选为80质量%以上。纸浆含有量越高,纸类材料越易于被分解,由此为优选。
[0088]
作为纸浆能够举出从木材纸浆、非木材纸浆、旧纸纸浆等获得的材料。纸浆能够使用红松、椴松、虾夷松、花旗松、铁杉木(hemlock)、云杉等针叶树纸浆、山毛榉、枹栎、桦树、桉树、白杨、桤木(alder)等阔叶树纸浆、针叶树纸浆和阔叶树纸浆的混合物等木材纸浆、红麻(kenaf)、蔗渣纸浆、竹纸浆、谷物(cereals)纸浆、秸秆纸浆、蕉麻(abaca)纸浆、木棉纸浆等非木材纸浆、旧纸纸浆等。针叶树纸浆由于纤维长度比阔叶树纸浆长,所以使用了针叶树纸浆等纤维长度长的纸浆获得的纸材料提高纤维相互的混合程度,另外,对使用了针叶树纸浆等的原料片进行粉碎后的粉碎纸浆由于纤维长度比对由阔叶树纸浆构成的原料片进行粉碎后的粉碎纸浆长,所以通过纤维相互的混合而提高了纸类材料的强度。
[0089]
纸类材料优选具有耐水性,可以使用耐水纸等预先赋予耐水性的材料,或使用至少在位于纸类材料的容器侧的表面上设有涂覆层的材料。涂覆层能够通过粘贴薄膜或涂覆涂剂而设置。涂覆层能够由聚氯乙烯、聚偏氯乙烯、聚氨酯、聚对苯二甲酸乙二醇酯、聚乙烯和聚丙烯等烯烃类树脂、聚乙烯醇、作为丙烯类树脂的聚丙烯酸、聚甲基丙烯酸、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物等、聚对苯二甲酸乙二醇酯、赛璐玢、尼龙、乙烯
‑
乙烯醇共聚物、聚甲基戊烯酯、聚乙酸乙烯酯、聚乳酸、聚己内酯、聚羟基脂肪酸酯淀粉类树脂等形成,若由聚羟基脂肪酸酯、淀粉类树脂等天然分解性树脂形成,则天然分解性会提高,由此为优选。
[0090]
本发明的盖体1中的顶盖2能够由与侧壁3同样的纸类材料构成,但除了纸类材料之外还能够由薄膜和薄片材料构成。若由薄膜和薄片材料构成顶盖2,则顶盖2与由纸类材料构成的情况相比,折曲性更高,由此盖体1更容易向容器7嵌入。另外,若由透明的薄膜和薄片材料构成,则当安装至容器7上时,能够容易地视觉确认容器7内的收纳物。作为薄膜和薄片材料,例如能够使用聚氯乙烯、聚偏氯乙烯、聚氨酯、聚对苯二甲酸丁二酯(pet)、聚乙烯和聚丙烯等烯烃类树脂、聚乙烯醇、作为丙烯类树脂的聚丙烯酸、聚甲基丙烯酸、丙烯腈
‑
丁二烯
‑
苯乙烯共聚物等、聚对苯二甲酸乙二醇酯、赛璐玢、尼龙、乙烯
‑
乙烯醇共聚物、聚甲基戊烯酯、聚乙酸乙烯酯、聚乳酸、聚己内酯、聚羟基脂肪酸酯、淀粉类树脂、和这些材料的复合体等,但优选为,聚乙酸乙烯酯、聚乳酸、聚己内酯、聚羟基脂肪酸酯、淀粉类树脂等具有天然分解性的材料。另外,还能够使用在纸等上通过蒸镀等形成铝层的材料、和在纸等的表面上设有铝层、在其一面或两面上还设有聚乙烯、聚丙烯等粘合层和涂覆层的层叠体。在由薄膜和薄片材料构成顶盖2的情况下,对于使用pet等难以热封的材质的情况,若在与侧壁3接合的面上例如涂覆聚乙烯、聚丙烯(opp、cpp等),则能够容易进行由热封实现的接合。
[0091]
本发明的盖体1在由纸类材料构成顶盖2的情况下,且在由薄膜和薄片材料构成顶盖2的情况下,且在使顶盖2的与容器7的口部相接触的一侧由具有热封性的材料构成的情况下,都可以通过热封将顶盖2与容器7的口部(在图3所示的方式中,为容器7的卷绕部8)接合,并都可以当使用时一边解除密封一边将盖体1从容器7拆除。若这样,则能够隔绝外部空气直到使用容器7的内容物。在由薄膜和薄片材料构成顶盖2的情况下,若使用具有耐通气性和耐透湿性的材质,则可以提高对于外部空气的隔绝性,为优选。
[0092]
在通过本发明的盖体1将容器7封口的情况下,首先,如图14的a所示,将盖体1的一端侧的卡合部9嵌入容器7的卷绕部8,接着,如图14的b所示,依次将卡合部9朝向盖体1的相反侧嵌入卷绕部8,使顶盖2反转,使盖体1的另一端侧的卡合部9嵌入容器7的卷绕部8,由此
能够将盖体1嵌入容器7而封口。本发明的盖体1作为整体具有挠性,且侧壁3的下部壁6在厚度方向上具有弹力性,由此即使在下部壁6的下端部的内尺寸比容器7的口部的外尺寸小的情况下,也能够将盖体1嵌入容器7,能够使容器口部(卷绕部8)与盖体1的下部壁内表面及顶盖下面侧紧密接触,带有高密闭性可靠地将容器7封口。
[0093]
本发明的盖体1不限于具有卷绕部的容器,能够与容器口部嵌入而维持高密闭性。
[0094]
(其他实施方式)
[0095]
图5表示本发明的盖体1的不同实施方式,表示本实施方式的盖体1以将侧壁3的上部壁5向内侧弯折而将顶盖2的立起部4包入的方式形成弯折部11的状态。另外,图6表示形成有将顶盖2的立起部4的上端部向内侧弯折的弯折部12的状态。若设有如图5、图6所示的弯折部11、12并在突出壁10的上端缘形成有圆弧部16,则当饮用容器7内的饮料时,能够提高嘴与突出壁10触碰时的嘴触碰感。弯折部11、12可以使弯折后的内表面侧接合。在图5所示的方式中,若对上部壁5的内表面与顶盖2的立起部4相接触的部分赋予热封性,则能够将弯折部11与顶盖2的立起部4容易接合。另外,在图6所示的方式中,通过对顶盖2的上表面侧赋予热封性,能够将弯折部12容易地热封。如图6所示的盖体1那样,在将顶盖2的立起部4向内侧弯折而形成弯折部12的情况下,若使圆弧部16与侧壁3的上端缘相比突出,则能够更加提高嘴触碰感。另外,虽没有特别图示,但即使将侧壁3的上端部向侧壁外侧弯折来形成弯折部,即使以将顶盖2的立起部4的上端向外侧弯折而将侧壁3的上端部包入的方式形成弯折部,也能够获得同样的效果。弯折部11、12的长度可以与顶盖2的立起部4的长度相同,也可以比立起部4形成得短。
[0096]
本发明的盖体1可以在图7所示的侧壁3的下部壁6上形成从卡合部9的下端部向外周方向扩开的片部20。若设置这种片部20,则即使在为了提高盖体1与容器7的卡合性,而在将卡合部9的直径(尤其,卡合部9的下端部的内径)设计得比容器7的口部的外径小的情况下、和在因容器尺寸的偏差等导致容器7的口部的外径比盖体1的卡合部9的直径大的情况下,都会使盖体1容易向容器7的口部卡合安装。另外,本发明的盖体1可以根据需要如图7所示地在盖体1的上端设置卷绕部21。在图7所示的例子中,表示了将侧壁3的上部壁5的上端部卷绕来形成卷绕部21的情况,但也可以如图8所示,将顶盖2的立起部4的上端部卷绕来形成卷绕部21。另外,虽然没有特别图示,但也可以将侧壁3的上部壁5和顶盖2的立起部4的上端部重叠并卷绕来形成卷绕部21。若在盖体1的上端部设置卷绕部21,则当饮用咖啡等饮料时的嘴触碰感变好。另外,本发明的盖体1由于与容器7的口部牢固卡合而将容器7的口部封口,所以不具有容易脱落的担忧,但若具有卷绕部21,则卷绕部21成为当将盖体1从容器7拆除时的手扣部,能够容易进行盖体1的拆除。若如图8所示的盖体1那样,以使侧壁3的上部壁5和顶盖2的立起部4的接合端部由卷绕部21覆盖的方式设置卷绕部21,并如图5所示,由弯折部11覆盖接合端部,则饮料从接合端部渗入的担忧变少,为优选。
[0097]
若在盖体1的上端缘侧设有弯折部11、12和卷绕部21,则侧壁3的上部壁5与顶盖2的立起部4接合后的盖体1的上侧部分的强度更加变高,难以由对于盖体1的负荷而使顶盖2扭转,由此盖体1因外力脱落的担忧更加变少。
[0098]
(另一不同实施方式的说明)
[0099]
图16另外表示盖体1的另一不同实施方式,该盖体1在下部壁6的内侧没有形成凹槽状的卡合部9,当将盖体1嵌入容器7的口部时,成为通过侧壁3内表面侧的平坦面与容器7
的口部(卷绕部8)之间的接触来将容器封闭的构造。该构造的盖体1中,为了提高与容器7的密闭性,通过提高下部壁6的内表面侧的与容器7的口部接触的部分的摩擦性,或将盖体1的下端侧的内尺寸设定得比容器7的口部的外尺寸更小,或将盖体1的侧壁3的倾斜角:α设计得比容器7的侧壁7a的倾斜角:β小等,能够设为密闭性高的盖体1。本发明的盖体1中,与容器口部卡合的侧壁下端部由于不具有纸类材料的重叠构造,所以具有弹力性,由此,即使将盖体1下端侧的内尺寸设计得比容器7的口部的外尺寸更小等,也能够容易进行向容器7口部的嵌入。
[0100]
图9表示将本发明的盖体1作为饮料用容器的盖体来使用的例子。该盖体1在顶盖2上具有盖片23,该盖片23上设有用于开口形成饮用口24(图10)的切痕22。在盖片23上设有用于将盖片23拉起的捏持片25,该捏持片25在一端侧通过热封等设有接合部25a而与盖片23接合。在捏持片25的另一端侧,在弯折部25b所形成的弯折部25b中央附近,通过切痕25d而设有突片部25c。该盖体1通过捏着捏持片25拉起盖片23,而开口形成饮用口24。当捏着捏持片25拉起盖片23时,在捏持片25的弯折部25b处捏持片25弯折,此时突片部25c向捏持片25的下侧突出。突出的突片部25c插入设于顶盖2的保持孔26而将捏持片25保持,由此使饮用口24被开口保持。该保持孔26也作为容器7内的泄压孔发挥作用。捏持片25在顶盖2侧的面上设有再剥离性的粘接剂,由此能够容易反复进行由捏持片25实现的饮用口24的开口、封闭,但是担心再剥离性粘接剂在反复使用期间粘接性降低,若粘接性降低,则难以将拉起后的盖片23保持为拉起状态,无法保持为使饮用口24开口的状态。另一方面,如图9等所示,若将捏持片25的突片部25c插入顶盖2的保持孔26来维持饮用口24的开口状态,则即使在反复开封口片23的情况下,也能够可靠地通过盖片23将饮用口24可靠地开口保持,并且与通过设有粘接剂的捏持片25来保持盖片23的情况相比,能够缩小捏持片25。切痕22可以形成为半切状,也可以形成为穿孔状。若将切痕22形成为半切状,则在打开盖片23之前能够维持高密闭性,能够防止内容物伴随容器内的蒸汽压的上升而喷出,或防止盖体1不注意地从容器7脱落。另外也可以为,在用于形成饮用口24的切痕的基础上,或代替用于形成饮用口24的切痕,设置用于插入吸管的例如十字状的切痕,或在杯装炒面容器等的情况下,设置滤水口形成用的切痕。
[0101]
图11表示设有在由纸类材料构成的顶盖2的一部分上粘接有透明材料的窗部27的盖体1。窗部27能够在设于顶盖2的开口孔上粘接透明的薄膜或赛璐玢纸等而形成。通过设置粘接有透明材料的窗部27,容器7的内容物不会漏出,能够不将盖体1从容器7上拆除地确认容器7的内容物。窗部27的形状不限于图示的形状,能够形成为任意的大小、形状。本实施方式的盖体1在由顶盖2的纸类材料构成的部分上设置切痕22来形成盖片23,在该盖片23上通过热封等而接合用于将盖片23拉开的捏持片25的一端侧而设置捏持片25。顶盖2在整体由薄膜和薄片材料形成的情况下,虽没有特别图示,但若将在背面侧设有再剥离性的粘接剂层的捏持片25的一端侧通过热封等与盖片23接合,以将切痕22的整体覆盖的方式设置捏持片25,则能够提高将盖片23拉起开口之前的密闭性,并且当将盖片23拉起开口时,将捏持片25与顶盖2粘接固定,由此能够将盖片23在开口状态下容易保持。
[0102]
图12表示使顶盖2以形成有从顶盖2的立起部4的周缘朝向顶盖2的内侧的凹陷形状部28的方式形成的盖体1的例子。设置从立起部4的周缘朝向顶盖2的内侧的凹陷形状部28,在该凹陷形状部28附近设置饮用口24,由此临时饮用后的饮料的剩余部分易于从饮用
口24返回容器7内,向顶盖2的周围扩散而将顶盖2的上表面弄脏的担忧变少。凹陷形状部28可以形成为,从顶盖2的立起部4的周缘朝向顶盖2的中央部在整体上成为凹陷状,但也可以使顶盖2的一部分形成为凹陷状。在将顶盖2的一部分形成为凹陷状的情况下,优选为,在凹陷形状部分形成饮用口24。
[0103]
另外,如图17所示,在顶盖2的外表面侧的与侧壁3接合的接合部周缘上设置围绕状凸条部31,由此与设置上述凹陷形状部28同样地,易于使饮用后的饮料的剩余部分从饮用口(未图示)返回至容器7内,饮料向顶盖2的周围扩散而弄脏顶盖2的上表面的担忧变少。另外,若在围绕状凸条部31的内侧(顶盖2的内表面侧)形成有与容器7的卷绕部8相接触的形状的凹部32,则由于容器7的卷绕部8与盖体1之间的接触面积扩大,所以能够更加提高密闭性。
[0104]
图13表示制造第1实施方式的盖体1的方法的一例。如图13所示,本发明中,通过模具13、14从箭头方向夹住顶盖2和侧壁3来成形,并且将顶盖2的立起部4与侧壁3的上部壁5的内表面接合,并且使卡合部成形用的模具15一边旋转,一边沿着侧壁3的下端部30的内周面移动,对下端部30进行按压冲压来形成卡合部9等,由此能够获得盖体1。通过使用在顶盖2的立起部4与侧壁3的上部壁5内表面之间具有热封性的材料,并使用具有加热机构的模具,从而能够将顶盖2和侧壁3通过热封而容易地接合一体化。
[0105]
上述实施方式所示的盖体1中,表示了对侧壁3的下端部30进行按压冲压在侧壁下端侧内周以围绕状的凹槽状形成卡合部9的情况,但卡合部9只要具有与容器7的口部卡合的构造,其形状、构造能够任意变更。
[0106]
上述说明中,表示了盖体1为圆形状的情况,但本发明的盖体1还能够形成为椭圆状和矩形状、三角形状、多边形状、倒角矩形状、倒角多边形状等形状。另外,上述例子可以分别独立适用,也可以适当组合来适用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1