一种双复合卷管机的制作方法
1.本发明属于自动化设备领域,尤其涉及一种双复合卷管机。
背景技术:
2.传统的卷管机只能贴单纸,人工成本高,生产效率低。
技术实现要素:
3.针对传统的卷管机只能贴单纸,人工成本高,生产效率低的问题,本发明提供了一种双复合卷管机。
4.本发明是这样实现的,一种双复合卷管机,包括安装于记号张力架机构的推料模组机构,设置于该推料模组机构后方的切刀膜架机构,与该切刀膜架机构对接设置的主轴卷管模组机构,与该主轴卷管模组机构对接设置的双复合纸移载模组机构;
5.双复合纸移载模组机构包括设置于第一补强纸张力卷筒和第二补强纸张力卷筒前方的第一胶棒和第二胶棒,设置于第一补强纸张力卷筒和第二补强纸张力卷筒前方的移栽模组推进丝杠安装于移栽模组举升气缸,酒精杯底座由移栽模组推进丝杠驱动直线运动,活动酒精杯滑动安装于酒精杯底座,活动酒精杯上安装有补强纸压紧气缸和酒精轮,活动酒精杯设置有两个酒精槽;
6.主轴卷管模组机构包括由主轴卷管模组滑座丝杠驱动直线运动的主轴卷管模组滑座,安装于主轴卷管模组滑座端部的推料环的退料套筒,与该退料套筒滑动设置的卷纸轴由卷纸轴推进丝杠驱动直线运动,于卷纸轴底部设置由改推料爪气缸驱动的改推料爪,于卷纸轴顶部设置有由补强纸压轮气缸驱动上下运动的补强纸压轮,在卷纸轴侧方还设置有补强纸剪刀和补强纸切刀;
7.切刀膜架机构包括由切刀模组丝杠驱动的切刀模组,于切刀模组前侧设置有吸嘴,该吸嘴安装于由吸嘴座丝杠驱动直线运动的吸嘴座,该吸嘴座由吸嘴座举升气缸驱动升降;
8.记号张力架机构包括用于放料的张力卷辊和用于调整张力的张力铝棒及记号笔。
9.进一步,推料模组机构包括安装于推料台上方的第一推料模组气缸和安装于第二推料模组气缸支架的第二推料模组气缸,第二推料模组气缸支架由推料丝杠驱动滑动安装于推料模组滑轨。
10.进一步,改推料爪包括对称铰链接于活动爪支架的两个活动爪,两个活动爪的铰链接轴处设置卷簧以使两个活动爪保持向内侧倾斜,活动爪顶部设置滚子。
11.本发明的双复合卷管机能因应机种贴两张纸(不同规格),自动化程度高,减少人工成本,提高生产效率。
附图说明
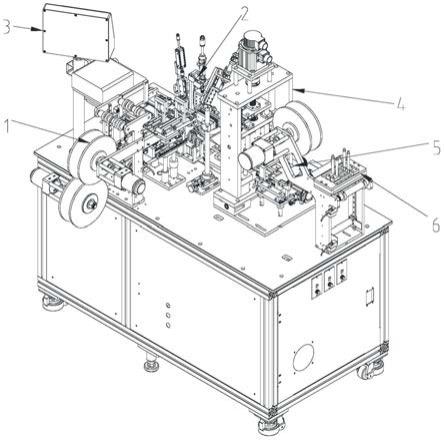
12.图1是本发明实施例提供的双复合卷管机的结构示意图;
13.图2是本发明实施例提供的双复合纸移载模组机构的结构示意图;
14.图3是本发明实施例提供的另一视角的双复合纸移载模组机构的结构示意图;
15.图4是本发明实施例提供的a处局部放大图;
16.图5是本发明实施例提供的主轴卷管模组机构的结构示意图;
17.图6是本发明实施例提供的另一视角的主轴卷管模组机构的结构示意图;
18.图7是本发明实施例提供的b处局部放大图;
19.图8是本发明实施例提供的c处局部放大图;
20.图9是本发明实施例提供的切刀膜架机构的结构示意图;
21.图10是本发明实施例提供的记号张力架机构的结构示意图;
22.图11是本发明实施例提供的推料模组机构的安装示意图;
23.图12是本发明实施例提供的另一视角的推料模组机构的安装示意图;
24.图13是本发明实施例提供的d处局部放大图;
25.图14是本发明实施例提供的改推料爪的安装示意图;
26.图15是本发明实施例提供的另一视角的改推料爪的安装示意图;
27.图中:1、双复合纸移载模组机构;1
‑
1、第一补强纸张力卷筒;1
‑
2、第一胶棒;1
‑
3、第二胶棒;1
‑
4、活动酒精杯;1
‑
5、补强纸压紧气缸;1
‑
6、移栽模组举升气缸;1
‑
7、移栽模组推进丝杠;1
‑
8、第二补强纸张力卷筒;1
‑
9、活动酒精杯推进气缸;1
‑
10、酒精轮;1
‑
11、补强纸;1
‑
12、酒精杯底座;2、主轴卷管模组机构;2
‑
1、补强纸剪刀;2
‑
2、补强纸压轮气缸;2
‑
3、卷纸轴推进丝杠;2
‑
4、主轴卷管模组滑座;2
‑
5、改推料爪气缸;2
‑
6、改推料爪;2
‑6‑
1、活动爪支架;2
‑6‑
2、活动爪;2
‑6‑
3、滚子;2
‑
7、卷纸轴;2
‑
8、退料套筒;2
‑
9、补强纸切刀;2
‑
10、补强纸压轮;2
‑
11、主轴卷管模组滑座丝杠;2
‑
12、推料环;3、触摸屏;4、切刀膜架机构;4
‑
1、切刀模组丝杠;4
‑
2、吸嘴;4
‑
3、切刀模组;4
‑
4、吸嘴座丝杠;4
‑
5、吸嘴座;4
‑
6、吸嘴座举升气缸;5、推料模组机构;5
‑
1、推料模组滑轨;5
‑
2、第一推料模组气缸;5
‑
3、第二推料模组气缸;5
‑
4、第二推料模组气缸支架;5
‑
5、推料台;5
‑
6、推料丝杠;6、记号张力架机构;6
‑
1、张力卷辊;6
‑
2、记号笔;6
‑
3、张力铝棒。
具体实施方式
28.为能进一步了解本发明的发明内容、特点及功效,兹例举以下实施例,并配合附图详细说明如下。
29.下面结合附图对本发明的结构作详细的描述。
30.本发明是这样实现的,一种双复合卷管机包括安装于记号张力架机构6的推料模组机构5,设置于该推料模组机构5后方的切刀膜架机构4,与该切刀膜架机构4对接设置的主轴卷管模组机构3,与该主轴卷管模组机构3对接设置的双复合纸移载模组机构1。
31.双复合纸移载模组机构1包括设置于第一补强纸张力卷筒1
‑
1和第二补强纸张力卷筒1
‑
8前方的第一胶棒1
‑
2和第二胶棒1
‑
3,设置于第一补强纸张力卷筒1
‑
1和第二补强纸张力卷筒1
‑
8前方的移栽模组推进丝杠1
‑
7(包括推进电机)安装于移栽模组举升气缸1
‑
6(具体是上下滑动安装于设置在移栽模组举升气缸1
‑
6外围的光杆,由移栽模组举升气缸1
‑
6驱动上下运动),酒精杯底座1
‑
12由移栽模组推进丝杠1
‑
7直线运动,活动酒精杯1
‑
4通过滑轨滑动安装于酒精杯底座1
‑
12并由活动酒精杯推进气缸1
‑
9驱动直线运动,活动酒精杯
1
‑
4上安装有补强纸压紧气缸1
‑
5和酒精轮1
‑
10,第一补强纸张力卷筒1
‑
1和第二补强纸张力卷筒1
‑
8上的补强纸1
‑
11分别经由第一胶棒1
‑
2和第二胶棒1
‑
3,进入两个活动酒精杯1
‑
4,由安装于补强纸压紧气缸1
‑
5活塞杆端部的滚子压紧,并由酒精轮1
‑
10底部穿过,在酒精轮1
‑
10上蘸上酒精,补强纸1
‑
11上的胶水碰到酒精后恢复活性产生粘性,补强纸本身另一面就涂层胶水后烘烤形成干胶,本身加水就能恢复60~80%的粘性,使用酒精是因为酒精能快速挥发不留痕迹。酒精杯设置有两个酒精槽,可以实现贴两张不同材料的补强纸上料,一个酒精槽贴完贴纸后气缸触发启动往前送料贴完第二张纸。
32.主轴卷管模组机构2包括由主轴卷管模组滑座丝杠2
‑
11驱动直线运动的主轴卷管模组滑座2
‑
4,安装于主轴卷管模组滑座2
‑
4端部的推料环2
‑
12的退料套筒2
‑
8,与该退料套筒2
‑
4滑动设置的卷纸轴2
‑
7由卷纸轴推进丝杠2
‑
3驱动直线运动,于卷纸轴2
‑
7底部设置由改推料爪气缸2
‑
5驱动的改推料爪2
‑
6,于卷纸轴2
‑
7顶部设置有由补强纸压轮气缸2
‑
2驱动上下运动的补强纸压轮2
‑
10,在卷纸轴2
‑
7还设置有补强纸剪刀2
‑
1和补强纸切刀2
‑
9;
33.改推料爪2
‑
6包括对称铰链接于活动爪支架2
‑6‑
1的两个活动爪2
‑6‑
2,两个活动爪2
‑6‑
2的铰链接轴处设置卷簧以使两个活动爪2
‑6‑
2保持向内侧倾斜,活动爪2
‑6‑
2顶部设置滚子2
‑6‑
3;原材料纸由吸嘴4
‑
2送至卷纸轴2
‑
7下方,改推料爪2
‑
6向上推动,在滚子2
‑6‑
3作用和两个活动爪2
‑6‑
2向内侧的张力下将原材料纸定型在卷纸轴2
‑
7成为圆筒结构;
34.切刀膜架机构4包括由切刀模组丝杠4
‑
1驱动的切刀模组4
‑
3(该切刀模组4
‑
3具体包括上切刀和下切刀,上切刀由切刀模组丝杠4
‑
1驱动上下运动),于切刀模组4
‑
3前侧设置有吸嘴4
‑
2,该吸嘴4
‑
2安装于由吸嘴座丝杠4
‑
4驱动直线运动的吸嘴座4
‑
5,该吸嘴座4
‑
5由吸嘴座举升气缸4
‑
6驱动升降;
35.记号张力架机构6包括张力卷辊6
‑
1和张力铝棒6
‑
3、记号笔6
‑
2,原材料纸由张力卷辊6
‑
1出来,绕过张力铝棒6
‑
3并由推料模组机构5牵引送至切刀模组4
‑
3处,料拖动时可由记号笔画上记号。张力铝棒6
‑
3上下设置接近开关(型号che12
‑
4na
‑
a710),当推料模组5处的送料拉力大于张力铝棒6
‑
3,使得张力铝棒6
‑
3往上移动触发接近开关使张力卷辊6
‑
1上的电机转动开始放料,当放料时圆棒会因自身重力向下移动触发接近开关,此时停止电机转动放料,以此形成一个可调控的张力,通过本实施例得到的数据,原料纸送料的重复定位精度能小于0.05mm。
36.从记号张力架机构6来的产品由推料模组机构5送至切刀模架机构4处裁切成片状料以便主轴卷管模组机构2卷料。具体来说,裁切成片状的料由吸嘴4
‑
2吸附,吸嘴座丝杠4
‑
4驱动送至卷纸轴2
‑
7底部,改推料爪气缸2
‑
5推动改推料爪2
‑
6向上以使得原料纸包卷在卷纸轴2
‑
7上定型,由双复合纸移载模组机构1送来的补强纸1
‑
11粘在定型的原料纸外侧,补强纸压轮2
‑
10向下压住补强纸1
‑
11,卷纸轴2
‑
7由驱动机构驱动转动以使得补强纸1
‑
11包在定型的原料纸外侧,两段补强纸1
‑
11分别被补强纸剪刀2
‑
1和补强纸切刀2
‑
9切断,卷纸轴推进丝杠2
‑
3将卷纸轴向后收回2
‑
7,同时成型的产品被退料套筒2
‑
8挡住实现落料。
37.推料模组机构5包括安装于推料台5
‑
5上方的第一推料模组气缸5
‑
2和安装于第二推料模组气缸支架5
‑
4的第二推料模组气缸5
‑
3,第二推料模组气缸支架5
‑
4由推料丝杠5
‑
6驱动滑动安装于推料模组滑轨5
‑
1;
38.由记号张力架机构6送来的原材料纸经过推料台5
‑
5送至切刀膜架机构4处,具体是:第一推料模组气缸5
‑
2活塞杆升起,第二推料模组气缸5
‑
3落下将原材料纸压在推料台
5
‑
5,推料丝杠5
‑
6由伺服电机驱动以带动第二推料模组气缸支架5
‑
4,将原材料纸推料台5
‑
5滑动推向切刀膜架机构4处裁切,然后,第一推料模组气缸5
‑
2活塞杆落下将原材料纸压在推料台5
‑
5,第二推料模组气缸5
‑
3复位,如此循环。本实施例中的电机、气缸、传感器等电器元件的控制可通过plc系统实现,具体控制方法为现有技术,在此不做赘述。
39.本发明的双复合卷管机能因应机种贴两张纸(不同规格),自动化程度高,减少人工成本,提高生产效率。
40.以上所述仅是对本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所做的任何简单修改,等同变化与修饰,均属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1