一种应用无纺布的条烟包装生产线的制作方法
1.本发明涉及条烟包装领域,尤其涉及一种应用无纺布的条烟包装生产线。
背景技术:
2.基层烟草物流直接面对零售终端客户,而每个零售终端每次采购对条烟的种类和数量有可能存在较大的变化,为了满足客户个性化的采购需求,快速的完成对客户的配送,就需要在配送前,将客户需求的条烟种类和数量及时分拣,并包装在一起,形成对零售终端客户配送的烟包。
3.现有条烟包装机通过pe可收缩塑膜对烟包进行再包装,pe可收缩塑膜遇到高温收缩,使得再包装出的烟包紧致不散包。而使用pe可收缩塑膜进行再包装存在的问题有:第一、能耗比较高,包装的过程需要对pe可收缩塑膜进行高温加热,需要使用功率很大的电加热设备进行加热,而能耗很大;第二、pe可收缩塑膜经过高温会挥发有害气体,这些有害气体会影响到分拣人员的健康;第三、pe可收缩塑膜是有聚乙烯制成的一种难以降解的塑料,而我国早在2007年就出台了“限塑令”,目的就是为了遏制“白色污染”,继续使用pe可收缩塑膜已经不再符合当前的政策和环保要求。由于pe可收缩塑膜的这些缺点,已有基层烟草物流开始采用无纺布对零售终端客户进行再包装。
4.中国专利公开号为cn111661405a的中国专利文献于2020年9月15日公开了一种应用无纺布的条烟包装方法,其解决了条烟包装中应用无纺布无法实现在线生产的技术问题,包括以下步骤:第一步,两层无纺布分别放卷,层叠后,经过第一光辊组进行平整,而后经过热辊压装置,进行辊压封边,再经过第二光辊组进行平整,形成筒状结构的无纺布带;第二步,对无纺布带进行封切,形成具有开口的无纺布袋;第三步,利用开口装置将无纺布袋进行开口;第三步,将条烟由开口部位推入,并利用挡板装置限制条烟推入的深度;第四步,开口装置闭合,并利用热缝合装置对无纺布袋的开口进行缝合;第五步,开口装置松开,热缝合装置松开,利用侧推装置将缝合完毕的无纺布袋送出。该专利存在的问题为,由于每个客户所需的条烟种类和数量不同,导致最终需要包装的烟包大小不同,而无纺布预先封切成无纺布袋后,无法对烟包包裹紧,给后期的运输配送造成很大的影响。
技术实现要素:
5.因此,针对上述的问题,本发明提供一种应用无纺布的条烟包装生产线,它主要解决了现有技术中应用无纺布的条烟包装的紧致性差,造成运输配送难度大的问题。
6.为实现上述目的,本发明采用了以下技术方案:
7.一种应用无纺布的条烟包装生产线,包括机架、设于机架上的控制系统、上层无纺布放卷组件、下层无纺布放卷组件、工作台、吸附输送组件、下压组件、第一焊接组件、第一顶板组件、第二焊接组件、第二顶板组件、输出输送带、上裁切组件、下裁切组件、夹持组件、条烟输入输送带、推料组件、喷胶组件、压合组件以及分切组件,所述上裁切组件设于上层无纺布放卷组件的输出端,所述下裁切组件设于下层无纺布放卷组件的输出端,所述推料
组件设于条烟输入输送带的输出端,所述工作台设于上裁切组件、下裁切组件、推料组件的输出端,所述吸附输送组件设于工作台上,所述第一焊接组件设于工作台的横向两侧,所述第一顶板组件设于工作台的横向两侧,且位于第一焊接组件下侧,所述第二焊接组件设于工作台的纵向两侧,所述第二顶板组件设于工作台的纵向两侧,且位于第二焊接组件的下侧,所述下压组件设于工作台的上侧,所述输出输送带设于工作台的输出端,所述夹持组件设于输出输送带上侧且沿输出输送带输送方向往复运动,所述喷胶组件、压合组件、分切组件依次沿输出输送带的输送方向设置。
8.进一步的,所述上层无纺布放卷组件与上裁切组件之间设有张紧组件。
9.进一步的,所述张紧组件包括第一支架、可转动地设有第一支架上的转轴、驱动转轴转动的第一驱动电机、设于转轴一端的安装座、套设于转轴上且两端分别于安装座和第一支架连接的第一扭簧、设于安装座上的三根导杆。
10.进一步的,三根所述导杆分别为第一导杆、第二导杆和第三导杆,所述第一导杆、第二导杆和第三导杆沿竖向方向分布,且由下往上依次设置,所述第一导杆、第三导杆均分布与第二导杆的横向一侧,所述第一导杆与第二导杆的投影之前的距离尺寸小于第二导杆与第三导杆之间的距离尺寸。
11.进一步的,所述第一支架上连接有第一驱动气缸,驱动支架上、下运动。
12.进一步的,所述下层无纺布放卷组件与下裁切组件之间设有缓冲组件。
13.进一步的,所述缓冲组件包括第二支架、可摆动地设于第二支架的第一摆杆和第二摆杆、分布垂直设于第一摆杆和第二摆杆上的第一导辊和第二导辊、驱动第一摆杆摆动的第二驱动电机、连接第二之间与第二摆杆的第二扭簧,所述第一摆杆与第二摆杆呈旋转对称分布,所述第一导辊和第二导辊呈错位分布设置。
14.进一步的,所述下压组件包括设于机架上且分布于工作台上侧的第二驱动气缸以及设于第二驱动气缸上的压块。
15.进一步的,所述上裁切组件、下裁切组件均包括底辊以及刀辊,所述刀辊上具有切刀。
16.进一步的,所述条烟包装生产线还包括控制系统,所述控制系统包括控制器、用于检测上层无纺布张紧力的第一压力传感器、用于检测下层无纺布张紧力的第二压力传感器、用于检测条烟堆高度尺寸的红外线传感器,所述第一压力传感器、第二压力传感器、红外线传感器分别与控制器的输入端电连接,所述第一驱动电机、第二驱动电机、第一驱动气缸、第二驱动气缸分别与控制器的输出端电连接。
17.通过采用前述技术方案,本发明的有益效果是:本应用无纺布的条烟包装生产线,通过无纺布替换pe可收缩塑膜提高节能环保效果,并且针对无纺布特性形成专门的包装生产线,使得包装的紧致性好,避免条烟堆混乱,提高运输便利性,且包装的结实度高,减小缝合区域开裂的问题,保证包装质量。
附图说明
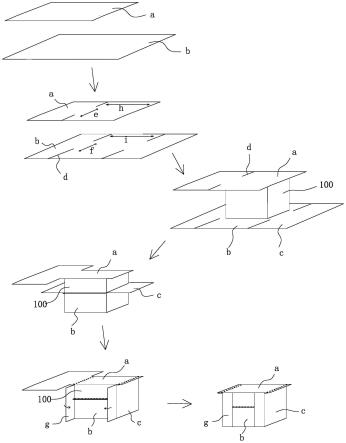
18.图1是本发明实施例的工艺流程图;
19.图2是本发明实施例的正视结构示意图;
20.图3是本发明实施例中张紧组件的右视结构示意图;
21.图4是本发明实施例中张紧组件的正视结构示意图;
22.图5是本发明实施例中缓冲组件的右视结构示意图;
23.图6是本发明实施例中第一焊接组件与第一顶板组件的结构示意图;
24.图7是本发明实施例中第二焊接组件与第二顶板组件的结构示意图;
25.图8是本发明实施例中工作台、吸附输送组件、输出输送带、条烟输入输送带以及推料组件的分布结构示意图;
26.图9是本发明实施例中压合组件的正视结构示意图;
27.图10是本发明实施例中压合组件的仰视结构示意图;
28.图11是本发明实施例中夹持组件的右视结构示意图;
29.图12是本发明实施例的电路模块图。
具体实施方式
30.现结合附图和具体实施方式对本发明进一步说明。
31.本发明实施例为:
32.参考图2至图12所示,一种应用无纺布的条烟包装生产线,包括机架、设于机架上的控制系统2、上层无纺布放卷组件3、下层无纺布放卷组件4、张紧组件5、缓冲组件6、工作台7、吸附输送组件8、下压组件9、第一焊接组件10、第一顶板组件11、第二焊接组件12、第二顶板组件13、输出输送带14、上裁切组件15、下裁切组件16、夹持组件17、条烟输入输送带18、推料组件19、喷胶组件20、压合组件21以及分切组件22,所述张紧组件5设于上层无纺布放卷组件3的输出端,所述上裁切组件15设于张紧组件5的输出端,所述缓冲组件6设于下层无纺布放卷组件4的输出端,所述下裁切组件16设于缓冲组件6的输出端,所述推料组件19设于条烟输入输送带18的输出端,所述工作台7设于上裁切组件15、下裁切组件16、推料组件19的输出端,所述吸附输送组件8设于工作台7上,所述第一焊接组件10设于工作台7的横向两侧,所述第一顶板组件11设于工作台7的横向两侧,且位于第一焊接组件10下侧,所述第二焊接组件12设于工作台7的纵向两侧,所述第二顶板组件13设于工作台7的纵向两侧,且位于第二焊接组件12的下侧,所述下压组件9设于工作台7的上侧,所述输出输送带14设于工作台7的输出端,所述夹持组件17设于输出输送带14上侧且沿输出输送带14输送方向往复运动,所述喷胶组件20、压合组件21、分切组件22依次沿输出输送带14的输送方向设置。
33.所述张紧组件5包括设于机架上的第一驱动气缸51、设于第一驱动气缸51输出端上的第一支架52、可转动地设有第一支架52上的转轴53、设于第一支架52上且驱动转轴53转动的第一驱动电机54、设于转轴53一端的安装座55、套设于转轴53上且两端分别于安装座55和第一支架52连接的第一扭簧56、设于安装座55上的三根导杆57,分别为第一导杆571、第二导杆572和第三导杆573,所述第一导杆571、第二导杆572和第三导杆573沿竖向方向分布,且由下往上依次设置,所述第一导杆571、第三导杆573均分布与第二导杆572的横向一侧,所述第一导杆571与第二导杆572的投影之前的距离尺寸小于第二导杆572与第三导杆573之间的距离尺寸,使用时,上层无纺布a从下往上绕过第一导杆571、第二导杆572和第三导杆573,在上层无纺布a受到较大拉力时,带动安装座55克服第一扭簧56的扭力摆动一定角度,使得上层无纺布a与导杆57之间的摩擦力降低,进而降低拉力对上层无纺布a的
影响,使得上层无纺布a较好的保持张紧力的平衡,有利于包装的效果,并且通过第一驱动电机54带动转轴53转动,使得第一扭簧56的势能发生变化,进而调节上层无纺布a的张紧力大小,同时,通过第一导杆571、第二导杆572和第三导杆573沿竖向方向分布,且由下往上依次设置,第一导杆571、第三导杆573均分布于第二导杆572的横向一侧,第一导杆571与第二导杆572的投影之前的距离尺寸小于第二导杆572与第三导杆573之间的距离尺寸的设置方式,使得安装座55在上层无纺布a较小的拉动距离下实现较大的摆动幅度,使得调节的灵敏度较好,通过第一驱动气缸51驱动第一支架52的上下运动,使得下压组件9运动中能够保持上层无纺布a的输送稳定性。
34.所述缓冲组件6包括设于机架上的第二支架61、可摆动地设于第二支架61的第一摆杆62和第二摆杆63、分别垂直设于第一摆杆62和第二摆杆63上的第一导辊64和第二导辊65、驱动第一摆杆62摆动的第二驱动电机66、连接第二支架61与第二摆杆63的第二扭簧67,所述第一摆杆62与第二摆杆63呈旋转对称分布,所述第一导辊64和第二导辊65呈错位分布设置,使用时,下层无纺布b交错缠绕于第一导辊64和第二导辊65上,通过第一摆杆62和第二摆杆63的相向摆动实现储料的释放,从而使得缓冲区c的形成,并且后续在下压组件9运动中能够保持下层无纺布b的输送稳定性。
35.所述工作台7包括沿横向方向依次间隔分布设置的第一部71、第二部72和第三部73,所述第二部72的下部设有滑杆74,所述滑杆74可上下滑动地设有机架上,所述滑杆74的中部设有限位块75,所述滑杆74上且位于限位块75的上、下侧分别套设有第一复位弹簧76和第二复位弹簧77,所述吸附输送装置8包括分别设于第一部71、第二部72和第三部73上的皮带输送装置81以及设于皮带输送装置81上的吸附箱82,所述皮带输送装置81上具有输送带,所述输送带上设有吸附孔83,所述吸附箱82设于输送带下侧,且吸附箱82上的吸附槽与吸附孔83连通,所述第二部72的纵向长度尺寸小于第一部71、第三部73的纵向长度尺寸,且第一部71、第二部72和第三部73的输入端对齐设置,使得第二部72的输出端处形成一让位槽78,所述输出输送带14的输入端设于该让位槽78处,第二部72上的皮带输送装置81与输出输送带14的配合,实现下层无纺布b上形成缓冲区c,并且设置两段式的第一复位弹簧76和第二复位弹簧77,使得第二部72在提高下压行程的同时,降低条烟堆100的受力,使得条烟堆100码垛紧致,避免散乱以及压坏;
36.所述下压组件9包括设于机架上且分布于工作台7上侧的第二驱动气缸91以及设于第二驱动气缸91上的压块92;
37.所述第一顶板组件11包括设于机架上的第一顶板111,所述第一顶板111分别分布于第一部71与第二部72之间、第二部72与第三部73之间,所述第一焊接组件10包括第三驱动气缸101、设于第三驱动气缸101上的第一焊接头102以及设于第一顶板111上端的第一底座103,所述第三驱动气缸101上还设有第一支撑架104,所述第一支撑架104上靠近第二部72的一侧上铰接有第一弧形导向板105,所述第一弧形导向板105的凸面朝向外侧,所述第一弧形导向板105与第一支撑架104之间设有第一支撑弹簧106,通过上压组件7下压,使得第二部72下沉,下层无纺布b的横向两侧在第一顶板111顶起包覆在条烟堆100的横向两侧面的下部,并且通过第三驱动气缸101带动第一焊接头102和第一弧形导向板105下移,通过第一弧形导向板105使得上侧无纺布a贴附于条烟堆100侧面,提高贴附性,使得包装后的紧致性好。
38.所述第二顶板组件13包括设于机架上的第四驱动气缸131以及设于第四驱动气缸131上的第二顶板132,所述第二顶板132分别分布于第二部72的输入端和输出端,所述第二焊接组件12包括第五驱动气缸121、设于第五驱动气缸121上的第二焊接头122以及设于第二顶板122上端的第二底座123,所述第五驱动气缸121上还设有第二支撑架124,所述第二支撑架124上靠近第二部72的一侧上铰接有第二弧形导向板125,所述第二弧形导向板125的凸面朝向外侧,所述第二弧形导向板125与第二支撑架124之间设有第二支撑弹簧126。
39.所述上裁切组件15、下裁切组件16均包括底辊161以及刀辊162,所述刀辊162上具有切刀,所述夹持组件17包括沿输出输送带14的输送方向分布的第一导向装置171、设于第一导向装置171上的夹持座172、驱动夹持座172沿第一导向装置171往复运动的第六驱动气缸173、固定设于夹持座172上的上夹持部174、一端铰接于夹持座172上的下夹持部175以及驱动下夹持部175摆动实现上夹持部174与下夹持部175配合夹持的第七驱动气缸176。
40.所述压合组件21包括压合架211、设于压合架211上的两个第二导向装置212、分别设有第二导向装置212上的一组压合辊组,各组所述压合辊组包括两个压合辊213,所述压合架211上设有驱动两个压合辊213相向或相反运动的滚珠丝杠214、驱动滚珠丝杠214运动的第三驱动电机215,所述压合辊213包括轴体2131、通过轴承2132套设于轴体2131上的辊体2133以及套设于辊体2133的粘合层2134,所述粘合层2134上具有柔性魔术钩,有利于压合过程中与下层无纺布b粘合并实现拉伸,使得包装带的粘合效果提升,进而提升紧致性。
41.所述推料组件19、喷胶组件20以及分切组件22为现有技术,在此不过多赘述。
42.所述条烟包装生产线还包括控制系统2,所述控制系统包括控制器21、用于检测上层无纺布a张紧力的第一压力传感器22、用于检测下层无纺布b张紧力的第二压力传感器23、用于检测条烟堆100高度尺寸的红外线传感器24,所述第一压力传感器22、第二压力传感器23、红外线传感器24分别与控制器21的输入端电连接,所述第一驱动电机54、第二驱动电机66、第三驱动电机215、第一驱动气缸51、第二驱动气缸91、第三驱动气缸101、第四驱动气缸131、第五驱动气缸121、第六驱动气缸173、第七驱动气缸176分别与控制器21的输出端电连接。
43.参考图1所示,所述条烟包装生产线的包装方法包括以下步骤:
44.1)将呈卷状结构的上层无纺布a、下层无纺布b分别放卷输送经过工作台7,定义沿上层无纺布a的输送方向延伸为纵向方向,沿其宽度方向延伸为横向方向,所述上层无纺布a的横向宽度尺寸小于下层无纺布b的横向宽度尺寸;
45.2)下层无纺布b吸附于工作台7上,并通过工作台7上的吸附输送组件8将下层无纺布b继续输送,该下层无纺布b相对于上层无纺布a输送的距离为缓冲区c;
46.3)将上层无纺布a、下层无纺布b的横向两侧边且位于吸附输送组件8的输入端、输出端均相向向内裁切出裁切线d,位于上层无纺布a上的纵向一侧的两裁切线d的距离尺寸e比位于下层无纺布b上的纵向一侧的两裁切线d的距离尺寸f小;
47.4)分拣码垛后的条烟堆100推入到工作台7上,条烟堆100位于上层无纺布a和下层无纺布b之间,并分布于上层无纺布a、下层无纺布b的横向中部;
48.5)通过工作台7上侧的下压组件9将上层无纺布a、条烟堆100、下层无纺布b一同下压,进而挤压工作台7使其下沉,所述下压组件9的运动行程固定;
49.6)在工作台7下沉中,设置于工作台7的横向两侧的第一顶板111将下层无纺布b的
横向两侧边顶起,使其包覆于条烟堆100的横向两侧面的下部;
50.7)位于工作台7的横向两侧的第一焊接组件10下移推动上层无纺布a的横向两侧边向下包覆于条烟堆100的横向两侧面的上部,且通过第一焊接组件10与第一顶板111配合实现上层无纺布a的横向两侧边沿与下层无纺布b的横向两侧焊接固定;
51.8)设于工作台7的纵向两侧的第二顶板132上移,将下层无纺布b的缓冲区c以及远离缓冲区c的纵向另一侧顶起包覆于条烟堆100的纵向两侧面;
52.9)位于工作台7的纵向两侧的第二焊接组件12下移,通过第二焊接组件12与第二顶板132配合实现上层无纺布a的纵向两侧与下层无纺布b的纵向两侧边沿焊接固定;
53.10)将步骤9的制品裁切分离,并对纵向两侧面上未贴附于条烟堆100上的下层无纺布的相向面g喷胶处理,再相向翻折粘附于条烟堆100的横向两侧面上,实现无纺布包装。
54.并且,位于上层无纺布a上的纵向一侧的两裁切线d的距离尺寸e比条烟堆100的横向宽度尺寸小3mm~6mm,优选为4mm,位于下层无纺布b上的纵向一侧的两裁切线d的距离尺寸f与条烟堆100的横向宽度尺寸相等,位于上层无纺布a上的横向一侧的两裁切线d的距离尺寸h比条烟堆100的纵向长度尺寸小3mm~8mm,优选为5mm,位于下侧无纺布b的横向一侧的两裁切线d的距离尺寸i与条烟堆100的纵向长度尺寸相等,使得包装的紧致性好,且包装结实度高。
55.本发明的工作方式是:本应用无纺布的条烟包装生产线,通过无纺布替换pe可收缩塑膜提高节能环保效果,并且针对无纺布特性形成专门的包装生产线,使得包装的紧致性好,避免条烟堆100混乱,提高运输便利性,且包装的结实度高,减小缝合区域开裂的问题,保证包装质量。
56.尽管结合优选实施方案具体展示和介绍了本发明,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本发明的精神和范围内,在形式上和细节上可以对本发明做出各种变化,均为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1