开模控制方法及其射出成型机台与流程
[0001]
本发明涉及一种开模控制方法及其射出成型机台,特别是涉及一种控制动模以等减速度方式减速至停止的开模控制方法及其射出成型机台。
背景技术:
[0002]
一般来说,在射出成型机台进行开模的过程中,为了确保射出成型制程可以准确地实施以维持成型质量,通常会要求射出成型机台在完成开模动作后,其动模最终停止的位置能够达到一定的开模精度要求(例如开模位置精度要落在数十至数厘米的误差范围内)。在现有技术中,常见用来控制动模在开模后停下的方法是利用机台本身能达到的最大摩擦力控制动模以非线性减速方式急停,然而,上述减速急停方式往往会因整个机台受力过大而让机台产生明显的震动摇晃现象,甚至会因此造成机台组件断裂损坏问题,从而大幅地缩短机台寿命且影响射出成型质量。虽然上述问题可以通过慢速拖行动模的方式来解决,但此种方式又会导致开模时间过长而降低射出成型机台的射出成型效率。
技术实现要素:
[0003]
本发明的目的在于提供一种开模控制方法及其射出成型机台,以解决上述的问题。
[0004]
基于上述目的,本发明提供一种开模控制方法,其适用于一射出成型机台,所述射出成型机台具有一动模及一静模,所述动模可操作地远离或接近所述静模以执行一射出成型制程,所述开模控制方法包括一设定单元设定所述动模的一剎车初始速度、一剎车减速度及一预设开模距离、一驱动单元根据所述剎车初始速度及所述剎车减速度控制所述动模进行开模且以等减速度方式减速至停止、一感测单元侦测所述动模的一第一实际开模距离,及一运算单元根据所述预设开模距离及所述第一实际开模距离,判断是否通过所述设定单元改变所述动模的所述剎车初始速度、所述剎车减速度,以所述预设开模距离的设定以控制所述驱动单元调整所述动模的开模动作。
[0005]
所述运算单元根据所述预设开模距离及所述第一实际开模距离判断是否通过所述设定单元改变所述动模的所述剎车初始速度、所述剎车减速度,及所述预设开模距离的设定以控制所述驱动单元调整所述动模的开模动作的步骤可以包括:所述设定单元在所述运算单元判断所述预设开模距离及所述第一实际开模距离的一差值大于一精度误差值时调整所述动模的所述剎车减速度及所述预设开模距离、所述驱动单元根据所述剎车初始速度及经调整后的所述剎车减速度及所述预设开模距离控制所述动模进行开模且以等减速度方式减速至停止、所述感测单元侦测所述动模的一第二实际开模距离,及所述运算单元根据所述第二实际开模距离及经调整后的所述预设开模距离判断是否通过所述设定单元改变所述动模的所述剎车初始速度、所述剎车减速度,及所述预设开模距离的设定以控制所述驱动单元调整所述动模的开模动作。
[0006]
所述设定单元设定所述动模的所述剎车初始速度、所述剎车减速度及所述预设开
模距离的步骤可以包括:所述设定单元将所述动模的一最大开模速度设定为所述剎车初始速度。
[0007]
所述设定单元在所述运算单元判断所述预设开模距离及所述第一实际开模距离的所述差值大于所述精度误差值时调整所述动模的所述剎车减速度及所述预设开模距离的步骤可以包括:所述设定单元调降所述剎车减速度至1/k倍,且k为大于1的正数。
[0008]
本发明还提供一种射出成型机台,所述射出成型机台包括一底座、一静模、一动模,及一控制模块,所述静模设置于所述底座上。所述动模可活动地设置于所述底座上以可操作地远离或接近所述静模而与所述静模共同执行一射出成型制程。所述控制模块包括一设定单元、一驱动单元、一感测单元及一运算单元。所述设定单元用来设定所述动模的一剎车初始速度、一剎车减速度,及一预设开模距离。所述驱动单元连接于所述动模及电连接于所述设定单元,用来根据所述剎车初始速度及所述剎车减速度,控制所述动模进行开模且以等减速度方式减速至停止。所述感测单元用来侦测所述动模的一第一实际开模距离。所述运算单元电连接于所述设定单元及所述感测单元,用来根据所述预设开模距离及所述第一实际开模距离,判断是否通过所述设定单元改变所述动模的所述剎车初始速度、所述剎车减速度,及所述预设开模距离的设定以控制所述驱动单元调整所述动模的开模动作。
[0009]
根据上述技术方案,本发明相较于现有技术至少具有下列优点及有益效果:本发明采用控制动模以等减速度方式减速至停止的开模控制设计以产生动模可平稳地减速滑动至开模停止位置的功效,以解决现有技术中所提到的利用机台本身摩擦力控制动模进行非线性减速急停时会产生机台摇晃震动的问题,从而延长机台寿命并且提升射出成型质量。除此之外,通过上述根据动模的预设开模距离及实际开模距离以判断是否需要改变开模动作参数以控制动模的开模动作的开模控制方法,本发明可针对动模开模动作参数进行优化调整,以确保动模的开模动作可满足射出成型机台想要达到的开模精度要求,进而有效地提升射出成型机台的射出成型效率。
附图说明
[0010]
图1为根据本发明的一实施例所提出的射出成型机台的部分简示图;
[0011]
图2为图1的控制模块的功能方块示意图;及
[0012]
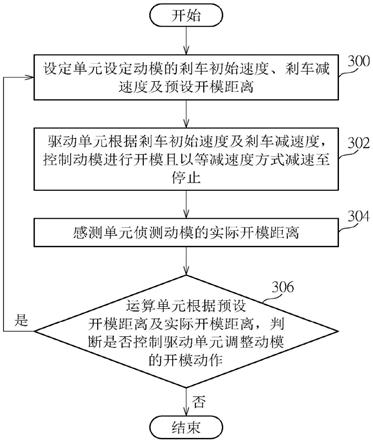
图3为根据本发明的一实施例所提出的开模控制方法的流程图。
[0013]
其中,附图标记说明如下:
[0014]
10
ꢀꢀꢀꢀꢀꢀ
射出成型机台
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12
ꢀꢀꢀꢀꢀꢀꢀ
底座
[0015]
14
ꢀꢀꢀꢀꢀꢀ
静模
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16
ꢀꢀꢀꢀꢀꢀꢀ
动模
[0016]
18
ꢀꢀꢀꢀꢀꢀ
控制模块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20
ꢀꢀꢀꢀꢀꢀꢀ
设定单元
[0017]
22
ꢀꢀꢀꢀꢀꢀ
驱动单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
24
ꢀꢀꢀꢀꢀꢀꢀ
感测单元
[0018]
26
ꢀꢀꢀꢀꢀꢀ
运算单元
[0019]
步骤300、302、304、306
具体实施方式
[0020]
请参照图1,其为根据本发明的一实施例所提出的射出成型机台10的部分简示图,如图1所示,射出成型机台10可为一般常见用来进行射出成型制程的自动化机台(其针对机
台自动化机构动作及射出成型制程原理的相关描述常见于现有技术中,为简化说明,于此不再赘述)且包括底座12、静模14、动模16,及控制模块18。静模14设置于底座12上,且动模16可活动地设置于底座12上以可操作地接近静模14以进行闭模流程或是远离静模14以进行开模流程,从而与静模14共同执行射出成型制程。
[0021]
至于在控制模块18的设计方面,请参照图1及图2,图2为图1的控制模块18的功能方块示意图,由图1及图2可知,控制模块18包括设定单元20、驱动单元22、感测单元24,及运算单元26。设定单元20可优选地为开模动作参数设定界面(但不受此限)以用来设定动模16的剎车初始速度、剎车减速度,及预设开模距离。驱动单元22可优选地为常见应用在射出成型机台上的驱动装置(如液/油压驱动马达、伺服马达等,其驱动相关设计常见于现有技术中,于此不再赘述)且连接于动模16(例如以曲肘连接驱动方式等,但不受此限)及电连接于设定单元20,借此,驱动单元22可根据设定单元20所设定的剎车初始速度及剎车减速度,控制动模16进行开模且以等减速度方式减速至停止。感测单元24可优选地为常见配置在射出成型机台上的距离感测装置(如电阻尺传感器,但不受此限),感测单元24可用来进行动模16的开模距离侦测以作为后续是否调整动模16的开模动作参数的判断依据。运算单元26可优选地为具有运算控制功能以用来通过驱动单元22控制动模16的开模动作的韧体、软件或硬件(如系统芯片(system on chip,soc)等),运算单元26电连接于设定单元20及感测单元24,借此,根据动模16的开模距离比对结果,运算单元26可判断出是否需要通过设定单元20改变动模16的开模动作参数设定且据以控制驱动单元22调整动模16的开模动作。
[0022]
以下针对本发明使用控制模块18执行开模控制方法的流程进行说明,请参阅图1、图2,及图3,图3为根据本发明的一实施例所提出的开模控制方法的流程图,本发明的开模控制方法包括下列步骤。
[0023]
步骤300:设定单元20设定动模16的剎车初始速度、剎车减速度及预设开模距离;
[0024]
步骤302:驱动单元22根据剎车初始速度及剎车减速度,控制动模16进行开模且以等减速度方式减速至停止;
[0025]
步骤304:感测单元24侦测动模16的实际开模距离;
[0026]
步骤306:运算单元26根据动模16的预设开模距离及实际开模距离,判断是否改变动模16的剎车初始速度、剎车减速度,以及预设开模距离的设定;若是,回到步骤300;若否,则结束。
[0027]
以下针对上述步骤进行详细的描述,首先,在步骤300中,设定单元20可进行动模16的剎车初始速度、剎车减速度及预设开模距离的设定,更详细地说,设定单元20可优选地采用使动模16以最大等减速度移动预设开模距离(可为使用者通过设定单元20手动输入或机台预设值,但不受此限)后停止的设定,以达到将动模16在上述设定下所需的剎停时间最小化的目的,举例来说,设定单元20可优选地将动模16的最大开模速度设定为剎车初始速度,并且根据动模16的剎车初始速度及预设开模距离计算出动模16的最大剎车减速度(其系可根据习知直线等减速度运动公式计算而得)。
[0028]
在完成上述动模16的剎车初始速度、剎车减速度及预设开模距离的设定后,驱动单元22可据以控制动模16进行开模且以等减速度方式减速至停止(步骤302),至于针对驱动单元22控制动模16以等减速度方式远离静模14以完成射出成型的开模流程的相关描述,简单地说,驱动单元22可利用曲肘连接且软硬件微调控制的方式驱动动模16在开模过程中
以等减速度方式剎停,但不以此为限,也就是说,只要是射出成型机台使用驱动单元控制动模在开模过程中以等减速度方式减速至停止的等减速度驱动设计,其均属本发明的保护范畴。接下来,当动模16以等减速度剎停时,感测单元24可侦测动模16的实际开模距离(步骤304)并且将其侦测结果传送至运算单元26以供后续开模距离比对判断之用。
[0029]
最后,在步骤306中,运算单元26可根据事先设定好的预设开模距离及感测单元24所侦测到的实际开模距离,判断出是否要通过设定单元20改变动模16的剎车初始速度、剎车减速度及预设开模距离的设定,更进一步地,在此实施例中,运算单元26可优选地根据预设开模距离及实际开模距离与想要达到的精度误差值(如10mm,但不以此为限)的比对结果,作为是否要改变动模16的剎车初始速度、剎车减速度及预设开模距离的判断依据。
[0030]
也就是说,若是运算单元26比对出动模16的预设开模距离及实际开模距离的差值小于精度误差值时(其可视为动模16的开模精度落在想要达到的误差范围内),则运算单元26可相对应地判断出动模16已在满足最大等减速度且最短剎停时间的设定下完成剎停的动作,如此即可结束本发明的开模控制方法;反之,若是运算单元26比对出动模16的预设开模距离及实际开模距离的差值大于精度误差值时(其可视为动模16的开模精度超出想要达到的误差范围外),则在实际应用中,设定单元20可优选地采用数学迭代法来调整动模16的剎车初始速度、剎车减速度及预设开模距离的设定,举例来说,设定单元20可调降动模16的剎车减速度(例如将动模16的剎车减速度调降至1/k倍,其中k为大于1的正数),则在不改变动模16的剎车初始速度的设定下,根据习知直线等减速度运动公式,运算单元26可通过设定单元20相对应地改变动模16的预设开模距离及开模时间,且据以再次执行上述步骤300至步骤306(此可视为完成一次迭代),如此循环之,直到运算单元26比对出动模16的预设开模距离及实际开模距离的差值小于精度误差值为止,如此可针对动模16的剎车初始速度、剎车减速度及预设开模距离的设定进行参数优化调整,从而确保动模16的开模动作可满足射出成型机台10想要达到的开模精度要求。
[0031]
值得一提的是,在运算单元26比对出动模16的预设开模距离及实际开模距离的差值大于精度误差值时所进行的开模动作参数调整可不限于上述实施例所提及的剎车减速度调降设计,其亦可改采用选择性地调整其他开模动作参数(如动模16的剎车初始速度、预设开模距离等)的设计。举例来说,在另一实施例中,设定单元20可调降动模16的剎车初始速度,则在不改变动模16的剎车减速度的设定下,根据习知直线等减速度运动公式,运算单元26可通过设定单元20相对应地改变动模16的预设开模距离及开模时间,且据以再次执行上述步骤300至步骤306,其相关描述可参照上述实施例类推,于此不再赘述。
[0032]
综上所述,本发明采用控制动模以等减速度方式减速至停止的开模控制设计以产生动模可平稳地减速滑动至开模停止位置的功效,以解决现有技术中所提到的利用机台本身摩擦力控制动模进行非线性减速急停时会产生机台摇晃震动的问题,从而延长机台寿命并且提升射出成型质量。除此之外,通过上述根据动模的预设开模距离及实际开模距离以判断是否需要改变开模动作参数以控制动模的开模动作的开模控制方法,本发明可针对动模开模动作参数进行优化调整,以确保动模的开模动作可满足射出成型机台想要达到的开模精度要求,进而有效地提升射出成型机台的射出成型效率。
[0033]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修
改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1