具有破裂通道的三维(3D)打印物体的制作方法
具有破裂通道的三维(3d)打印物体
背景技术:
1.增材制造系统通过构建材料层来产生三维(3d)物体。一些增材制造系统被称为“3d 打印设备”,因为这些系统使用喷墨或其他打印技术来施加一些制造材料。3d打印设备和其他增材制造设备使得可以将物体的计算机辅助设计(cad)模型或其他数字表示直接转换为物理物体。
附图说明
2.附图图示了本文所描述原理的各种示例并且是本说明书的一部分。所图示的示例仅出于说明的目的给出,而不限制权利要求的范围。
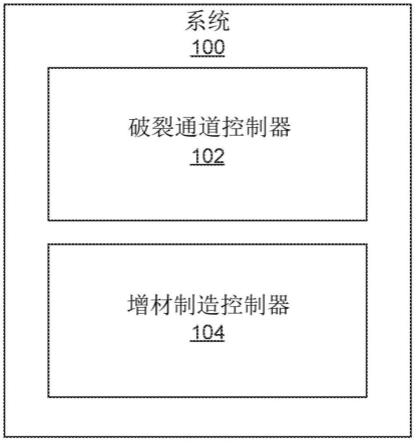
3.图1是根据本文所描述原理的示例的用于在3d打印物体中形成破裂通道的控制系统的框图。
4.图2是根据本文所描述原理的示例的用于在3d打印物体中形成破裂通道的方法的流程图。
5.图3是根据本文所描述原理的示例的具有破裂通道的3d打印物体的等距视图。
6.图4a至图4c描绘了根据本文所描述原理的示例的破裂通道的截面。
7.图5a和5b描绘了根据本文所描述原理的示例的破裂通道的俯视图。
8.图6描绘了根据本文所描述原理的示例的破裂通道的图案的俯视图。
9.图7是根据本文所描述原理的另一个示例的用于在3d打印物体中形成破裂通道的方法的流程图。
10.图8描绘了根据本文所描述原理的示例的用于在3d打印物体中形成破裂通道的非暂态机器可读存储介质。
11.在所有附图中,相同的附图标记指代相似但不一定相同的要素。附图不一定是按比例绘制的,并且一些部分的尺寸可以被放大以更清楚地图示所示的示例。此外,附图提供了与描述一致的示例和/或实施方式;然而,描述不限于附图中提供的示例和/或实施方式。
具体实施方式
12.增材制造系统通过固化构建材料层来形成三维(3d)物体。增材制造系统基于例如使用计算机辅助绘图(cad)计算机程序产品生成的物体的3d模型中的数据来制造物体。模型数据被处理成切片,每个切片定义要固化的构建材料层的部分。
13.与所有所制造的物品一样,3d打印物体可能断裂。例如,足够的力可能导致3d打印物体碎裂。在一些示例中,碎裂的碎片可能具有尖角,这些尖角可能显现为对特定个人有害。例如,3d打印物体可能被放置在如头盔或手套等保护性穿戴物中。如果在破裂时碎片具有尖角,则个人可能会被尖锐的碎片伤害。
14.因此,本说明书描述了通过在3d打印物体中形成预定的破裂图案来避免3d打印物体碎片的尖角的系统和方法。与3d打印物体的其他部分相比,3d打印物体的以破裂图案形成破裂通道的部分可以是固化不足的。在一些示例中,3d打印物体的非通道部分自身可以
完全熔融或部分熔融,而破裂通道在更低程度上熔融。即,增材制造过程中的固化程度影响所得的材料属性,如杨氏模量、极限应变和应力。因此,与完全固化的聚合物粉末相比,固化不足的聚合物粉末可以呈现不同的材料属性。
15.本说明书描述了有意地形成固化不足的区域以在3d打印物体中创建预定的断裂图案。破裂图案可以以任何数量的方式生成,包括通过使用较低密度的熔融试剂、较高密度的冷却试剂、或者通过依赖于来自完全固化的区域的热渗出。因此,在打印过程期间, 3d打印物体的形成破裂通道的部分固化不足,使得这些部分具有的破裂韧性比完全固化的部分低。因此,任何断裂都将沿着这些破裂通道。通道可以被制成弯曲的,以便减少由 3d打印材料的尖锐破片所导致的额外危险。
16.换句话说,可以调整结构的几何形状、熔融试剂和冷却试剂的密度、打印过程参数以及构建方向,使得破裂通道脆弱得足以引导裂纹同时坚固得足以为零件提供结构支撑。
17.虽然特别提及了破裂图案用于防止经固化的粉末状构建材料的破片的尖角,但可以出于各种原因形成破裂通道。例如,在一些情况下,破裂通道产生更可能发生产品的破损的位置。因此,制造商可以形成3d打印物体的固化不足的部分,以促进在特定期望位置(如给用户带来较少风险的区域)破损,并且通过指引沿着预定线路(即,破裂通道) 延展的裂纹来潜在地提高零件的总体破裂强度。
18.在又一示例中,破裂通道可以用于防止物体断裂。即,破裂通道可以使物体的非通道部分互锁,使得即使存在足以使3d打印物体出现裂纹的力,由于破裂通道的几何形状,这些碎块也不会断裂而是保持在一起。
19.破裂通道可以使用各种增材制造设备而被形成。即,增材制造设备广义地指生成3d 打印物体的任何设备。现在呈现可以使用上文描述的生成破裂图案的系统来实施的不同增材制造设备的几个示例。
20.在一个示例中,为了形成3d打印物体,将构建材料沉积在床上,该构建材料可以是粉末。然后,将熔融试剂分配到构建材料层的要熔融以形成3d打印物体的层的部分上。执行这种类型的增材制造的系统可以被称为基于粉末和熔融试剂的系统。以期望图案设置的熔融试剂增加了其上设置有试剂的构建材料层的能量吸收。然后,将构建材料暴露在如电磁辐射等能量下。电磁辐射可以包括红外光、激光或其他合适的电磁辐射。由于由熔融试剂赋予的热吸收属性的提高,使构建材料的设置有熔融试剂的部分加热到大于构建材料的熔融温度的温度。相比之下,施加的热量没有大到将不含试剂的构建材料的部分的热量提升到该熔融温度。此工艺以逐层的方式重复进行,以生成3d物体。然后,未熔融的材料部分可以与熔融部分分离,并且未熔融部分被回收用于随后的3d形成操作。
21.用于形成3d打印物体的另一种方式是将粘合剂选择性地施加到松散构建材料的区域。在此示例中,在填充有构建材料的构建床内部准备好“潜在”零件。构建床可以被转移到炉,在该炉中,第一加热操作去除所施加的粘合剂中存在的溶剂。随着溶剂被去除,剩余的粘合剂硬化并将构建材料胶合在一起以将“潜在”零件转换成“生坯”零件。然后,从床移除生胚零件。由于此操作,残留的构建材料可能会在生胚零件上结块。可能期望在清洁操作中从生胚零件去除残留的构建材料。在一些示例中,生胚零件被装入烧结炉中,在该烧结炉中,所施加的热量可以导致粘合剂分解并且导致构建材料粉末颗粒烧结或熔融在一起而成为耐久的固体形式。
22.在又一示例中,将激光器或其他能量源选择性地瞄准粉末构建材料或粉末构建材料层,以形成3d打印物体的切片。这种工艺可以被称为选择性激光烧结。
23.在被称为激光熔融的增材制造的一个特定示例中,激光器阵列扫描每个粉末状构建材料层以形成3d打印物体的切片。在此示例中,根据图像切片而在扫描过程期间动态开启和关闭每个激光束。与基于熔融试剂的系统类似,此激光熔融工艺也是逐层的。
24.在又一示例中,增材制造工艺可以使用选择性激光熔化,其中,粉末材料的部分被选择性地熔化在一起以形成3d打印物体的切片,该粉末材料可以是金属的。
25.作为又一示例,在熔融沉积成型中,将熔化的构建材料选择性地沉积在其冷却的层中。随着构建材料的冷却,其熔融在一起并粘附至先一层。重复进行此过程以构造3d打印物体。
26.在又一示例中,增材制造工艺可以涉及使用光源来将液态树脂固化成坚硬物质。这种操作可以被称为立体光刻。相应地,执行这些增材制造工艺中的任何一个的设备可以被称为增材制造设备并且在一些情况下被称为打印机。
27.回到本系统。本系统可以包括用于确定3d打印物体的破裂通道的破裂通道控制器。与3d打印物体的非通道部分相比,3d打印物体的沿着破裂通道的部分要在更低程度上被固化。该系统还包括用于控制增材制造设备的增材制造控制器,该增材制造设备可以是无论任何类型的。具体地,增材制造控制器控制增材制造设备以:1)固化粉末状构建材料层的部分以形成3d打印物体的切片,以及2)选择性地固化切片中的破裂通道,其中,与非通道部分相比,破裂通道在更低程度上被固化。
28.本说明书还描述了一种方法。根据该方法,确定要在3d打印物体上形成的破裂图案。然后,通过以下操作以逐层的方式形成3d打印物体的切片:1)沉积粉末状构建材料层,2)在第一程度上固化沿着破裂图案的破裂通道的粉末状构建材料,以及3)在第二程度上固化在切片的非通道部分处的粉末状构建材料,第二程度高于第一程度。
29.本说明书还描述了一种利用可由处理器执行的指令编码的非暂态机器可读存储介质。该机器可读存储介质包括确定要在3d打印物体上形成的破裂图案以及确定每个破裂通道的破裂强度的指令。指令还更改与3d打印物体相关联的制造文件以将破裂图案并入到3d打印物体中。指令还通过以下操作以逐层的方式形成3d打印物体的切片:1)沉积粉末状构建材料层,2)在第一程度上固化沿着破裂图案的破裂通道的粉末状构建材料,以及3)在第二程度上固化在切片的非通道部分处的粉末状构建材料,第二程度高于第一程度。
30.这种系统和方法:1)提供了对期望的破裂通道的选择,使得3d打印物体在破损时以可预测的方式破损;2)允许在没有第二种材料的情况下形成破裂图案;以及3)以有效并且简单的方式提供了破裂通道。然而,设想到的是,本文所公开的系统和方法可以解决多种技术领域中的其他问题和缺陷。
31.如在本说明书和所附权利要求中所使用的,术语“控制器”可以指可以包括处理器和存储器的电子部件。处理器可以包括用于从存储器取得可执行代码并执行该可执行代码的硬件架构。作为具体示例,如本文所描述的控制器可以包括计算机可读存储介质、计算机可读存储介质和处理器、专用集成电路(asic)、基于半导体的微处理器、中央处理单元(cpu)和现场可编程门阵列(fpga)和/或其他硬件设备。
32.存储器可以包括计算机可读存储介质,该计算机可读存储介质可以包含或存储由
(102)可以更改与3d打印物体相关联的此构建文件以定义破裂通道。以下呈现可以被调整以更改固化程度的增材制造特性的附加示例。
40.相应地,破裂通道控制器(102)表示系统(100)的部件,该部件自动地或经由用户输入来确定3d打印物体上出于各种原因要实现固化不足的位置。特定位置以实现固化不足为目标的原因的示例包括在3d打印物体出现裂纹时避免尖角、提供3d打印物体的可预测的破损位置、以及提高3d打印物体的强度。
41.系统(100)还包括用于控制增材制造设备的增材制造控制器(104)。即,控制器 (104)指示增材制造设备及其每个组成部件以形成3d打印物体。具体地,在基于熔融试剂的系统中,控制器(104)可以指导构建材料分配器添加构建材料层。进一步,控制器(104)可以发送指令以指导打印头将熔融试剂选择性地沉积到构建材料层的表面上。控制器(104)还可以指导打印头在特定位置处喷射试剂以形成3d打印物体切片。
42.具体地,增材制造控制器(104)指示呈任何形式的增材制造设备以固化粉末状构建材料层的用于形成3d打印物体切片的部分,并且还固化切片中的破裂通道。然而,与非通道部分相比,破裂通道的固化程度更低,这部分地由于由破裂通道控制器(102)进行的破裂通道定义。
43.如上文所述,存在用于调整要形成破裂通道的粉末状材料的固化程度的任何数量的方式。一个这种示例是通过调整破裂通道的宽度。例如,当最近地已经被固化并且因此具有较高热能的区域将该热能泄露到还未被固化的相邻区域时,发生热渗出。例如,热渗出可以在3d打印物体的切片的边界处发生。在一些情况下,热渗出可能足以导致自由的粉末状构建材料半永久地固化、或在较低程度上固化。此区域仍可以被固化至一定强度,但其强度可能低于相邻的完全固化的部分。因此,在此示例中,破裂通道可以由未固化的粉末状构建材料形成,并且热渗出的效果可以允许这些未固化的破裂通道半永久地固化。因此,通过改变这些破裂通道的宽度,可以更改半永久固化的程度,该更改影响沿着该破裂通道的总体破裂强度。
44.在另一个示例中,可以调整并且特别是降低破裂通道中的熔融试剂的密度。即,如上文所述,熔融试剂提高了下层的粉末状构建材料的吸收特性。相应地,通过减少熔融试剂的量,下层的粉末状构建材料在较低程度上吸收热能并且因此具有较低的所得强度。
45.作为又一示例,可以调整并且特别是增大破裂通道中的细化试剂的密度。如在本说明书中所使用的,细化试剂可以指经由任何机制抑制熔融的任何试剂。例如,细化试剂可以冷却粉末状构建材料或降低下层的粉末状构建材料的吸收特性。相应地,通过将不同的量或密度的细化试剂放在破裂通道上,用于形成这些破裂通道的下层的粉末状构建材料的熔融程度将比3d打印物体的接纳较少量的细化试剂的部分低。
46.在又一示例中,可以向破裂通道添加附加的材料。例如,可以向切片的破裂通道部分添加增塑剂以降低该部分的破裂韧性。
47.在又一示例中,可以调整固化设备的发射能量。例如,在使用激光器来固化粉末状构建材料的情况下,这些激光器发射的能量可以影响下层的构建材料在何种程度上被固化。相应地,通过更改这些发射特性,可以选择所得的破裂韧性。相应地,可以更改发射特性以使得与3d打印物体的非通道部分相比,破裂通道中的粉末状构建材料具有较低的破裂韧性。
48.在又一示例中,可以调整零件的构建方向。例如,针对某一宽度的破裂通道,在打印过程期间,在该通道是水平的或竖直的情况下,固化程度是不同的。这是因为水平的通道会由于来自固化上面的层的热渗出而经受再固化。相应地,增材制造控制器(104)可以基于期望的破裂通道强度来更改要构建的零件的方向。
49.虽然特别提及了可以做出的调整的几个示例,但是可以对这些破裂通道做出任何数量的调整,使得与3d打印物体的相邻部分相比,这些破裂通道具有降低的破裂韧性。
50.此外,虽然提及了使用单一调整,但是可以以组合的方式使用任何数量的调整。例如,可以更改破裂通道的宽度同时增加该通道中的细化试剂的量。
51.因此,本系统(100)提供了用于指定在3d打印物体破裂时将会发生之事的方式,该指定可以基于任何数量的标准,所述标准包括去除破片的尖角和/或提供3d打印物体的确定性破损地点。
52.图2是根据本文所描述原理的示例的用于在3d打印物体中形成嵌入式破裂通道的方法(200)的流程图。根据方法(200),确定(框201)要在3d打印物体上形成的破裂图案。这可以基于用户输入或者是自动的。即,用户可以手动地更改与3d打印物体相关联的设计文件和/或构建文件,例如,通过绘制横跨3d打印物体的表面的破裂通道。在另一个示例中,可以自动地确定(框201)破裂通道。确定(框201)破裂图案可以包括设置破裂通道和/或增材制造工艺的特性以创建破裂通道。例如,可以更改细化试剂和 /或熔融试剂的沉积、可以更改零件的构建方向和/或可以更改用于熔融零件的能量源的发射能量。
53.在一些示例中,破裂图案是周期性的。在其他示例中,破裂图案是不规则的。例如,破裂通道可以具有某些预定的特性,但是实际通道本身可以是随机的。作为特定示例,用户可以输入如期望的曲率半径等某些标准,破裂图案控制器(图1,102)可以横跨3d 打印物体的表面生成满足这些标准的随机的不规则图案。
54.然后,3d打印物体的切片可以通过例如沉积(框202)粉末状构建材料层,在第一程度上固化(框203)沿着破裂通道的粉末状构建材料并且在第二程度上固化(框204) 在切片的非通道部分处的粉末状构建材料来形成,第二程度低于第一程度。即,在固化 (框203)3d打印物体的非通道部分期间,增材制造设备可以以某一组固化参数进行操作。然而,在固化(框203)3d打印物体的破裂通道部分期间,增材制造设备可以以不同的一组固化参数进行操作,该不同的一组固化参数可以使得经固化的材料具有降低的强度。因此,本方法(200)向3d打印物体提供了横跨其表面的通道的图案,这些通道具有降低的强度,使得如果3d打印物体发生损坏从而出现裂纹或其他破损,则该裂纹或其他破损会沿着破裂图案发生。因此,方法(200)降低了在3d打印物体破损时可能导致的不确定性。此降低的不确定性因此提供了对3d打印物体的性能的更好控制。在一些示例中,操作中的一些可以以逐层的方式执行。即,可以以逐层的方式沉积(框202)粉末状构建材料以及在相应的程度上固化(框203、204)破裂通道和非通道部分,从而顺序地形成3d打印物体的切片。
55.图3是根据本文所描述原理的示例的具有嵌入式破裂通道的3d打印物体(308)的等距视图。具体地,图3描绘了包括作为保护性表面的3d打印物体(308)的手套。在图3中,3d打印物体(308)被定义为板表面,并且用虚线描绘以指示该物体在手套(306) 内部的位置。虽然图3描绘了具有特定尺寸和特定形状的3d打印物体(308)的特定示例,但是3d打印物体(308)可以采取各种形式和各种形状。
56.图4a至图4c描绘了根据本文所描述原理的示例的嵌入式破裂通道(412)的截面。具体地,图4a至图4c描绘了沿着图3的线a-a截取的3d打印物体(图3,308)的截面图的一部分。如上文所述,对于3d打印物体(图3,308)的每个层,与跨越3d打印物体(图3,308)的破裂通道(412)相比,非通道部分(414)可以使用不同的固化特性来固化。在图4a至图4c中,破裂通道(412)经由点填充与非通道部分(414)区分开。在附图中,填充的间距指示破裂通道(412)的不同强度。如在图4a至图4c中可以看到的,破裂通道的不同大小、或宽度可以导致不同的破裂通道(412)强度。例如,较窄的通道可以较坚固,如更密集填充的破裂通道(412)所指示的。
57.图4a至图4c描绘了使用热渗出来生成具有不同强度的破裂通道(412)的特定情况。例如,可以以一定间隙沉积熔融试剂(416)以形成3d打印物体(图3,308)的切片,该间隙定义破裂通道(412)的路径。随着能量源被施加在切片上,接纳熔融试剂(416) 的部分(即,非通道部分(414))吸收热能,使得这些部分熔融在一起。此热能可以耗散到切片的未接纳熔融试剂的部分,即,破裂通道(412)。如上文所述,此耗散可以导致破裂通道(412)部分地熔融,使得破裂通道粘合在一起。然而,这些部分熔融的破裂通道(412)可以在特定应力下断裂,该特定应力小于使非通道部分(414)裂开的应力。
58.如来自图4a至图4c的密度越来越低的填充所指示的,随着破裂通道(412)的宽度的增加,热渗出的量减少。热渗出的减少降低了部分熔融,这降低了破裂通道(412) 的强度。相应地,在此特定示例中,可以基于破裂通道(412)的宽度来选择破裂通道(412) 的特定强度。如上文所述,虽然图4a至图4c描绘了更改破裂通道(412)的强度的一种情况,但是还可以做出各种其他调整。
59.在一些示例中,如图4a和4b所描绘的,破裂通道(412)可以暴露于3d打印物体 (图3,308)的表面。然而,在一些示例中,如图4c所描绘的,破裂通道(412)可以被嵌入3d打印物体的内层中。即,可以存在沉积在破裂通道(412)的顶部上的至少一个表面层(418)。在此示例中,仍然存在3d打印物体(图3,308)的可预测的破裂,但是破裂通道(412)可能无法识别。在破裂通道(412)的顶部上添加表面层(418)还可以向3d打印物体(图3,308)提供附加的强度。
60.图5a和5b描绘了根据本文所描述原理的示例的嵌入式破裂通道(412)的俯视图。具体地,图5a和5b描绘了3d打印物体(图3,308)的部分(图3,312)的不同示例。如上文所述,破裂通道(412)可以沿着3d打印物体(图3,308)的表面延伸并且可以使相邻的非通道部分(414-1、414-2)分离。在一些示例中,破裂通道(412)是非通道部分(414)之间的弯曲通道。这些弯曲的破裂通道(412)防止了切片的非通道部分(414) 周围的尖角。相应地,若3d打印物体(图3,308)破裂,则破裂将沿着这些破裂通道 (412)发生。由于破裂通道包括弯曲通道,破裂破片上将不会存在尖角,因此防止给用户带来额外的危险和/或伤害。即,如上文所述,尖角可能会给用户或被嵌入了3d打印物体(图3,308)的其他部件带来危险,弯曲的破裂通道(412)防止了尖角破裂破片的任何负面后果。
61.在一些示例中,破裂通道(412)可以是非通道部分(414)之间的互锁通道。例如,如图5b所描绘的,破裂通道(412)的几何形状部分地使两个非通道部分(414-1、414
‑ꢀ
2)保持在一起,即使在破裂时也是如此。在此示例中,在破裂时,不仅防止了尖角,而且鉴于破裂通道(412)的互锁性质,可以避免3d打印物体(图3,308)裂开。这种布置通过减少特定破片的
危险的尖角并且还通过使物体保持具有单个、或较少的碎块,从而提供了甚至更好的危险避免效果。相比之下,在破裂时,图5a中相邻的非通道部分 (414-1、414-2)可以分离,因为在此情况下破裂通道(412)没有使相邻的非通道部分 (414-1、414-2)互锁。
62.在这些示例中,可以基于特定的破裂通道(412)的强度是否将相邻的非通道部分(414) 锁定在一起来选择该破裂通道(412)的强度。例如,在图5a中,保持非通道部分(414) 的机制可能完全是破裂通道(412)的强度。相比之下,在图5b中,互锁的几何形状以及破裂通道(412)的强度都使非通道部分(414)保持在一起。由于图5b中的破裂通道 (412)不是使非通道部分(414)保持在一起的机制,因此该破裂通道(412)强度可以被设计为较低。相比之下,由于图5a中的破裂通道(412)没有将非通道部分(414)锁定在一起,因此该破裂通道(412)可以被设计为与图5b中所描绘的破裂通道(412)相比更坚固。作为特定示例,与图5a中所描绘的破裂通道(412)相比,图5b中的破裂通道(412)可以更窄。
63.图6描绘了根据本文所描述原理的示例的破裂通道(图4a,412)的图案的俯视图。具体地,图6描绘了3d打印物体(图3,308)的部分(310)的俯视图。如图6所描绘的,在一些示例中,破裂图案(即,横跨3d打印物体(图3,308)的表面的破裂通道(图4a,412)的图案)可以是跨越3d打印物体(图3,308)的不规则图案。如从图6 可以看到的,在破裂时,由于具有弯曲的破裂通道(图4,412),很大程度上防止了尖锐破片。虽然图6只描绘了3d打印物体(图3,308)的部分(310),但是可以横跨3d 打印物体(图3,308)的整个表面重复此图案。
64.图7是根据本文所描述原理的另一个示例的用于在3d打印物体(图3,308)中形成嵌入式破裂通道(图4,412)的方法(700)的流程图。如上文结合图2所述,方法 (700)包括确定(框701)要在3d打印物体(图3,308)中形成的破裂图案,破裂图案指在表面上或在表面层下方的跨越3d打印物体(图3,308)的破裂通道(图4,412) 的组合。
65.除了确定(框701)破裂图案之外,系统(图1,100)、特别是破裂通道控制器(图 1,102)可以确定(框702)破裂通道(图4,412)的破裂强度。即,不同的破裂通道 (图4a,412)可以具有不同的破裂强度。换句话说,固化不足的破裂通道(图4,412) 可以在不同位置处具有不同的固化程度。
66.在如上所述的一个特定示例中,破裂通道(图4,412)的破裂强度可以基于破裂通道(图4,412)是否将切片的相邻部分锁定在一起。在其他示例中,可以确定不同的破裂通道(图4,412)强度以便在期望的位置处产生破裂。例如,在3d打印流体容器上,可能期望如果3d打印容器断裂,则该容器首先在流体入口附近断裂,以便易于修复。还可能期望在流体容器发生灾难性破损的情况下不会产生尖角破片。因此,与在其他位置处的弯曲的破裂通道(图4,412)相比,流体入口附近的破裂通道(图4,412)的破裂强度具有降低的强度。
67.在确定(框701)破裂通道(图4,412)并且确定(框702)每个破裂通道的强度之后,可以如上文结合图2所述地形成3d打印物体(图3,308)。即,可以沉积(框703) 粉末状构建材料层,在第一程度上固化(框704)破裂通道(图4,412)并在高于第一程度的第二程度上固化(框705)非通道部分(图4,414)。
68.如上文在一些示例中所述,破裂通道(图4,412)可以是次表面。在这种示例中,方法(700)包括均匀地固化(框706)粉末状构建材料以形成表面层(图4,418)。这些表面层(图4,418)可以出于美观目的用于遮盖破裂通道(图4,412),并且还可以向整个3d打印物体(图3,308)提供额外的强度。
69.图8描绘了根据本文所描述原理的示例的用于在3d打印物体(图3,308)中形成嵌入式破裂通道(图4,412)的非暂态机器可读存储介质(820)。为了实现其期望功能,计算系统包括各种硬件部件。具体地,计算系统包括处理器和机器可读存储介质(820)。机器可读存储介质(820)通信地耦接到处理器。机器可读存储介质(820)包括用于执行指定功能的多个指令(822、824、826、828、830)。机器可读存储介质(820)使处理器执行指令(822、824、826、828、830)的指定功能。
70.参考图8,图案指令(822)当由处理器执行时使处理器确定要在3d打印物体(图 3,308)上形成的破裂图案。强度指令(824)当由处理器执行时可以使处理器确定每个破裂通道(图4,412)的破裂强度。制造文件指令(826)当由处理器执行时可以使处理器更改与3d打印物体(图3,308)相关联的制造文件以将破裂图案并入到3d打印物体 (图3,308)中。构建材料指令(828)当由处理器执行时可以使处理器沉积粉末状构建材料层。固化指令(830)当由处理器执行时可以使处理器在第一程度上固化沿着破裂图案的破裂通道(图4,412)的粉末状构建材料,并且在第二程度上固化在切片的非通道部分(图4,414)处的粉末状构建材料,第二程度高于第一程度。
71.这种系统和方法:1)提供了对期望的破裂通道的选择,使得3d打印物体在破损时以可预测的方式破损;2)允许在没有第二材料的情况下形成破裂图案;以及3)以有效并且简单的方式提供了破裂通道。然而,设想到的是,本文所公开的系统和方法可以解决多种技术领域中的其他问题和缺陷。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1