淋膜热复合土工材料生产线的制作方法
1.本申请涉及一种土工材料的生产线,尤其涉及一种既可以以淋膜的工艺方式生产,又可以以热复合的工艺方式生产的淋膜热复合土工材料生产线。
背景技术:
2.土工布又名无纺布,又称土工织物,是由合成纤维通过针刺而成的透水性土工合成材料。土工布具有优秀的耐酸碱、耐腐蚀、抗老化、抗拉伸、耐高温、抗冷冻功能。在土工布生产过程中,需使用拉幅定型机,将织物保持一定的尺寸和形态,加热至所需温度,使纤维分子链运动加剧,纤维中应力降低,结晶度和晶区有所增大,非晶区趋向集中,纤维结构进一步完整,使纤维及其织物的尺寸热稳定性获得提高。
3.土工布的生产方式主要是淋膜和热复合两种方式,其中淋膜的生产方式需要使用到淋膜机,淋膜机又称挤出复合机、涂膜机、涂塑机、涂布复合机等,是挤出成型机械的一种,其具有高自动化、高效生产的优点,其产品的涂层厚度均匀、粘合牢度高、卷取平整等优点,可替代干式复合、热熔胶涂布复合的生产方式。
4.但是在一些情况下,热复合的生产方式相对淋膜的生产方式更加快捷,成本相对较低,仍具有一定的优势。
5.相对生产企业而言,需要根据市场的需求而决定采用一种生产方式,而无论是采用热复合方式还是淋膜方式,均需要架设不同的生产线,投资成本较大。现有技术中还没有一条可同时提供热复合、淋膜两种生产方式的生产线。
技术实现要素:
6.为解决上述现有技术中的不足,本申请的目的在于提出一种既可以以淋膜的工艺方式生产,又可以以热复合的工艺方式生产的淋膜热复合土工材料生产线。
7.本申请的目的是这样实现的:淋膜热复合土工材料生产线,包括放卷装置、复合装置以及收集装置,在复合装置上方设置有淋膜头和加热装置;所述加热装置包括加热支架,以及固定在加热支架内的加热管;所述放卷装置包括至少两个放卷辊和若干过渡辊;放卷装置后侧设置有复合装置,所述复合装置包括一对复合辊;复合装置后侧设置有收集装置,所述收集装置包括一个收集辊和过渡辊。
8.所述放卷辊包括第一放卷辊、第二放卷辊,若干过渡辊包括复合过渡辊、第一过渡辊、第一张紧辊;第一放卷辊所处位置高于第二放卷辊,在第一放卷辊与复合装置间设置有复合过渡辊;在第二放卷辊与复合过渡辊间设置有第一过渡辊、第一张紧辊。
9.所述收集辊和复合装置间设置有第二过渡辊。
10.所述复合装置的复合辊包括水平排列的第一复合辊、第二复合辊,第一复合辊、第二复合辊间留有挤压缝隙,且相向转动。
11.在第一复合辊后侧设置有第一辅助辊,在第二复合辊前侧设置有第二辅助辊;第一复合辊、第二复合辊通过齿轮联动,且相向转动,第一辅助辊、第二辅助辊通过驱动装置
独立驱动;所述第一复合辊、第二复合辊、第一辅助辊、第二辅助辊水平布设于支架的上部,各辊的滚轴通过轴承与支架上部转动相连,支架下部座于底座上;在支架下部设置有第四过渡辊。
12.在收集辊和复合装置间设置有二次复合装置,所述二次复合装置包括两上下排列的第三复合辊、第四复合辊,第三复合辊、第四复合辊间留有挤压缝隙,且两者相向转动。
13.在二次复合装置和收集辊间设置有第三过渡辊、第二张紧辊和主动辊,由二次复合装置复合后的复合布经第三过渡辊、第二张紧辊和主动辊后收集于收集辊处。
14.由于实行上述技术方案,本申请通过改变复合装置的位置,并同时改变收集辊、第二放卷辊的转向,使其适用不同生产方式,从而可实现一条生产线同时具备淋膜和热复合两种生产方式进行生产的目的。相比于现有技术,本申请将两种生产方式集合到一条生产线上的方式,极大的降低了企业的投资成本,并节约了厂房内的空间,增强了生产的灵活性,满足了生产所需。
附图说明
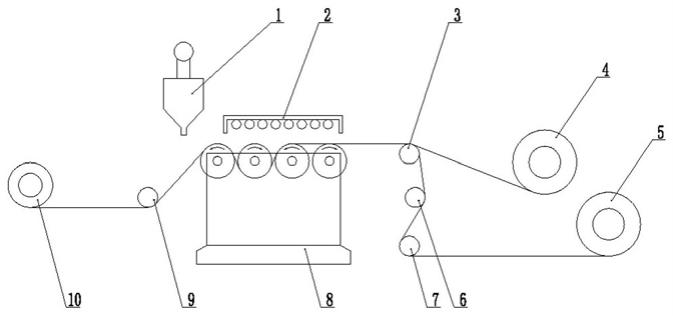
15.本发明的具体结构由以下的附图和实施例给出:图1是以热复合方式进行生产时的本申请结构示意图;图2是带有二次复合装置以热复合方式进行生产时的本申请结构示意图;图3是以淋膜方式进行生产时的本申请结构示意图;图4是复合装置的结构示意图。
16.图例:1、淋膜头,2、加热装置,3、复合过渡辊,4、第一放卷辊,5、第二放卷辊,6、第一张紧辊,7、第一过渡辊,8、复合装置,8
‑
1、第一辅助辊,8
‑
2、第一复合辊,8
‑
3、第二复合辊,8
‑
4、第二辅助辊,8
‑
5、支架,8
‑
6、底座,9、第二过渡辊,10、收集辊,11、二次复合装置,12、第三过渡辊,13、第二张紧辊,14、主动辊,15、第四过渡辊。
具体实施方式
17.本发明不受下述实施例的限制,可根据本发明的技术方案与实际情况来确定具体的实施方式。
18.实施例1:如图1所示,淋膜热复合土工材料生产线包括放卷装置、复合装置8以及收集装置,在复合装置8上方设置有淋膜头1和加热装置2,其中淋膜头1是现有技术中的淋膜机的一个组件,淋膜头1前连接输送机和干燥机,通过干燥机将物料水分处理至一定标准后,再由螺杆输送机一面将物料颗粒加热熔融,一面经输料弯头进入淋膜头1,并押出一薄膜,其具体结构为已有技术,且非本申请发明点,在此不做详细描述。
19.所述加热装置2包括加热支架,以及固定在加热支架内的加热管;所述放卷装置包括至少两个放卷辊和若干过渡辊;放卷装置后侧设置有复合装置8,所述复合装置8包括一对复合辊;复合装置8后侧设置有收集装置,所述收集装置包括一个收集辊10和过渡辊。
20.进一步的,所述放卷辊包括第一放卷辊4、第二放卷辊5,若干过渡辊包括复合过渡辊3、第一过渡辊7、第一张紧辊6;第一放卷辊4所处位置高于第二放卷辊5,在第一放卷辊4与复合装置8间设置有复合过渡辊3;在第二放卷辊5与复合过渡辊3间设置有第一过渡辊7、
第一张紧辊6。在热复合方式生产时,加热装置2位于复合装置8的正上方,第一放卷辊4 上包套膜卷,第二放卷辊5上包套布卷,膜由第一放卷辊4上引出后经复合过渡辊3进入前述复合辊间,布由第二放卷辊5上引出后,经第一过渡辊7、第一张紧辊6、复合过渡辊3进入前述复合辊间;膜位于布的上侧,在复合过渡辊3处膜与布层叠。
21.进一步的,所述收集辊10和复合装置8间设置有第二过渡辊9。在热复合方式生产时,由复合装置8挤压后的复合布经第二过渡辊9引至收集辊10处成卷收集。
22.进一步的,如图1
‑
4所示,所述复合装置8的复合辊包括水平排列的第一复合辊8
‑
2、第二复合辊8
‑
3,第一复合辊8
‑
2、第二复合辊8
‑
3间留有挤压缝隙,且相向转动。在热复合方式生产时,由放卷装置引出的膜、布进入所述挤压缝隙,被第一复合辊8
‑
2、第二复合辊8
‑
3挤压复合。
23.进一步的,在第一复合辊8
‑
2后侧设置有第一辅助辊8
‑
1,在第二复合辊8
‑
3前侧设置有第二辅助辊8
‑
4;在热复合方式生产时,第一辅助辊8
‑
1的转向与第一复合辊8
‑
2的转向相反,第二辅助辊8
‑
4的转向与第二复合辊8
‑
3的转向相反;第一辅助辊8
‑
1用以辅助拉动复合后的布料向收集装置侧移动,第二辅助辊8
‑
4则用以将进入挤压缝隙前的布料拉伸,使得布料尽量处于平整状态,降低挤压复合时出现褶皱的几率。
24.进一步的,所述第一复合辊8
‑
2、第二复合辊8
‑
3、第一辅助辊8
‑
1、第二辅助辊8
‑
4水平布设于支架8
‑
5的上部,各辊的滚轴通过轴承与支架8
‑
5上部转动相连,第一复合辊8
‑
2、第二复合辊8
‑
3通过齿轮联动,且相向转动,并由一驱动装置驱动;第一辅助辊8
‑
1、第二辅助辊8
‑
4通过驱动装置独立驱动;支架8
‑
5下部座于底座8
‑
6上;在支架8
‑
5下部设置有第四过渡辊15。通过移动底座8
‑
6的位置,即可改变复合装置8与淋膜头1、加热装置2的相对位置。为便于移动,底座8
‑
6底部安装有行走轮。
25.本申请中,收集辊10、第一放卷辊4、第二放卷辊5、第一复合辊8
‑
2、第二复合辊8
‑
3、第一辅助辊8
‑
1、第二辅助辊8
‑
4处均设置有驱动装置,用以分别驱动收集辊10、第一放卷辊4、第二放卷辊5、第一复合辊8
‑
2、第二复合辊8
‑
3、第一辅助辊8
‑
1、第二辅助辊8
‑
4主动转动。
26.本申请中驱动装置为可调速电动机,可通过对驱动装置的调速控制收集辊10、第一放卷辊4、第二放卷辊5、第一复合辊8
‑
2、第二复合辊8
‑
3、第一辅助辊8
‑
1、第二辅助辊8
‑
4的转速。举例说明:在热复合生产方式时,通过一驱动装置控制第一复合辊8
‑
2、第二复合辊8
‑
3同速转动,通过另一驱动装置控制第二辅助辊8
‑
4以低于第一复合辊8
‑
2、第二复合辊8
‑
3转速的转速转动,形成对层叠的膜布进行反向摩擦拉扯,使得布在进入挤压缝隙时保持相对的平整状态,利于膜布热复合。其余的驱动装置根据实际生产进行差速调节,更有利于布、膜的输送。
27.本申请在热复合生产方式时,如图1所示,加热装置2位于复合装置8的正上方,第一放卷辊4 上包套膜卷,第二放卷辊5上包套布卷,膜由第一放卷辊4上引出后经复合过渡辊3进入前述复合辊间,布由第二放卷辊5上引出后,经第一过渡辊7、第一张紧辊6、复合过渡辊3进入前述复合辊间;膜位于布的上侧,在复合过渡辊3处膜与布层叠。由放卷装置引出的膜、布进入所述挤压缝隙,被第一复合辊8
‑
2、第二复合辊8
‑
3挤压复合。由复合装置8挤压后的复合布经第二过渡辊9引至收集辊10处成卷收集。第一复合辊8
‑
2、第二复合辊8
‑
3相向转动,第一复合辊8
‑
2、第一辅助辊8
‑
1转向相反,第二复合辊8
‑
3、第二辅助辊8
‑
4转向相反。
28.本申请在淋膜生产方式时,如图3所示,移动复合装置8,使得淋膜头1位于复合辊正上方,根据实际需要,可在第一放卷辊4 上包套布卷,也可在第一放卷辊4和收集辊10上均包套布卷,收集辊10相对热复合生产方式时反向转动,由第一放卷辊4和收集辊10两侧引出的布与淋膜一同进入挤压缝隙,被第一复合辊8
‑
2、第二复合辊8
‑
3挤压复合;复合布则经第四过渡辊15引至第二放卷辊5进行收集,第二放卷辊5相对热复合生产方式时反向转动。同时,第一辅助辊8
‑
1、第二辅助辊8
‑
4相对热复合生产方式时反向转动,第一复合辊8
‑
2、第二复合辊8
‑
3相向转动,第一复合辊8
‑
2、第一辅助辊8
‑
1转向相同,第二复合辊8
‑
3、第二辅助辊8
‑
4转向相同。
29.实施例2:如图2所示,在收集辊10和复合装置间设置有二次复合装置11,所述二次复合装置11包括两上下排列的第三复合辊、第四复合辊,第三复合辊、第四复合辊间留有挤压缝隙,且两者相向转动。二次复合装置11的设置可对复合布进一步进行挤压复合,加强膜与布之间的贴合。
30.进一步的,在二次复合装置11和收集辊10间设置有第三过渡辊12、第二张紧辊13和主动辊14,由二次复合装置11复合后的复合布经第三过渡辊12、第二张紧辊13和主动辊14后收集于收集辊10处。其中主动辊14通过驱动装置的带动主动转动,转速可调,可辅助收集辊10对复合布的成卷收集。其余均同实施例1。
31.本实施例适用于热复合生产方式,淋膜生产方式不采用本实施例。
32.上述说明仅仅是为清楚地说明本申请所作的举例,而并非是对本申请的实施方式的限定。凡是属于本申请的技术方案所引申出的显而易见的变化或变动仍处于本申请的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1