一种便于产品脱模的模具的制作方法
1.本实用新型涉及模具领域,尤其涉及一种便于产品脱模的模具。
背景技术:
2.现有的模具常采用设置在后模(定模)的顶出结构将成型后的产品从后模上顶出,但是当产品粘连在前模(动模)上时,单采用后模的顶出结构无法将粘连在前模上的产品顶出。故而,使得模具中的产品取出困难,取出产品耗时较长,使的在一些注塑后冷却时间短,需要快速将注塑完成的产品取出并进行下次注塑的生产时(如塑料模具批量加工生产时),成型产品取出困难,使得成型产品取出耗时长,从而使得单件产品的生产加工周期变长,严重的影响了采用模具生产产品的效率。
技术实现要素:
3.为了克服现有技术中采用后模顶针将成型后的产品从后模上顶出时,存在产品粘连在前模上使得后模顶针无法将产品顶出而导致产品取出困难取出产品耗时长,以至于影响模具加工生产产品的效率的缺陷。本实用新型所需解决的问题在于提出一种便于产品脱模的模具,使得当成型后的产品粘连在前模时,亦可以将产品快速轻松的取出,从而避免产品取出动作影响模具加工生产产品的效率。
4.为达此目的,根据本实用新型的一个方面,提供了一种便于产品脱模的模具,包括前模、后模、推出结构,
5.所述前模与所述后模配合形成注塑型腔;
6.所述推出结构设置于所述前模上,用于开模时给予产品一个与开模方向相反的推力使产品从前模上脱落。
7.优选地,所述推出结构包括推动部、弹性件、凸台,
8.所述推动部滑动连接于所述前模的腔壁内,用于将粘附在所述前模上的产品推出使产品从所述前模上脱落;
9.所述弹性件两端分别与所述前模以及所述推动部相连接用于提供所述推动部推动产品时所需的推力;
10.所述凸台设置于所述推动部底部用于使所述推动部在模具合模时回弹至所述前模的腔壁内。
11.优选地,所述推出结构包括推动部、弹性件、凸台,
12.所述推动部滑动连接于所述前模的腔壁内,用于将粘附在所述前模上的产品推出使产品从所述前模上脱落;
13.所述弹性件两端分别与所述前模以及所述推动部相连接用于提供所述推动部推动产品时所需的推力;
14.所述凸台设置于所述后模的型腔内壁上用于使所述推动部在模具合模时回弹至所述前模腔壁内。
15.优选地,还包括顶出结构,所述顶出结构设置于所述后模上用于在开模时将产品从所述后模上顶出,所述顶出结构包括后模顶针、顶针固定板、推板,
16.所述后模顶针滑动配合于所述后模的通孔内;
17.所述顶针固定板与所述后模顶针上非接触产品端固定连接;
18.所述推板与所述顶针固定板相连接用于提供所述后模顶针推出产品所需的推力。
19.优选地,所述推动部为扁平的块状结构。
20.优选地,所述凸台的高度值与合模状态下所述推动部下方产品的厚度值相同。
21.优选地,所述推动部上与产品接触面的外形与产品外形互补使得所述推动部不会影响产品的外形结构。
22.本实用新型的优点是:
23.本实用新型提供的一种便于产品脱模的模具,在现有模具的基础上增加推出结构。在开模时,由于现有的模具均只有后模顶针,从而当产品粘连在前模时,仅通过后模顶针无法将其顶出取下。但是本实用新型中的模具通过在前模上增加推出结构,在开模时通过推出结构可以给予产品一个与开模方向相反的推力,使得粘附在前模上的产品在该推力下得以脱模,从而使得成型后的产品可以在开模后迅速从模具上脱落。避免因脱模困难脱模耗时过长而使得模具生产产品的效率低下,进而提高模具生产产品的效率。
附图说明
24.图1为本实用新型中便于产品脱模的模具的结构示意图;
25.图2为本实用新型中推出结构在合模状态下的结构示意图;
26.图3为本实用新型中凸台设置于推动部上的推出结构的结构示意图;
27.图4为本实用新型中凸台设置于后模上的推出结构的结构示意图;
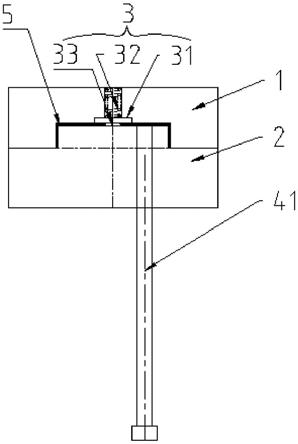
28.图5为本实用新型中采用吹气管道脱模的结构示意图。图中:
29.1、前模;2、后模;3、推出结构;4、顶出结构;5、产品;31、推动部; 32、弹性件;33、凸台;41、后模顶针;42、顶针固定板;43、推板。
具体实施方式
30.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
31.实施例一
32.如图1至图4所示,本实施例中提供的便于产品脱模的模具,包括:包括前模1、后模2、推出结构3,其中前模1又称母模、动模,后模2可以称为公模或定模,前模1与后模2合模后二者之间形成注塑型腔(针对于注塑模具)。推出结构3设置于前模1上,用于开模时给予产品5一个与开模方向相反的推力使产品5从前模1上脱落。推出结构3具体可以采用与后模顶针41结构相似的前模1顶针,在开模时,前模1顶针做相对于前模1开模运动方向相反的运动,使得粘附自前模1上的产品5受到前模1顶针给予的与开模运动方向相反的力,从而使得产品5在前模1顶针给予的推力下脱离前模1,解决产品5粘附在前模1上脱模困难的问题。推出结构3具体还可以采用弹性顶出结构4,通过在前模1上设置弹性顶出结构4,当合模时,推块在合模作用下(合模时,推块受到后模2给予的回顶力),克服弹性结构的弹力回弹至前模1的凹槽内。当开模时,由于合模作用移除,使得推块在弹性结构的弹力作用下给予产品5一
个与前模1开模方向相反的弹性推力,从而使得产品5从前模1上脱落,解决产品5粘附在前模1上脱模困难的问题。
33.综上,通过采用推出结构3可以在开模时给予产品5一个与前模1开模动作方向相反的力,从而使得产品5在该力的作用下从前模1上脱落,实现解决注塑产品5粘附在前模1上脱模困难的问题,从而使得成型后的产品5可以在开模后迅速从模具上脱落。避免因脱模困难脱模耗时过长而使得模具生产产品5 的效率低下,进而提高模具生产产品5的效率。
34.如图3所示,进一步地,推出结构3包括推动部31、弹性件32、凸台33,推动部31滑动连接于前模1的腔壁内,用于将粘附在前模1上的产品5推出使产品5从前模1上脱落;推动部31的具体结构可以为杆状、块状等形状,且前模1的腔壁内设置有用于在合模时容纳推动部31的凹槽,使得推动部31在合模状态时可以处于该凹槽内,避免推动部31影响铸件成型。弹性件32(弹簧或弹片等)两端分别与前模1以及推动部31相连接用于提供推动部31推动产品5 时所需的推力。凸台33设置于推动部31底部用于使推动部31在模具合模时回弹至前模1的腔壁内。合模时,后模2的型腔表面给予凸台33与合模运动方向相反的力,凸台33将该力传递给推动部31,推动部31在该力的作用下克服弹性件32给予推动部31的弹力,使得推动部31回退到前模1的腔壁内的凹槽,避免推动部31影响铸件成型,并且为开模后推动产品5预先积蓄弹力。当开模时,前模1做远离后模2方向的运动,使得凸台33不再受到后模2型腔表面给予的力,从而使推动部31在弹性件32弹力(方向与前模1开模运动方向相反) 的作用下朝靠近后模2方向运动,使得粘附在前模1上的产品5从前模1上脱落,解决产品5粘附在前模1上脱模困难的问题。
35.进一步地,还可以将推出结构3内的凸台33设置在后模2的型腔内壁上(如图4所示),将凸台33设在该位置,在模具合模时,推动部31依旧可以在凸台33给予的力下回退至到前模1的腔壁内的凹槽,避免推动部31影响铸件成型,并且为开模后推动产品5积蓄弹力。故而将凸台33设置在后模2的型腔内壁上时,推出结构3依旧可以实现在开模时将粘附在前模1上的产品5顶出,使产品5从前模1上脱落,解决产品5粘附在前模1上脱模困难的问题。
36.进一步地,顶出结构4包括后模顶针41、顶针固定板42、推板43。后模顶针41的上部分滑动配合于后模2的通孔内,后模顶针41的下部分固定于顶针固定板42上,推板43与顶针固定板42相连接用于提供后模顶针41推出产品5 所需的推力。且后模顶针41与顶针固定板42垂直,后模顶针41的推动方向与前模1的运动方向相同,从而使得,当后模顶针41对产品5进行推出时,后模顶针41顶端作用于产品5表面的力可以全部的作用于产品5推出方向,提高顶出结构4的推出效果,避免出现后模顶针41运动方向与产品5推出方向不同而导致需要给予产品5更大的推力将产品5推出,使得产品5在受到后模顶针41 过大的推力下受损或变形。
37.为了提高弹性推出结构3推出产品5时作用于产品5表面上的面积,防止弹性顶出结构4推出产品5时对产品5表面产生影响,进一步地,推动部31为扁平的块状结构。推动部31采用扁平的结构可以使得弹性顶出结构4作用于产品5表面的作用面积变大,故而在作用力(推出力)一定的情况下,作用面积更大可以降低产品5受到推力时每个点受到的压强,从而降低弹性顶出结构4 推出产品5时对产品5表面产生影响。
38.为了使得推动部31可以完全退回前模1型腔的腔壁上的凹槽内,进一步地,凸台33的高度值(凸台33与推动部31接触面(上端面)距凸台33下端面之间的垂直距离)与合模状
态下推动部31下方产品5的厚度值相同。通过限定凸台33的高度值为上述值,可以使得在合模状态下,凸台33刚好可以将推动部 31顶回凹槽内,并使推动部31的下表面与前模1的型腔腔壁平齐,使得推动部 31的存在不会影响铸出产品5外形结构的完整性。
39.为了使得推动部31的存在不会影响铸出产品5的外形结构,进一步地,推动部31上与产品5接触面的外形与产品5外形互补使得推动部31不会影响产品5的外形结构。通过使推动部31与产品5接触面的结构与产品5外形互补(将推动部31下表面设计成型腔的一部分),使得推动部31的存在不会影响铸出产品5的外形结构。
40.实施例二
41.根据本实用新型的另一方面,如图5所示,推出结构3还可以为吹气管道,吹气管道外接压缩空气,并通过电磁阀控制吹气管道内的压缩空气,当开模时,电磁阀接收到模具开模信号,使得电磁阀开启,压缩空气经由吹气管道朝型腔内部流动,从而压缩空气产生的气压给予粘附在前模1上的产品一个与开模方向相反的推力,使得产品5从前模1上脱落,从而避免因脱模困难脱模耗时过长而使得模具生产产品的效率低下,进而提高模具生产产品的效率。
42.本实用新型是通过优选实施例进行描述的,本实用新型不受此处所公开的具体实施例的限制,本领域技术人员知悉,在不脱离本实用新型的精神和范围的情况下,对这些特征和实施例进行各种改变或等效替换,均落入本申请的权利要求内的实施例都属于本实用新型保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1