用于粉末床融合增材制造的构建后粉末快速清除系统的制作方法
1.本公开涉及粉末床融合增材的制造,更具体地,涉及一种用于粉末床融合增材制造的构建后粉末清除系统。
背景技术:
2.增材制造可用于由多种材料制造复杂的制品。类似于3d打印,增材制造通常涉及连续逐层添加材料以构建制品,例如原始模型或商用汽车部件。这样的制品也被称为三维(3d)零件或简称为零件。粉末床融合是一种增材制造工艺,用于通过金属、陶瓷、聚合物和复合粉末材料来制造零件。粉末床融合是一种通过将选定的粉末材料颗粒暴露于一种或多种聚焦的热能(例如激光、电子束和红外能)中来诱导粉末材料颗粒融合的过程。
3.粉末床融合过程通过如下方式开始:在可移动构建平台的表面上施加一层粉末材料;以二维图案将聚焦的热能施加到粉末材料的顶层上,所述二维图案限定了一层零件(零件层),从而将粉末材料融合到固化的零件层中;将另一层粉末材料施加到固化的零件层上;以及,以限定另一零件层的图案将聚焦的热能施加到粉末材料的另一层上。重复所述过程,直到完成3d零件的逐层构建。在所述过程中,每个新成型的零件层与先前成型的零件层融合,形成实体分层结构。融合过程可以是固态烧结的过程和/或粉末材料的熔化和固化的过程。
4.通常,构建平台包括具有其上放置有粉末材料层的工作表面的工作床,以及围绕工作床的平台壁,从而限定了粉末室,以将粉末材料容纳在构建平台内。一旦零件的构建完成,在完成的3d零件上和粉末室内将残留大量松散的未融合粉末材料。通常,通过手动清扫、真空抽吸和/或翻转构建平台来清除剩余的未融合粉末材料。手动清扫和真空抽吸虽然达到了预期的目的,但劳动强度大且费时,特别是对于精密的3d零件,必须小心避免损坏新成型的3d零件。
5.因此,需要一种用于从构建平台上清除未融合粉末的构建后粉末清除系统,所述系统能减少人工和时间,同时最大程度地减少对新建的3d零件的潜在损害,并最大程度地减少与松散粉末材料相关的任何潜在危害。
技术实现要素:
6.根据几个方面,公开了一种用于粉末床融合系统的构建后粉末清除系统。构建后粉末清除系统包括工作床、具有至少一个粉末排出端口的平台壁、以及用于选择性地关闭和打开粉末排出端口的排出端口密封系统。平台壁与工作床配合以限定粉末室。平台壁包括内表面、与内表面相反的外表面、以及至少一个从内表面延伸至外表面以限定至少一个与粉末室流体连通的粉末排出端口的端口表面。
7.在本公开的另一方面,排出端口密封系统包括外部套筒,所述外部套筒滑动地安装到平台壁的外表面上,以使所述外部套筒可以在第一方向上滑动,从而封闭至少一个粉末排出端口。外部套筒还可以沿相反的第二方向滑动,从而打开至少一个粉末排出端口。
8.在本公开的另一方面,外部套筒包括:内表面、与内表面相反的外表面、以及至少一个孔口表面,所述孔口表面限定了从外部套筒的内表面延伸至外表面的孔口。外部套筒的内表面与平台壁的外表面滑动接触。外部套筒可沿第一方向滑动,以使外部套筒的一部分密封至少一个排出端口,从而关闭至少一个排出端口;并且可沿第二方向滑动,以使套筒的至少一个孔口与平台壁的至少一个粉末排出端口对准,从而打开至少一个排出端口。
9.在本公开的另一方面,平台壁和外部套筒沿着轴线延伸。外部套筒能够在与第一方向相反的第二方向上沿着所述轴线轴向滑动。
10.在本公开的另一方面,平台壁和外部套筒沿着轴线延伸。外部套筒能够在第一方向上围绕所述轴线可旋转地滑动,并且能够在与第一方向相反的第二方向上围绕所述轴线可旋转地滑动。
11.根据本公开的另一方面,排出端口密封系统包括密封板,其内表面具有至少一个密封塞,所述密封塞配置成当密封板的内表面与平台壁的外表面接合时可插入并密封排出端口。
12.在本公开的另一方面,用于选择性地关闭和打开粉末排出端口的排出端口密封系统包括设置在至少一个排出端口内的虹膜阀和球阀中的至少一个。
13.在本公开的另一方面,所述构建后粉末清除系统还包括设置在排出端口的出口侧的排出配件。排出配件包括振动马达,所述振动马达配置成通过排出配件和平台壁来传递振动。
14.在本公开的另一方面,构建后粉末清除系统还包括设置在排出端口的入口侧的多孔筛。多孔筛以如下方式限定开口:开口要足够大以使得松散的未融合粉末材料能够通过,而且要足够小以使得构建后的零件不能通过。
15.在本公开的另一方面,构建后粉末清除系统还包括可移动刷和加压空气源中的至少一个,所述可移动刷和所述加压空气源可配置成选择性地从构建后的零件中清除松散的粉末材料。
16.根据几个方面,公开了一种用于构建后粉末清除系统的平台壁组件。所述平台壁组件包括平台壁,其包括内表面、与内表面相反的外表面、至少一个从内表面延伸至外表面以限定至少一个粉末排出端口的端口表面;以及套筒,其具有内表面、相反的外表面、以及从内表面延伸到外表面以限定至少一个孔口的孔口表面。套筒可滑动地安装到平台壁上,从而使套筒的内表面可沿第一方向抵靠平台壁的外表面滑动到关闭位置,因此,套筒的一部分沿与打开位置相反的第二方向上密封至少一个排出端口,以使至少一个孔口与至少一个排出端口对准。
17.在本公开的另一方面,平台壁包括沿轴线延伸的圆柱形外表面,并且套筒包括沿轴线延伸的圆柱形内表面。套筒的圆柱形内表面可在平台壁的圆柱形外表面上围绕轴线在第一方向和第二方向上选择性地旋转滑动。
18.在本公开的另一方面,至少一个排出端口和至少一个孔口包括沿所述轴线延伸的细长的狭槽轮廓。
19.在本公开的另一方面,平台壁包括沿轴线延伸的外表面,并且套筒包括沿轴线延伸的内表面。套筒的内表面可在平台壁的外表面上围绕轴线在第一方向和第二方向上选择性地轴向滑动。
20.在本公开的另一方面,构建平台壁组件还包括设置在排出端口中的多孔筛和设置在孔口中的排出配件。
21.根据几个方面,公开了一种用于构建后粉末清除系统的构建平台。构建平台包括工作床,和与工作床配合以限定粉末室的平台壁。平台壁包括内表面、与内表面相反的外表面、以及至少一个端口表面,所述端口表面从内表面延伸至外表面以限定至少一个与粉末室流体连通的粉末排出端口。在至少一个排出端口内设置有阀。
22.在本公开的另一方面,构建平台还包括设置在至少一个排出端口的出口侧的排出配件。排出配件包括环形振动马达,所述环形振动马达配置成通过排出配件和平台壁来传递振动。
23.在本公开的另一方面,构建平台还包括设置在至少一个排出端口的入口侧的多孔筛。
24.在本公开的另一方面,构建平台还包括可移动刷和可定向性靶向的加压气体源。
25.根据本文提供的描述,进一步的应用领域将变得显而易见。应当理解,描述和特定示例仅旨在用于说明的目的,并不旨在限制本公开的范围。
附图说明
26.本文描述的附图仅用于说明目的,并且不旨在以任何方式限制本公开的范围。
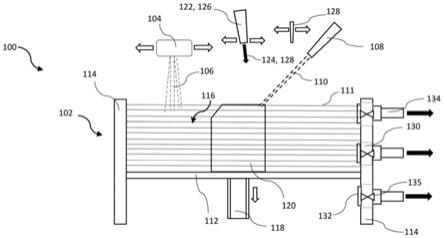
27.图1是示出了根据示例性实施例的具有构建后粉末清除系统的粉末床融合系统的侧视剖视图的图示;
28.图2是示出根据示例性实施例的操作图1所示的粉末床融合系统的过程的框图;的过程的框图;
29.图3是用于图1所示的粉末床融合系统的网筛的图示;
30.图4是根据示例性实施例的用于图1所示的粉末床熔合系统的具有虹膜阀的平台壁的一部分的透视图;
31.图5是根据示例性实施例的用于图1所示的粉末床熔合系统的球阀组件的透视图;
32.图6是根据示例性实施例的用于图1所示的粉末床熔合系统的粉末排出配件的透视图;
33.图7是根据示例性实施例的具有可选择性密封的粉末排出端口的平台壁组件的替代实施例的透视图;
34.图8a和8b是根据示例性实施例的具有可选择性密封的粉末排出端口的平台壁组件的另一实施例的透视图;以及
35.图9a和9b是根据示例性实施例的具有可选择性密封的粉末排出端口的平台壁组件的又一实施例的透视图。
具体实施方式
36.以下描述本质上仅是示例性的,并且无意于限制本公开、应用或用途。参照附图公开了所示出的实施例,其中,贯穿若干附图,相同的数字指示相应的部分。附图不一定按比例绘制,并且某些特征可能被放大或最小化以示出特定特征的细节。所公开的具体结构和功能细节并非旨在解释为限制性的,而是作为教导本领域技术人员如何实践所公开概念的
代表性基础。
37.图1示出了粉末床融合系统100的示意图。所述粉末床融合系统100具有构建平台102、配置为将粉末材料106的各层分配到构建平台102中的粉末材料分配器104、和配置为通过预定的2d图案将聚焦的热能110指引并引导到构建平台102中的粉末材料106的顶层111上的能量源108。粉末材料分配器104能够调节粉末材料106的各个层的厚度,以及分级和去除粉末材料106。粉末材料可以包括但不限于:金属、陶瓷、玻璃、聚合物粉末、能够经历从固体到液体然后再返回到固体的热致相变的其他可熔材料,或它们的组合。能量源108可以包括但不限于:能够熔化、熔合、烧结、合并和/或以其他化学或物理方式将所分配的粉末材料106改性以形成实体结构零件120的激光、电子束、红外能和微波能。
38.构建平台102包括工作床112,以及围绕工作床112以限定粉末室116的平台壁114,该粉末室116总体上由附图标记116表示,用于容纳由粉末分配器104分配的粉末材料106。构建平台102还包括致动器118,该致动器118接合到工作床112上,用于选择性地将工作床112从聚焦能量源108移动分隔开,其移动距离等于粉末分配器104分配的一层粉末的厚度,而平台壁114保持在固定位置。
39.粉末材料分配器104可选择性地移动穿过粉末室116,以将粉末材料106的连续层111分配到粉末室116中,并且包括重涂覆机刀片(未示出)。对于分布的粉末材料106的每一层来说,重涂覆机刀片将多余的粉末扫除到溢流口(未示出)中,从而形成基本上与平台壁114的顶面齐平的粉末材料106的厚度均匀的薄层111。
40.粉末床融合系统100还包括惰性气体源122,该惰性气体源122配置成将惰性气氛124供应到工作室116中,以减少不利的化学相互作用以及减轻着火或爆炸的危险,特别是当遇到活性粉末金属时。在粉末材料分配器104将粉末材料106分配到粉末室116之前和同时,将惰性气体供应到工作室116中。惰性气体源122还配置为供应惰性气体流128,以辅助将松散粉末材料106从粉末室116中排出,并从构建后的零件中清除松散粉末材料106,这将在下面详细公开。
41.粉末床融合系统100包括构建后粉末清除系统,用于在零件构建完成之后从粉末室116中清除未融合的粉末材料106,也称为松散粉末材料106。构建后粉末清除系统包括:可定向地靶向的加压气体源126;可移动刷128;通过平台壁114限定的多个粉末排出端口130;多个覆盖排出端口130的入口侧的多孔筛132;多个接合到粉末排出端口130的相对侧的粉末排出配件134;以及用于选择性地关闭和打开粉末排出端口130的阀135或其他排出端口密封系统或装置。排出端口130与粉末室116流体连通。排出端口130在零件的构建过程中被关闭,也称为密封,而在零件构建后清除未融合的粉末材料时被打开,也成为未密封。
42.加压气体源126配置为通过吹走少量的存留于构建后的零件的缝隙中松散粉末材料106来选择性地将加压气体以短脉冲或鼓气的形式靶向到新构建的3d零件(也称为构建后零件)之上和周围。与具有单独的惰性气体源122相反,加压气体源126也可以用作惰性气体源122。可移动刷128连接至机架系统(未示出),以引导可移动刷128将松散粉末材料106从构建后的3d零件中清除。
43.图2示出了图1所示的粉末床融合系统100的过程的流程图。在步骤202中,将粉末排出端口130设置在关闭位置(密封位置),将惰性气体引入粉末室116中,并将一层粉末材料106分散到构建平台102的粉末室116中的工作床112上。在步骤204中,能量源108将聚焦
的热能110引导到粉末材料106的顶层上,并通过预定的二维(2d)图案来引导聚焦的热能110。聚焦的热能110将由2d图案限定的粉末材料106的一部分熔合到正在构建的实体三维(3d)零件的层中。
44.在步骤206中,工作床112与热源间隔开预定距离,该预定距离基本上等于正在构建的3d零件的下一层的厚度。粉末材料106的另一层被分散到前一层顶部的粉末室116中。在步骤208中,聚焦的热能110以另一预定的2d图案被引导到粉末材料106的新层上,从而在先前成型的层上形成3d零件的另一层。将每个新成型的3d零件层与先前成型的3d零件层融合以形成实体3d分层结构120。重复步骤202至208的过程,直到完成3d零件120的逐层构建。
45.在步骤210中,在完成3d零件的构建之后(也称为构建后),将粉末排出端口130设置在打开位置(未密封位置)。加压气体源126将加压气体流引导到粉末室116的一部分中,同时在粉末室116的与第一部分相对的另一部分处向打开的粉末排出端口130施加真空。优选地,加压气体流在粉末排出端口130的大体方向上被引导到工作床112上,并以短脉冲的方式选择性地靶向到构建后的零件上。粉末室116和真空之间的压力差以及加压空气流的动能一起促使松散的未融合粉末材料106通过粉末排出端口130排出到粉末室116。所提取的未融合粉末可以收集在下游的合适的过滤器或旋风收集器(未示出)中。一旦从暴露3d零件的粉末室116中清除了松散的未融合粉末材料106,刷128基于零件的几何形状以预定的模式移动,以从3d零件的表面清除松散的粉末材料。
46.图3示出了示例性的多孔筛132,其设置在粉末排出端口130中,优选地设置在阀135的上游。所示的示例性多孔筛132是网眼式筛,但并不旨在被解释为限于网眼式筛。由多孔筛132限定的开口133要足够大,使得松散的未融合粉末材料106能够穿过开口133,但是开口133也要足够小,使得构建后零件和融合粉末材料106无法通过。
47.现在参考图4,其示出了图1所示的平台壁114的一部分的透视图。平台壁114包括多个粉末排出端口130。虹膜阀135a,也称为孔口阀135a,被插入到每个粉末排出端口130中,以选择性地打开和关闭粉末排出端口130。虹膜阀135a可以通过电动或手动致动器(未示出)选择性地打开和关闭。
48.现在参考图5,其示出了用于选择性地打开和关闭粉末排出端口130的球阀135b的组件的透视图。球阀135b在轴线a上在关闭位置和打开位置之间对准并且可旋转。球阀135b被插入到平台壁114中的相应的粉末排出端口130的竖直列或水平行中。单个阀轴142沿着轴线a延伸通过球阀135b的布置。可以将扭力手动地或电动地施加到阀轴142上,以选择性地打开和关闭球阀135b。球阀135b的布置可以与虹膜阀135a结合使用,以精细控制松散的未熔合粉末从粉末室116中的排出。
49.参考图6,其为用于接合图1所示的粉末排出端口130的粉末排出配件134的透视图。粉末排出配件134包括第一端144、相对的第二端146,以及在第一端144和第二端146之间延伸穿过其中的通道148。第一端144包括联接器150,该联接器150具有可插入排出端口130的出口侧的弹性体压缩密封件152。第二端配置成可连接至真空泵(未示出)。粉末排出配件134还包括环形振动马达138,该环形振动马达138能够引起经由排出端口130通过粉末排出配件134和平台壁114传递的振动,从而减少未融合的粉末材料106沉积在排出端口130和排出配件134中的量。振动有助于使构建过程中可能已经形成填充粉末饼的粉末材料层106松散,从而缩短了从粉末室116中排出粉末材料106所需的时间。
50.图7是平台壁组件250的示例性实施例的透视图,该平台壁组件250配置为在不需要阀的情况下选择性地打开和关闭粉末排出端口274。为了图示清楚,未示出粉末床融合系统100的工作床112和其他特征。平台壁组件250包括平台壁252和可从平台壁252的侧面移除的密封板254。平台壁252包括内表面268、相反的外表面270,以及限定在内表面268和外表面270之间延伸的多个排出端口274的多个端口表面272。
51.密封板254包括内板表面262,该内板表面262具有在形状和尺寸上与排出端口274互补的多个突出的塞276,使多个塞276可插入到排出端口274中,从而当密封板254的内板表面262与平台壁252的外表面270接合时,关闭排出端口274。弹性体密封件278设置在塞276上,以在塞276和端口274之间提供密封。虽然塞子276和端口274显示为圆形,但是应当理解,并不限于此,而是可以包括彼此互补的任何形状,以在将密封板254接合到平台壁252时提供密封的粉末排出端口274。
52.图8a和8b是平台壁组件300的另一示例性实施例的透视图,该平台壁组件300配置为在不需要阀的情况下选择性地打开和关闭粉末排出端口310。平台壁组件300包括平台壁302和外部套筒304,也称为外壳体304,其可沿轴线b相对于平台壁302滑动。如图8b最佳示出的,平台壁302包括内表面306、相反的外表面308,以及限定在内表面306和外表面308之间延伸的多个排出端口310的多个端口表面309。外部套筒304包括内表面312、相反的外表面314,和多个开口表面315。所述开口表面315也称为孔口表面315,其限定了在外部套筒304的内表面312和外表面314之间延伸的多个开口316,也称为孔口316。
53.参考图8a和8b,外部套筒304可滑动地设置在平台壁302上,使外部套筒304的内表面312与平台壁302的外表面308直接可滑动接触。外部套筒304的开口316的位置、形状和尺寸与平台壁的粉末排出端口310的位置、形状和尺寸互补。参考图8a,在关闭位置(也称为第一位置)中,当平台壁302和外部套筒304中的一个沿轴线b滑动时,外部套筒304阻挡平台壁302的粉末排出端口310。平台壁302和外部套筒304之一是指平台壁302或外部套筒304。参考图8b,在打开位置(也称为第二位置)中,当平台壁302和套筒304中的一个沿轴线b在与第一方向相反的第二方向上滑动时,外部套筒304的开口316与平台壁302的粉末排出端口310对准。
54.例如,如图8a所示,当外部套筒304沿一个轴向滑动时,粉末排出端口310处于密封的关闭位置;而如图8b所示,当套筒304沿平台壁302在相反的轴向滑动时,粉末排出端口310处于未密封的打开位置。应当理解,尽管粉末排出端口310和开口316被示出为具有圆形轮廓,但并不旨在限于此。粉末排出端口310和开口416的尺寸设置成允许松散粉末材料106从粉末室116中排出。
55.图9a和9b是平台壁组件400的另一示例性实施例的透视图,该平台壁组件400配置为在不需要阀的情况下选择性地打开和关闭粉末排出端口410。平台壁组件400包括圆柱形平台壁402和外部圆柱形套筒404或外壳404,该套筒或外壳可围绕轴线c相对于圆柱形平台壁402旋转地滑动。圆柱形平台壁402包括内表面406、相反的外表面408,并且限定了在内表面406和外表面408之间延伸的多个轴向上细长的排出端口410。外部圆柱形套筒404包括内表面412、相反的外表面414、以及限定了在内表面412与外表面414之间延伸的多个狭槽开口416的多个狭槽表面415。
56.参考图9a和9b,外部套筒404可滑动地设置在平台壁402上,使外部套筒404的内表
面412沿轴线c与平台壁402的外表面408直接可滑动接触。套筒404的细长开口416在位置、形状和尺寸上与平台壁的粉末排出端口410的位置、形状和大小互补。参考图9a,在关闭位置,当平台壁402和外部套筒404中的一个围绕轴线c在一个方向上旋转时,套筒404阻挡平台壁402的粉末排出端口410。平台壁402和外部套筒404之一是指平台壁402或外部套筒404。参考图9b,在打开位置,当平台壁402和外部套筒404中的一个围绕轴线c在相反方向上旋转时,套筒404的狭槽开口416与平台壁402的粉末排出端口410对准。
57.例如,如图9a所示,当外部套筒404沿一个轴向旋转时,粉末排出端口410关闭;而如图9b所示,当外部套筒404沿相反的轴向旋转时,粉末排出端口打开。应当理解,尽管粉末排出端口410和开口416被示出为具有细长狭槽轮廓,但并不旨在限于此。粉末排出端口410和开口416的尺寸设置成允许未融合的粉末材料106从粉末室116中排出。
58.一旦构建完成,以上公开的构建后粉末清除系统就迅速排出过量的松散粉末材料106。平台壁具有粉末排出端口,以允许多余的松散粉末自由流出粉末室116。粉末排出端口在构建过程中关闭以密封粉末室116区域,并在构建后打开以清除多余的松散粉末。
59.本公开的描述本质上仅是示例性的,并且不背离本公开的一般意义的变型旨在落入本公开的范围内。这样的变型不应被视为背离本公开的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1