一种冷却模具组及其加工方法和使用方法与流程
1.本发明涉及模具设计技术领域,尤其涉及一种冷却模具组及其加工方法和使用方法。
背景技术:
2.塑料件在模具设计时,为提高注塑效率,控制变形量,常采用基于3d打印的随形冷却方案。
3.传统水路设计方法是采用钻直孔加封堵的形式,该工艺冷却效果差。随着金属3d打印工艺的成熟,随形冷却方案被广泛运用到注塑模具冷却设计上,但是对于不同产品和不同结构,随形冷却方案需要独立设计、验证,使得无法批量制作,导致制造成本高,效率低,并且无法大批量工业化应用。
技术实现要素:
4.本发明实施例通过提供一种冷却模具组及其加工方法和使用方法,至少解决了相关技术中冷却模具兼容性低且制造成本高的技术问题。
5.第一方面,本发明通过本发明的一实施例,提供了一种冷却模具组,所述冷却模具组,包括:多个标准冷却块,所述多个标准冷却块的外形与目标空腔零件的内形等比例适配,每个所述标准冷却块本体内开设有随形冷却流道,每个所述标准冷却块的随形冷却流道的流道尺寸满足预设优先数系。
6.优选地,所述目标空腔零件,包括长方体空腔零件;所述多个标准冷却块为外形与所述长方体空腔零件内形等比例适配的长方体标准冷却块。
7.优选地,所述长方体标准冷却块的随形冷却流道包括:主流道,以及与所述主流道连通的多个分流道;其中,所述多个分流道间隔设置,且每个所述分流道内冷却液流动的压力相同。
8.优选地,所述每个长方体标准冷却块的主流道半径基于所述预设优先数系形成,所述长方体标准冷却块的外形尺寸,基于所述主流道半径以及第一预设比例关系确定。
9.优选地,所述主流道包括入口主流道和出口主流道,所述入口主流道通过所述多个分流道与所述出口主流道连通,其中,所述入口主流道包括弯管段。
10.优选地,所述目标空腔零件,包括圆柱体空腔零件;所述多个标准冷却块为外形与所述圆柱体空腔零件内形等比例适配的圆柱体标准冷却块。
11.优选地,所述圆柱体标准冷却块的随形冷却流道包括双螺旋子流道,以及与所述双螺旋子流道两端对应连通的入口主流道和出口主流道。
12.优选地,所述每个圆柱体标准冷却块的随形冷却流道半径基于所述预设优先数系形成,所述圆柱体标准冷却块的外形尺寸,基于所述随形冷却流道的半径以及第二预设比例关系确定。
13.优选地,所述多个标准冷却块包括多个表面;且每个所述表面的粗糙度处于对应
的目标粗糙度范围之内。
14.第二方面,本发明通过本发明一实施例,提供了一种冷却模具组加工方法,所述方法,包括:
15.根据预设外形尺寸数据确定出待加工标准冷却块的外形尺寸,以及基于预设优先数系确定出标准冷却块的流道尺寸;
16.根据所述外形尺寸以及所述流道尺寸,采用金属粉末烧结成型多个原始坯件;
17.对形成冷却流道后的每个原始坯件进行后续处理,得到包括多个标准冷却块的冷却模具组,其中,所述原始坯件的外形尺寸和流道尺寸之间满足预设比例关系。
18.第三方面,本发明通过本发明一实施例,提供了利用第一方面中任一所述的冷却模具组进行零件冷却的方法,包括:
19.从所述冷却模具组的各个标准冷却块中,选取与当前待冷却空腔零件外形尺寸最接近的目标标准冷却块;
20.对所述目标标准冷却块进行再加工,并将再加工后的冷却块插入所述当前待冷却空腔零件内,以对所述当前待冷却空腔零件进行冷却。
21.本发明实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
22.本发明实施例提供的冷却模具组包括多个标准冷却块,这多个标准冷却块的外形与目标空腔零件的内形等比例适配,并且每个标准冷却块本体内开设有随形冷却流道,每个标准冷却块的随形冷却流道的流道尺寸满足预设优先数系。由于只要标准冷却块的外形与目标空腔零件的内形等比例适配,就能够对该目标空腔零件进行冷却,而目标空腔零件的内形至少包括了常见的形状,例如长方体、正方体、圆柱体,这使得标准冷却块的种类较少,因而无需针对一个目标空腔零件进行冷却模具的设计,降低了冷却模具组的制造成本。并且由于标准冷却块能够应用于较多的目标空腔零件,因而,也提高了冷却模具组的兼容性。
附图说明
23.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
24.图1为本发明实施例中标准冷却块在一种实施方式下的结构示意图;
25.图2为本发明实施例中标准冷却块在另一种实施方式下的结构示意图;
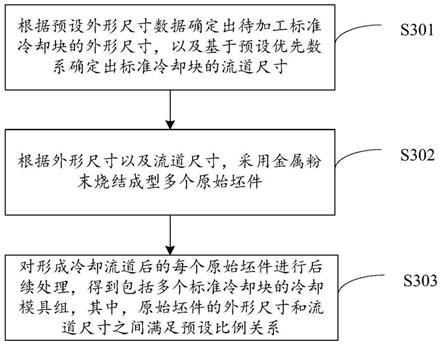
26.图3为本发明实施例中冷却模具组加工方法的流程图。
具体实施方式
27.本发明实施例通过提供一种冷却模具组及其加工方法,至少解决了相关技术中冷却模具兼容性低且制造成本高的技术问题。
28.本发明实施例提供的技术方案为解决上述技术问题,总体思路如下:
29.只要标准冷却块的外形与目标空腔零件的内形等比例适配,就能够对该目标空腔零件进行冷却,而目标空腔零件的内形至少包括了常见的形状,例如长方体、正方体、圆柱
体,这使得标准冷却块的种类较少,因而无需针对一个目标空腔零件进行冷却模具的设计,降低了冷却模具组的制造成本。并且由于标准冷却块能够应用于较多的目标空腔零件,因而,也提高了冷却模具组的兼容性。
30.为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
31.首先说明,本文中出现的术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
32.需要说明的是,本发明的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本发明的实施例,能够按照除了在这里图示或描述的那些以外的顺序实施。
33.第一方面,本发明通过本发明的一实施例,提供了一种冷却模具组,该冷却模具组,包括:多个标准冷却块。其中,多个标准冷却块的外形与目标空腔零件的内形等比例适配,每个标准冷却块本体内开设有随形冷却流道,每个标准冷却块的随形冷却流道的流道尺寸满足预设优先数系。
34.作为一种可选的实施方式,上述目标空腔零件可以包括长方体空腔零件,则对应的,请参见图1所示,多个标准冷却块为外形与长方体空腔零件内形等比例适配的长方体标准冷却块。
35.具体的,每个长方体标准冷却块的随形冷却流道包括:主流道100,以及与主流道连通的多个分流道200。其中,由于长方体空腔零件底部散热差容易出现内凹变形,各个分流道200间隔设置,且每个分流道200内冷却液流动的压力相同。
36.其中,主流道100包括入口主流道101和出口主流道102。入口主流道101通过多个分流道200与出口主流道102连通,其中,由于长方体空腔零件为盒体零件,而盒体零件的口部易出现收缩变形,为了加大对盒体口部的冷却效果,入口主流道101包括弯管段1011。
37.针对分流道200,在具体实施过程中,为了确保分流道200内冷却液流动的压力一致,避免死道产生,分流道200的尺寸可以利用ansys、fluent、cfx等流体仿真分析软件确定得到。
38.具体的,每个长方体标准冷却块的主流道100的半径基于预设优先数系形成,长方体标准冷却块的外形尺寸,则基于主流道100的半径以及预设比例关系确定。
39.在具体实施过程中,预设优先数系可以基于长方体空腔零件的常见尺寸设置,预设优先数系可以根据实际需求,采用r5系数、r10系数、r20系数、r40系数和r80系数中的任意一种,若对其中一个长方体标准冷却块设置一个基准主流道100半径,那么其他长方体标准冷却块的主流道100半径就可以基于预设优先数系形成。
40.举例来讲,预设优先数系可以选用r(10.0 12.5 16.0 20.0 25.0 31.5 40.0 50.0 63.0 80.0 100.0
……
)。
41.在具体实施过程中,预设比例关系可以基于长方体标准冷却块的冷却效果或者长方体目标空腔零件的尺寸数据设置。举例来讲,长方体标准冷却块的外形尺寸包括:长l、宽w以及高h。举例来讲,预设比例关系可以是:长l为高h的3倍,宽w为高h的2.5倍,高h为长方
体标准冷却块主流道100的半径的4倍,需要说明的是,上述长方体标准冷却块的外形尺寸并不限于上述举例。
42.举例来讲,假如该长方体目标空腔零件的尺寸数据包括:120mm
×
100mm
×
40.5mm。该长方体目标空腔零件的量产材料为pbt(polybutylece terephthalate,聚对苯二甲酸丁二醇酯),其中,pbt的溶体温度是252℃。该长方体目标空腔零件的冷却定型出模温度为50℃,该长方体目标空腔零件的量纲为30万。该长方体目标空腔零件的尺寸要求为:加热到80℃,口部变形度小于0.3mm。
43.针对上述长方体目标空腔零件,由于该长方体目标空腔零件的口部高度为40.5mm,可选取优先数系r=10,主流道100的半径为10mm的长方体标准冷却块,对应的,长方体标准冷却块的长为120mm,长方体标准冷却块的宽为100mm,长方体标准冷却块的高为40mm。在使用该长方体标准冷却块之前,可以根据实际情况对该长方体标准冷却块进行少许机加,以更加适配该长方体目标空腔零件。
44.作为另一种可选的实施方式,上述目标空腔零件可以包括圆柱体空腔零件,通过moldflow注塑成型仿真预先分析圆柱体空腔零件,得出圆柱体底部容易因为散热差而出现内凹变形,对应的,请参见图2所示,多个标准冷却块为外形与圆柱体空腔零件内形等比例适配的圆柱体标准冷却块。
45.具体的,圆柱体标准冷却块的随形冷却流道包括双螺旋子流道300,以及与双螺旋子流道300两端对应连通的入口主流道301和出口主流道302。
46.在具体实施过程中,双螺旋子流道300的一端与随形冷却流道的入口主流道301连接,双螺旋子流道300的另一端与随形冷却流道的出口主流道302连接。为了使入水和出水管路间形成热量传递,提高冷却效果,双螺旋子流道300的尺寸可以利用ansys、fluent、cfx等流体仿真分析软件确定得到。
47.具体的,每个圆柱体标准冷却块的随形冷却流道半径基于预设优先数系形成,圆柱体标准冷却块的外形尺寸,基于随形冷却流道的半径以及预设比例关系确定。
48.在具体实施过程中,预设优先数系可以基于圆柱体空腔零件的常见尺寸设置,预设优先数系可以根据实际需求,采用r5系数、r10系数、r20系数、r40系数和r80系数中的任意一种,若对其中一个圆柱体标准冷却块设置一个基准随形冷却流道半径,那么其他圆柱体标准冷却块的随形冷却流道半径就可以基于预设优先数系形成。
49.举例来讲,预设优先数系可以选用r(10.0 12.5 16.0 20.0 25.0 31.5 40.0 50.0 63.0 80.0 100.0
……
)。
50.在具体实施过程中,预设比例关系可以基于圆柱体标准冷却块的冷却效果或者圆柱体目标空腔零件的尺寸数据设置。举例来讲,圆柱体标准冷却块的外形尺寸包括:圆柱半径r
圆柱
以及h
圆柱
。举例来讲,预设比例关系可以是:h
圆柱
为r
圆柱
的8倍,r
圆柱
为圆柱体标准冷却块的随形冷却流道半径的4倍,需要说明的是,上述圆柱体标准冷却块的外形尺寸并不限于上述举例。
51.举例来讲,假如该圆柱体目标空腔零件的尺寸数据包括:内径为48mm,高为230mm。该圆柱体目标空腔零件需要注塑成型。
52.针对上述圆柱体目标空腔零件,由于该圆柱体目标空腔零件的内径为48mm,可选取优先数系r=12.5,随形冷却流道半径为12.5mm的圆柱体标准冷却块,对应的,圆柱体标
准冷却块的圆柱半径为50mm,圆柱体标准冷却块的高为400mm。在使用该圆柱体标准冷却块之前,可以根据实际情况对该圆柱体标准冷却块进行少许机加,以更加适配该圆柱体目标空腔零件。
53.第二方面,基于同一发明构思,本发明通过本发明一实施例,提供了一种冷却模具组加工方法,请参见图3所示,该方法,包括如下步骤s301~步骤s303:
54.步骤s301:根据预设外形尺寸数据确定出待加工标准冷却块的外形尺寸,以及基于预设优先数系确定出标准冷却块的流道尺寸。
55.步骤s302:根据外形尺寸以及流道尺寸,采用金属粉末烧结成型多个原始坯件。
56.步骤s303:对形成冷却流道后的每个原始坯件进行后续处理,得到包括多个标准冷却块的冷却模具组,其中,原始坯件的外形尺寸和流道尺寸之间满足预设比例关系。
57.具体的,在得到待加工标准冷却块的外形尺寸以及流道尺寸之后,可以利用slm(selective laser melting,选择性激光熔化)工艺或者sls(selective laser sintering,选择性激光烧结)工艺对金属材料进行加工来得到多个原始坯件。其中,金属材料可以包括18ni300、s42020或其它适合打印模具的材料中的任意一种,并且在原始坯料完成打印后需进行后续处理,例如对原始坯料进行热处理并抛光,以控制原始坯件每个表面的粗糙度处于对应的目标粗糙度范围之内,来得到上述多个标准冷却块。
58.在具体实施过程中,可以根据原始坯件每个表面的烧结方向不同,对应设置目标粗糙度范围。举例来讲,若烧结方向为90
°
的表面,其对应的目标粗糙度范围可以为3.7~4.5;若烧结方向为75
°
的表面,其对应的目标粗糙度范围可以为5.8~6.3;若烧结方向为60
°
的表面,其对应的目标粗糙度范围可以为7.2~7.5;若烧结方向为45
°
的表面,其对应的目标粗糙度范围可以为9.7~11.2。
59.由于slm制作的标准冷却块需要进行抛光后处理,在3d打印之前,必须预留加工余量,可以根据生产经验,将加工余量设计为0.5mm。为控制标准冷却块的尺寸变形,在slm制作完成后,需要将标准冷却块连带基板一同进行热处理,热处理完成后才能将标准冷却块从基板上切割下来。
60.另外,在对标准冷却块进行抛光的过程中,若标准冷却块表面出现砂眼,则需要对相应位置进行补焊处理。最终,实现采用slm工艺批量化生产上述包括多个标准冷却块的冷却模具组,因而,无需针对一个目标空腔零件进行冷却模具组的设计,提高了冷却模具组的制造效率。
61.第三方面,基于同一发明构思,本发明通过本发明一实施例,提供了利用第一方面中任一的冷却模具组进行零件冷却的方法,该方法包括:
62.从冷却模具组的各个标准冷却块中,选取与当前待冷却空腔零件外形尺寸最接近的目标标准冷却块,使得标准冷却块的外形更加接近目标空腔零件的内形,接着对目标标准冷却块进行再加工,并将再加工后的冷却块插入当前待冷却空腔零件内,由于目标标准冷却块的随形冷却流道充分考虑到了形变量难控制的目标空腔零件的变形情况,因而在对当前待冷却空腔零件进行冷却时,能够更好地对目标空腔零件的变形进行控制。
63.上述本发明实施例中的技术方案,至少具有如下的技术效果或优点:
64.由于只要标准冷却块的外形与目标空腔零件的内形等比例适配,就能够对该目标空腔零件进行冷却,而目标空腔零件的内形至少包括了常见的形状,例如长方体、正方体、
圆柱体,这使得标准冷却块的种类较少,因而无需针对一个目标空腔零件进行冷却模具的设计,降低了冷却模具组的制造成本。并且由于标准冷却块能够应用于较多的目标空腔零件,因而,也提高了冷却模具组的兼容性。
65.本领域内的技术人员应明白,本发明的实施例可提供为方法、系统、或计算机产品。因此,本发明可采用完全硬件实施例、完全软件实施例、或结合软件和硬件方面的实施例的形式。而且,本发明可采用在一个或多个其中包含有计算机可用代码的计算机可用存储介质(包括但不限于磁盘存储器、cd-rom、光学存储器等)上实施的计算机产品的形式。
66.本发明是参照根据本发明实施例的方法、设备(系统)、和计算机产品的流程图和/或方框图来描述的。应理解可由计算机指令实现流程图和/或方框图中的每一流程和/或方框、以及流程图和/或方框图中的流程和/或方框的结合。可提供这些计算机指令到通用计算机、专用计算机、嵌入式处理机或其他可编程数据处理设备的处理器以产生一个机器,使得通过计算机或其他可编程数据处理设备的处理器执行的指令产生用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的装置。
67.这些计算机指令也可存储在能引导计算机或其他可编程数据处理设备以特定方式工作的计算机可读存储器中,使得存储在该计算机可读存储器中的指令产生包括指令装置的制造品,该指令装置实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能。
68.这些计算机指令也可装载到计算机或其他可编程数据处理设备上,使得在计算机或其他可编程设备上执行一系列操作步骤以产生计算机实现的处理,从而在计算机或其他可编程设备上执行的指令提供用于实现在流程图一个流程或多个流程和/或方框图一个方框或多个方框中指定的功能的步骤。
69.尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
70.显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1