一种管梁零件制备工艺及管梁零件的制作方法
1.本发明涉及零部件制备技术领域,特别涉及一种管梁零件制备工艺及由该工艺制得的管梁零件。
背景技术:
2.玻璃纤维增强铝合金复合材料层合板(glass reinforced aluminum laminates,简称glare层合板)是由高强度铝合金和玻璃纤维在一定温度和一定压力条件下交替层压粘合而成,因此具有金属和复合材料的双重优点,glare层合板不仅具有极高的静强度,更具有突出的疲劳阻抗、优异的冲击阻抗、良好的剩余强度、耐腐蚀以及容易制造和修理等特点。大规模应用则是空客a380
‑
800机身蒙皮、水平尾翼和垂直尾翼前缘。一般glare板制造工艺需要先对铝合金坯料表面进行表面处理后铺设复合层板;在复合层板置于差压成形装置凹模上,对其进行抽真空和压边处理;将复合层板加热至环氧树脂的固化及铝合金的时效成形同步发生所需的温度;在差压成形装置中对复合层板进行双向差压加载,使环氧树脂在固化的同时,铝合金发生时效成形及强化,实现glare层板的制备及构件一体成形;对glare构件上的多余坯料进行裁剪。
3.该方法只能生产板形零件,同时需要进行多步抽真空和双向压差加载,存在设备昂贵的问题。
技术实现要素:
4.本方案的一个目的在于提供一种管梁零件制备工艺。该工艺可以生产具有复杂特定截面的由纤维增强铝合金基复合材料制备的管梁零件,工艺成形效率高、精准度好、回弹小。
5.本方案的另一个目的在于提供一种管梁零件。
6.将纤维缠绕到金属管坯上,经过热气胀
‑
固化形成具有特定截面的纤维增强金属基复合材料零件。
7.优选的,所述纤维为热塑性纤维布或热塑性纤维带。
8.优选的,所述纤维为热塑性碳纤维和热塑性玻璃纤维中的一种或两种。
9.优选的,所述金属管坯为具有轴对称的金属管坯。
10.优选的,该工艺进一步包括:在将纤维缠绕到金属管坯上之前分别对纤维及金属管坯进行如下操作:
11.对纤维进行预浸胶处理,胶粘剂中树脂含量为1wt%
‑
3wt%;
12.对金属管坯表面进行表面极化处理,生成氧化膜。
13.优选的,所述热气胀
‑
固化包括:
14.将纤维缠绕后的金属管坯放入加热压边模具中,利用电流对所述纤维缠绕后的金属管坯进行加热,加热到金属软化、纤维材料黏流的状态;
15.在纤维缠绕后的金属管坯内充入气体,迫使纤维缠绕后的金属管坯变形并贴紧设
置在所述加热压边模具内部的管梁零件模具表面形成零件形状;
16.控制形成零件形状后的加热温度与时长;
17.获得由纤维增强金属基复合材料制造的管梁零件。
18.优选的,所述加热为在所述加热压边模具上进行的自阻加热,加热温度为140℃~240℃,加热时间为0.5
‑
2min。
19.优选的,纤维缠绕后的金属管坯内充入气体产生的气体压力为0.5mpa~70mpa,可迫使纤维缠绕后的金属管坯变形并贴紧管梁零件模具表面形成包边。
20.优选的,所述控制形成零件形状后的加热温度与时长包括在形成零件形状后保持金属管坯内的气压,重新打开加热电源,将零件加热到140℃~240℃,并保温保压120min~180min。
21.本方案的第二方面,提供一种管梁零件,由上述的管梁零件制备工艺制得的纤维增强金属基复合材料零件。
22.本方案的有益效果如下:
23.本工艺可以生产具有复杂特定截面的由纤维增强铝合金基复合材料制备的管梁零件,工艺成形效率高、精准度好、回弹小。同时,由于使用缠绕
‑
热气胀方法,避免了干式缠绕工艺中对纤维布的加热过程,提高了能耗效率;由于成形、固化过程中一直保存管内的气压,提高了纤维与铝合金基材的粘连强度。
附图说明
24.为了更清楚地说明本方案的实施,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本方案的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
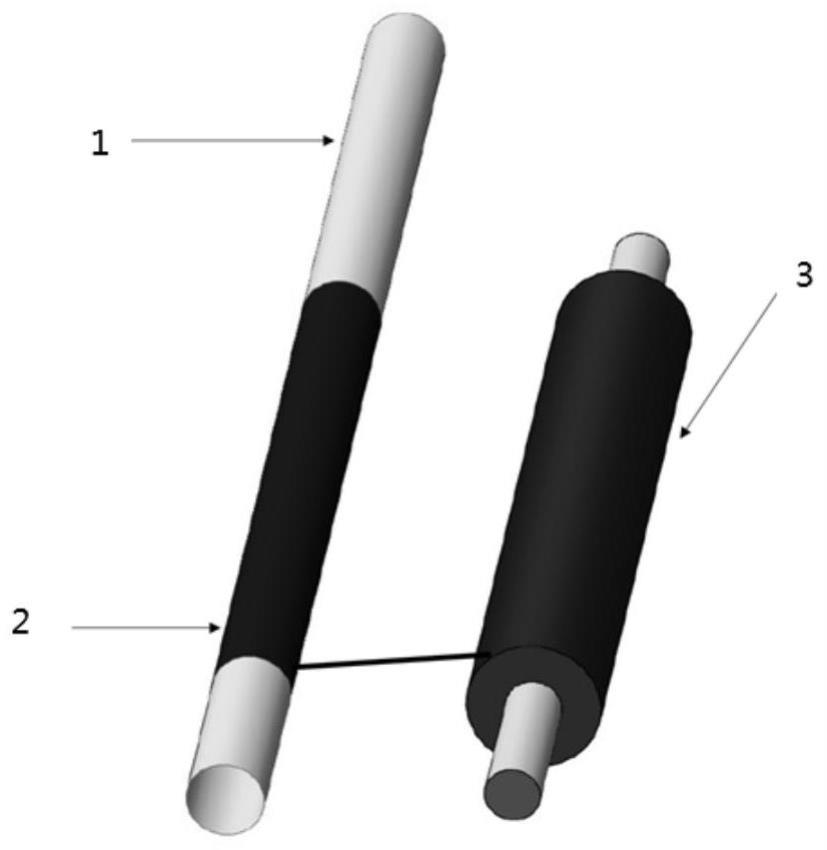
25.图1为纤维缠绕金属管坯的示意图;
26.图2为纤维缠绕后的金属管坯在加热模具中进行加热的示意图;
27.图3为纤维缠绕后的金属管坯贴合零件模具模面的示意图;
28.图4为纤维增强金属基复合材料形成的零件示意图;
29.其中,1
‑
铝合金管坯;2
‑
碳纤维布带;3
‑
纤维缠绕机;4
‑
加热压边模具模腔;5
‑
电极;6
‑
管梁零件模具。
具体实施方式
30.下面将结合附图对本方案的实施方式作进一步地详细描述。显然,所描述的实施例仅是本方案的一部分实施例,而不是所有实施例的穷举。需要说明的是,在不冲突的情况下,本方案中的实施例及实施例中的特征可以相互组合。
31.说明书和权利要求书及上述附图中的术语“第一”、“第二”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备,不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步
骤或单元。
32.由于现有的glare层合板材料,只适宜制备板形零件,因此,本技术的发明人针对零件提出了一种零件制备工艺,该工艺主要通过将纤维缠绕到金属管坯上,再经过热气胀
‑
固化步骤形成具有特定截面的纤维增强金属基复合材料零件。包括将预浸润的热塑性纤维纱或带缠绕到金属管坯上,利用电流将金属管加热达到金属软化、纤维材料黏流的状态,在管内充入高压气体,迫使管坯与纤维都变形并贴紧管梁零件模具表面形成零件形状,通过控制形成零件形状后对管坯的加热温度与时长,可对形成的零件进行随模热处理,得到理想的金属力学性能,同时固化纤维,形成由包覆着紧密纤维的纤维增强金属基复合材料制造的管梁零件。该工艺由于使用缠绕
‑
热气胀方法,因而避免了干式缠绕工艺中对纤维布的加热过程,提高了能耗效率;同时,由于在成形、固化过程中一直保存管内的气压,提高了纤维与金属基材,如铝合金基材,的粘连强度。
33.如图1至图4所示,一种管梁零件制备工艺包括如下步骤:
34.对热塑性碳纤维布带进行预浸胶处理,胶粘剂中树脂含量为2wt%;
35.对铝合金管坯1表面进行表面极化处理:用硫酸
‑
铬酸氧化法对铝合金管坯表面进行处理时,处理液的温度控制在75℃以下,生成多孔氧化铝膜层结构;
36.将预浸胶处理后的碳纤维布带2,在纤维缠绕机3上缠绕到表面经过极化处理后的铝合金管坯1上;
37.将缠绕碳纤维布带2后的铝合金管坯1放入加热压边模具模腔4中,利用加热压边模具上的电极5对铝合金管坯1进行自阻加热,加热温度在140℃~240℃,并保温1min;
38.加热达到铝合金软化、碳纤维黏流的状态后,关闭自阻加热电源,向铝合金管坯内充入气体,气体气压根据零件形状选择0.5mpa~70mpa,迫使纤维缠绕后的铝合金管及碳纤维变形,与管梁零件模具6的模面贴合,形成包边;
39.在零件成形后可以选择静置,以进一步提高金属管强度;
40.也可以选择在碳纤维缠绕铝合金复合材料贴模后保持气压,重新打开加热电源,将零件加热到140℃~240℃,并保温保压120min~180min。制得碳纤维缠绕铝合金复合材料的管梁零件。
41.在一个实施例中,金属管坯选择6016al
‑
mn
‑
si合金管,将加热温度控制在160~190℃,以获得铝合金管最佳成形性能;管坯成形时,充入的气体气压在50mpa~70mpa。如将碳纤维带缠绕在铝合金管坯上,在此加热温度下,可以同时保证碳纤维带高温固化。本例中碳纤维带缠绕铝合金复合材料在零件成形后,铝合金管本体屈服强度可以达到200mpa以上。
42.本方案中的热塑性纤维布带还可以使用热塑性玻璃纤维布带,加热压边模具上的电极包括正负电极,正负电极皆可选用铜电极。
43.本方案的零件制备工艺实现了以较低的成本以纤维增强铝合金基复合材料为原料制造管梁零件,通过纤维缠绕管材热气胀制造方法将热塑性碳纤维、玻璃纤维增强铝合金基复合材料作为制造管梁包边产品的材料。
44.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发
明的技术方案所引伸出的显而易见的变化或变动仍处于本发明的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1