旋转成形装置的制作方法
1.本发明涉及一种在对收纳被成形物的模具进行旋转的同时对预热、成形以及冷却工程进行转换的旋转成形装置。
背景技术:
2.在将包含玻璃、透镜、蓝宝石、复合材料以及塑料中的至少一个的被成形物成形为具有弯曲曲面部的状态时,可以作为便携式终端的前盖、后盖以及照相机的镜头使用。
3.将被成形物防止到模具中之后对模具进行加热以及加压,即可获得所需要的3d形状的被成形物。
技术实现要素:
4.技术课题
5.本发明的目的在于提供一种可以通过在对被成形物进行成形的成形装置的处理工程转换中采用旋转式构成而占用较少的空间并对更多数量的模具进行处理,而且可以将配备有对被成形物进行收纳的多个空腔的模具移送到准确位置上的旋转成形装置。
6.技术方案
7.本发明的成形装置,可以包括:腔室,对收纳在模具中的被成形物进行成形;以及,转位单元,安置有所述模具,在所述腔室的内部进行旋转的同时将所述模具移送到所述腔室内部的各个工程区域。
8.本发明的成形装置,可以在腔室的外部配备对被成形物进行对准的定心部件。定心部件,可以包括:真空孔,对被成形物进行吸入;固定导向器,与被成形物的外廓接触;以及,移动导向器,可相对于固定导向器进行移动。
9.发明效果
10.本发明的成形装置可以采用旋转的转位式构成。在对被成形物进行收纳的模具移动时,会以抬升模具的状态旋转转位单元,因此可以将模具以不与上部块或下部块接触的状态进行旋转。
11.借此,与现有的直线移动方式中模具与下部块接触并滑动移动的方式相比,可以防止因为摩擦而导致的微粒的产生并防止模具受到磨损。
12.构成转位单元的多个旋转盘可以以一定的节距一起进行旋转并对模具执行不同工程步骤的处理。在旋转盘旋转时,可以借助于驱动部件的角度控制准确地查找到各个不同工程位置。转位式与现有的直线移送方式相比占据较少的空间,因此可以提升空间利用率。
13.在腔室中可以配备投入部。向模具投入被成形物的被成形物投入工程以及从模具回收被成形物的被成形物排出工程并不是在腔室的外部执行,而是可以在腔室的一部分即投入部中执行。借此,可以达成节约模具组装以及分离所需要的占有空间以及对模具进行加热所需要的能源的效果。从核心上来讲,因为是以下部模具被安置在腔室内部的各个旋
转盘上的状态仅从外部投入被成形物,因此对模具进行移动的工程负担会较小。
14.在通过投入单元将被成形物插入到下部模具中,且附着在上部的升降结构体中的上部模具与下部模具形合时,可以完成被成形物的投入。借此,可以大幅减少因为模具移动而导致的热损失以及磨损。被成形物向模具的投入以及排出是借助于投入单元的被成形物吸附完成,因此不需要将模具移动到腔室外部,而模具可以借助于旋转盘的旋转执行各个工程。
15.因为可以通过在投入部中喷射空气的清洁单元对模具以及投入部内部进行清洁,因此具有可以将清洁单元内置在腔室中的优点。因为转位单元或其构成品即旋转盘是在腔室内部进行旋转,因此将清洁单元安装在与转位单元或旋转盘相邻的腔室内部的投入部的特定位置上为宜。
16.此外,因为在正常工作时不需要将模具取出到腔室外部,因此清洁单元可以被内置在腔室中。与现有的将清洁单元安装在腔室外部的情况相比,可以在腔室内部即限定的密闭空间内执行一定的清洁工程。
附图说明
17.图1是用于对本发明的成形装置的各个区域的工程进行说明的块图。
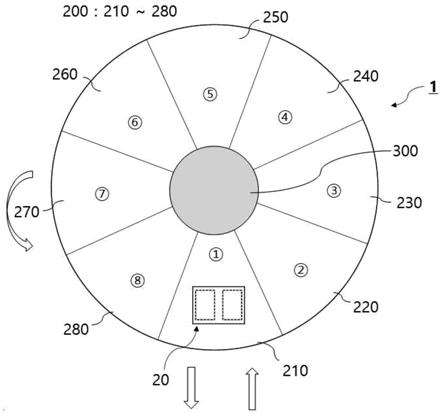
18.图2是本发明的成形装置的概要性平面图。
19.图3是对本发明的驱动部件进行图示的侧面图。
20.图4是对本发明的投入部进行图示的正面图。
21.图5是对用于驱动本发明的模具进行升降的升降单元进行图示的平面图。
22.图6是用于对本发明的升降单元的动作进行说明的侧面图。
23.图7是用于对本发明的下部块以及上部块与转位单元的关系进行图示的侧面图。
24.图8是对本发明的定心部件以及投入单元进行图示的平面图。
25.符号说明
26.d:间隔,g:间隙,1:成形装置,10:被成形物,20:模具,22:下部模具,23:导向销,24:上部模具,30:下部块,32、42:加热器,40:上部块,50:定心部件,51:固定导向器,52、54:移动导向器,53:真空孔,100:腔室,110:投入部,112:第一阻隔壁,114:第二阻隔壁,116:第三阻隔壁,118:出入口,120:吸附部,200:转位单元,202:安置孔,204:吸附通道,210:第一旋转盘,220:第二旋转盘,230:第三旋转盘,240:第四旋转盘,250:第五旋转盘,260:第六旋转盘,270:第七旋转盘,280:第八旋转盘,290:转动接头,292:连接管,300:驱动部件,310:连接部件,400:升降单元,410:旋转轴,420:转动部件,430:阻挡部件,432:阻挡片,440:驱动部,442:推动部件,444:气缸,500:投入单元,510:支撑杆,520:吸附部件,710:第一执行机构,720:第二执行机构,730:第三执行机构,811:清洁单元,812:集尘部,820:空气蛇纹管,830:冷却水管。
具体实施方式
27.参阅图1,可以观察到在对收纳被成形物的模具20进行处理的腔室100内部旋转并划分出各个不同工程区域的转位单元200。
28.本发明的被成形物10为复合材料,例如可以通过将聚碳酸酯(pc,
polycarbonate)、聚甲基丙烯酸甲酯(pmma,poly methyl methacrylate)、聚对苯二甲酸乙二醇酯(pet,polyethylene terephthalate)材料的不同类型进行层叠的方式构成,而且可以作为便携式终端的后盖等使用。
29.转位单元200可以由与各个不同工程区域对应的多个旋转盘构成。转位单元200可以利用在各个工程上旋转特定角度的转动旋转方式构成。在转位单元200中可以安置模具20。
30.多个不同工程区域可以由第一区域
①
、第二区域
②
、第三区域
③
、第四无语
④
、第五区域
⑤
、第六区域
⑥
、第七区域
⑦
以及第八区域
⑧
构成。在各个区域可以配备下部块以及上部块。
31.本发明的特征在于,在采用旋转的转位方式的同时采用利用接触部件即块对模具进行预热、成形以及冷却的接触成形方式。为了同时实现块的接触以及转位单元的旋转,需要一种在可以旋转时避免模具与块之间的干涉且在各个不同区域的工程中使得模具与块发生接触的特殊结构。为此,研究出了升降单元400。
32.第一区域
①
为投入部。在第一区域
①
中,可以执行将被成形物10投入到模具20或从中排出的工程,以及对上部模具以及下部模具进行形合的工程。
33.在第二区域
②
至第8区域
⑧
中可以分别配备预热单元、成形单元以及冷却单元,从而执行工程处理。例如,在第二区域以及第三区域中可以配备两个预热单元,在第四区域以及第五区域中可以配备两个成形单元,而在第六区域以及第七区域中可以配备两个冷却单元。在第八区域中,可以配备强制冷却单元。冷却单元与强制冷却单元的差异在于,在块中是否安装有加热器。强制冷却单元可以在冷却单元的下游执行最终强力冷却功能。强制冷却单元不会在上部块或下部块中安装加热器,而是仅对冷却水进行循环,从而以与其他单元相比更低的温度快速地执行强制冷却。
34.参阅图2,转位单元200可以由形成有用于安置模具20的安置孔202的旋转盘构成。
35.转位单元200可以在组装旋转盘的情况下构成圆形。在组装的转位单元200的中央,可以配备用于驱动转位单元200整体进行旋转的驱动部件300或转动接头290。
36.转位单元200可以包括与各个不同工程区域即第一区域至第八区域对应的第一旋转盘210、第二旋转盘220、第三旋转盘230、第四旋转盘240、第五旋转盘250、第六旋转盘260、第七旋转盘270以及第八旋转盘280。
37.配备有投入部的第一区域或第一旋转盘为投入部,可以配备模具的分离以及形合部件,但是不需要安装用于执行预热、成形以及冷却工程的上部块以及下部块。在除第一区域之外的剩余区域中,可以为了执行预热、成形以及冷却工程而配备与各个旋转盘对应的下部块或上部块。本发明的特征在于,各个旋转盘与各自的下部块以及上部块对应,模具借助于各个旋转盘在各个区域之间进行移送并执行接触式成形。
38.模具20可以由位于下部的下部模具22以及位于下部模具22的上部的上部模具24构成。在下部模具22以及上部模具24中,可以为了对两个被成形物进行成形而配备两个空腔。各个空腔是用于形成空白空间并对被成形物进行收纳的空间。
39.各个空腔可以沿着转位单元的圆周方向进行排列。与图示不同,空腔也可以沿着转位单元的半径方向进行排列。在下部模具中形成空腔的方向,可以根据被成形物的大小或被成形物的纵横比例决定。
40.驱动部件300可以由如电机等构成。
41.在转位单元200的中央可以沿着垂直方向配备转动接头290。
42.构成转位单元200的第一旋转盘210至第八旋转盘280可以全部以相同的结构以及等角度间距进行排列。借此,通过将模具20安置在各个旋转盘上并以等角度间距旋转,可以在各个不同工程之间进行转换。
43.腔室100的上侧面、侧面以及底面均可以由分隔壁构成。
44.用于对被成形物10进行投入或排出的投入部110位于腔室100的入口,且投入部110的一部分可以暴露在外。为了对腔室100的真空环境或氮气环境进行密闭,投入部110的三面均可以由阻隔壁构成。这是为了在执行各个工程的腔室中防止模具或被成形物发生氧化。
45.阻隔壁可以包括第一阻隔壁112、第二组隔壁114以及第三阻隔壁116,并以只有出入口118开放的状态形成。第一阻隔壁112与第二组隔壁114可以彼此相向,而第三组隔壁116可以配置在第一阻隔壁112与第二组隔壁114之间。
46.第三组隔壁116可以与投入部110以及相当于腔室100的入口的出入口118相向。出入口118可以与转位单元200的外周相邻,而第三组隔壁116可以与转位单元200的中心相邻。
47.参阅图4以及图5,为了对模具20的异物进行去除,在出入口118中可以配备清洁单元811的空气喷嘴,而在第三阻隔壁116中可以配备集尘部812。
48.参阅图4,在第一阻隔壁112以及第二阻隔壁114中,可以分别配备构成转位单元200的旋转盘的旋转通道即第一通过孔112a以及第二通过孔114a。借助于第一通过孔112a以及第二通过孔114a,可以使得旋转盘以不与阻隔壁发生干涉的状态进行旋转。第三组隔壁116的下端部可以以与旋转盘的底面相距一定间隔的方式形成。
49.第一通过孔112a以及第二通过孔114a可以借助于升降的遮板进行开闭。遮板可以在旋转盘进行旋转时对第一通过孔112a以及第二通过孔114a进行开放。在投入部110中执行被成形物10的投入工程、被成形物10的排出工程以及模具20的清洁工程时,遮板可以对第一通过孔112a以及第二通过孔114a进行封闭。
50.上部模具24可以被安置在下部模具22的上部。在投入部110中,上部模具24可以以被吸附到吸附部120中的状态对其荷重进行支撑,而在被成形物10的投入排出完成之后,可以向下部模具22下降。
51.在图5以及图6中,对用于驱动安置在各个旋转盘上的模具20进行升降的升降单元400进行了图示。参阅图5以及图6,可以在形成于第一旋转盘210上的两个空腔式的下部模具22中安置两个被成形物10,而在下部模具22的两侧可以形成升降单元400。
52.在下部模具22中,可以形成用于在上部模具24下降以及相向时将上部模具24导向到正确位置上的多个导向销23。
53.升降单元400可以在所有旋转盘上以相同的形态构成。
54.升降单元400,可以包括:旋转轴410,固定到第一旋转盘210上;转动部件420,以可旋转的方式结合到旋转轴410上;阻挡部件430,在转动部件420上形成,通过嵌入到在下部模具22的两侧面形成的阻挡槽22a而驱动下部模具22上升;以及,驱动部440,用于使转动部件420发生转动。
55.阻挡部件430可以由形成有嵌入到阻挡槽22a中的阻挡片432的折曲结构的
“┗”
字形形成。驱动部440,可以包括:推动部件442,与转动部件420或阻挡部件430相向,用于推动转动部件420或阻挡部件430;以及,气缸444,用于驱动推动部件442往返移动。
56.参阅图6,在推动部件442借助于气缸444的工作而向模具20一侧进行移动时,与推动部件442相向的转动部件420或阻挡部件430将位于以旋转轴410为中心的偏心位置。在气缸444工作时,转动部件420或阻挡部件430将发生旋转,从而带动阻挡片432发生旋转并使得模具20上升与间隙g对应的距离。
57.与此相反,在需要使模具20下降时,气缸444将后退且推动部件442将与转动部件420相距一定间隔,从而使得模具20借助于自重下降并借此将转动部件420复位到原始位置。
58.如图6所示,实线的模具20可以达到上升至虚线的模具20位置的状态。
59.在模具20上升时,在从第一旋转盘210的底面凸出的状态下插入到安置孔202内部,从而使得模具20进入与下部块30的非接触状态。在模具20或下部模具22上升之后,可以开始旋转盘的旋转。
60.参阅图7,第一旋转盘210将借助于驱动部件300的工作移动到第二位置
②
,而为了执行预热工程,第一旋转盘210以及模具20可以被配置在下部块30与上部块40之间。第一旋转盘210可以以与下部块30相距一定间隔d的状态进行旋转。
61.在中间介有模具20的状态下,下部块30可以位于第一旋转盘210的下部,而上部块40可以位于第一旋转盘210的上部。在下部块30以及上部块40中,可以分别配备多个加热器32、42。
62.参阅图5以及图8,对定心部件50和投入单元500以及清洁单元811进行了图示。
63.在成形装置1中,可以配备用于向投入部110投入被成形物10的投入单元500以及用于对模具20进行清洁的清洁单元811。投入单元500可以由支撑杆510以及配备于支撑杆510的端部一侧的多个吸附部件520构成。
64.吸附部件520可以对空气进行吸入,从而对通过定心部件50对准到准确位置上并等待投入的被成形物10进行吸附,并插入到投入部110的下部模具22中。
65.定心部件50可以将投入到腔室100内部且需要进行成形的被成形物10安置在准确位置上。成形之前的被成形物10以及成形之后的被成形物10可以被装载到位于与定心部件50相邻的位置上的装载/卸载单元中。
66.在定心部件50的下部,可以配备用于驱动移动导向器52进行移动的移动部件。作为移动部件,可以由例如气缸等构成。
67.需要投入到成形装置中的被成形物10可以装载在装载/卸载单元中。移动机器人可以从装载/卸载单元中取出被成形物20并移送到定心部件50。被移送到定心部件50的被成形物20可以通过在定心部件50的表面裸露的真空孔53对其移动进行抑制。尤其是,因为作为手机的后盖使用的被成形物是利用如塑料等较薄的复合材料制成,因此其刚性可能较弱。如果在没有任何固定部件的情况下将其放置在定心部件50中,可能会因为易于颤动的柔性而导致难以维持准确位置的问题。通过在定心部件50中形成真空孔53,可以防止被成形物20的不规则移动。
68.此外,在投入单元500将被成形物投入到模具时,如果在不对准位置的情况下直接
放置被成形物,则可能会导致模具与被成形物的相对位置出现问题。因此,在将模具投入到被成形物之前的等待位置即将被成形物投入到投入单元500中的位置即定心部件50中对被成形物的位置进行对准为宜。
69.定心部件50可以包括在上述内容中进行说明的真空孔53、与被成形物的外廓接触的固定导向器51以及可相对于固定导向器51进行移动的移动导向器52、54。固定导向器为
“┓”
字形状,可以通过与被成形物的上侧面一侧以及侧面一侧接触而对其位置进行对准。移动导向器可以借助于如气缸等进行移动,可以通过对被成形物的外廓进行敲击而将被成形物准确地贴紧到固定导向器中。借助于固定导向器以及移动导向器,可以完成对被成形物的位置对准。
70.被对准到定心部件的准确位置上的被成形物,可以通过投入单元供应到投入部的模具中。在投入单元500中可以配备支撑杆510以及吸附部件520。
71.放置在定心部件50的上侧面的被成形物10可以通过吸附部件520投入到投入部110内部或对其进行回收。固定有吸附部件520的支撑杆510可以以90度间隔进行旋转或进行支线移动。支撑杆510可以通过旋转动作以及支线移动动作使吸附部件接近定心部件50以及投入部110。
72.在投入单元500的支撑杆510的端部,可以连接对旋转动作、升降动作以及向投入部110方向的前进后退动作进行驱动的执行机构。
73.执行机构可以由用于执行旋转动作的第一执行机构710、配备于第一执行机构710的一侧面且用于执行升降动作的第二执行机构720以及用于执行向投入部110一侧的前进后退动作的第三执行机构730构成。
74.如图所示,清洁单元811配备于投入部110中。但是,并不限定于此,还可以采用以等角度配备投入单元以及清洁单元并一起进行移动的实施例。虽未图示,清洁单元811可以包括通过向上部一侧喷射空气而对上部模具进行清洁的第一清洁部件以及通过向下部一侧喷射空气而对下部模具进行清洁的第二清洁部件。
75.投入单元500的支撑杆510可以借助于第一执行机构710进行旋转。因为第二执行机构720执行升降动作,因此投入单元500也可以进行升降。第三执行机构730结合到第二执行机构720的一侧面,可以使得投入单元500向投入部110一侧前进后退。
76.投入单元500可以借助于执行机构执行向投入部110一侧旋转接近或远离的动作、向与接近或远离的动作垂直相交的方向升降的动作以及向所述投入部110前进后退的动作中的至少一种以上。
77.在构成转位单元200的多个旋转盘的中央可以配备转动接头290,而且沿着转动接头290的圆周方向可以配备与各个旋转盘连接的连接管292。连接管290可以将旋转盘的冷却水管830与转动接头290连接,从而成为将冷却水从外部经由转动接头290供应到冷却水管路830的通道。
78.此外,在包含第一旋转盘210在内的各个旋转盘上,可以配备通过利用空气进行吸附而防止安置在下部模具22中的被成形物的位置发生变动并维持其状态的结构。
79.作为一实施例,在连接管292为真空供应部件的情况下,在包含第一旋转盘210在内的各个旋转盘的内部,可以形成与连接管292连通连接且可以对下部模具22的被成形物10进行吸附的吸附通道。
80.因为转动接头290会在转位单元200旋转时同时进行旋转,因此连接到各个旋转盘上的连接管292完全没有彼此缠绕在一起的可能。
81.下部模具22可以由多孔性材料构成。作为多孔性材料,可以由如铝、石墨等构成。可以对铝粉末、石墨粉末进行烧结,并将各个粉末之间的缝隙作为空气流通通道使用。因此,下部模具22可以是对金属粉末进行烧结的多孔性材料。之所以适合于使用金属粉末,是因为加热或冷却至成形温度的速度较快且可以将温度变化时的变形最小化。
82.在构成转位单元200的多个旋转盘上可以分别安置下部模具22,而且在形成于腔室100中的投入部110内部可以借助于投入单元500将被成形物10插入到下部模具22中。在吸附到投入部110上部的上部模具24下降并与下部模具22形合之后,模具20可以通过第一通过孔112a旋转到下一个工程步骤。
83.此外,在对借助于索引单元200的旋转完成成形的被成形物10进行收纳的模具20通过第二通过孔114b进入到投入部110内部时,吸附部120将在从投入部110的上部下降并对上部模具24进行吸附之后上升,从而执行将上部模具24从下部模具22分离的动作,而被收纳在开放的下部模具22内部的已完成成形的被成形物10可以借助于投入单元500的吸附部件520进行吸附和回收。所回收的被成形物10可以借助于投入单元500移动到装载/卸载单元并装载到装载/卸载单元中。
84.此外,在旋转盘上配备有冷却水管830,从而可以借助于冷却水对旋转盘的温度上升进行抑制。为了防止因为配备于旋转盘上的工作部件即升降单元400等的温度上升而导致的错误工作,需要执行温度控制。
85.此外,在腔室中可以配备用于对上部模具以及下部模具的异物进行去除的清洁单元811。清洁单元811可以包括配备于转位单元200的外周一侧的空气喷嘴以及配置在转位单元200的中心部一侧的集尘部812。空气喷嘴可以配备于与转位单元200相向的腔室100中。从清洁单元811的空气喷嘴喷射出的空气可以吹走模具中的异物并将其吹入到投入部内部,而被吹入的异物可以借助于集尘部812的负压进行捕获。集尘部812可以与真空环境连接。集尘部812可以配备于与转位单元200相邻的腔室100中,具体来讲可以配备于第三组隔壁116中。
86.此外,还需要配备用于从模具中轻易地分离出已完成成形的被成形物的部件。这是为了去除因为热量导致的被成形物的吸附力。在投入部110的罗路面即出入口118一侧可以配备空气蛇纹管820。因为空气蛇纹管820具有适当的弹性,因此可以轻易地进行弯曲。作业人员可以通过弯曲空气蛇纹管820将空气蛇纹管820端部的喷嘴朝向所需要的方向。从空气蛇纹管820喷射出的空气可以使得被收纳在模具内部的被成形物轻易地从模具的表面脱离。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1