一种注塑模具内的滑块防撞结构以及注塑模具的制作方法
1.本实用新型属于模具成型技术领域,涉及一种注塑模具内的滑块防撞结构以及注塑模具。
背景技术:
2.随着工业的快速发展,服务于工业生产的模具近年来也得到快速发展,制造中用到的模具非常多,而滑块的运用也越来越广泛。滑块的动作原理:开模时利用注塑机成型的开模动作用,在开模的时候斜导柱4会跟随上模1运动,使滑块5沿开模方向及水平方向两种运动,弹簧7辅助带动滑块5(以免滑块5太紧拉不开)使之脱离倒扣(见附图1)。合模时利用斜导柱4的倾斜角度,从而把滑块5的开合的纵向运动变为滑块5的横向运动,使滑块5运动到模具整体状态(见附图2)。对于倒扣距离在15mm以上~40mm以下的模具,其在生产合模途中,弹簧由于使用时间过长而损坏,导致弹簧回位不到而经常容易撞坏模具。
技术实现要素:
3.本实用新型的目的就是为了提供一种注塑模具内的滑块防撞结构以及注塑模具,保证模具在生产合模途中弹簧由于使用时间过长弹簧损坏导致弹簧回位不到而经常容易撞坏模具。
4.本实用新型的目的可以通过以下技术方案来实现:
5.本实用新型的技术方案之一提供了一种注塑模具内的滑块防撞结构,该注塑模具包括上模和下模,所述下模设有在其上表面水平移动的滑块,在滑块上表面加工有斜导向孔,所述上模下表面还设有可匹配伸入所述斜导向孔内的斜导柱,所述下模与滑块之间还设有弹簧,所述下模还设有沿弹簧伸缩方向并指向所述滑块的定位销。
6.进一步的,所述的定位销的设置位置满足:且当滑块抵住定位销时,上模与下模刚好完成合模。
7.进一步的,所述定位销设于弹簧内。
8.进一步的,所述的定位销的前端设有软性层。
9.进一步的,所述的下模上还设有防止滑块脱出的限位结构。
10.更进一步的,所述的限位结构为位于滑块行程位置上并凸出下模表面的限位螺丝。
11.进一步的,所述的滑块上还带有可水平卡入注塑产品内的倒扣。
12.更进一步的,所述滑块的行程长度比倒扣长度至少大3mm。
13.进一步的,所述的上模的下表面设有导柱压板,在导柱上设置所述斜导柱。
14.本实用新型的技术方案之二提供了一种注塑模具,该注塑模具带有如上所述的滑块防撞结构。
15.与现有技术相比,本实用新型在模具结构不变及不增加成本基础上,通过在模具滑块弹簧内部追加定位销,保证模具在生产合模途中弹簧由于使用时间过长弹簧损坏导致
弹簧回位不到而经常容易撞坏模具。
附图说明
16.图1为现有注塑模具在开模状态的示意图;
17.图2为现有注塑模具在合模状态的示意图;
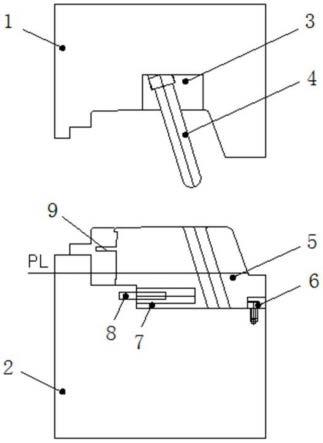
18.图3为本实用新型的注塑模具在开模状态的示意图;
19.图4为本实用新型的注塑模具在合模状态的示意图;
20.图中标记说明:
21.1-上模,2-下模,3-导柱压板,4-斜导柱,5-滑块,6-限位螺丝,7-弹簧,8-倒扣。
具体实施方式
22.下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
23.以下各实施方式或实施例中,如无特别说明的功能部件或功能结构,则表明其均为本领域为实现对应功能而采用的常规部件或常规结构。
24.为避免模具在生产合模途中弹簧7由于使用时间过长导致弹簧7回位不到,从而撞坏模具,本实用新型提供了一种注塑模具内的滑块5防撞结构,其结构参见图3和图4所示,该注塑模具包括上模1和下模2,所述下模2设有在其上表面水平移动的滑块5,在滑块5上表面加工有斜导向孔,所述上模1下表面还设有可匹配伸入所述斜导向孔内的斜导柱4,所述下模2与滑块5之间还设有弹簧7,所述下模2还设有沿弹簧7伸缩方向并指向所述滑块5的定位销。
25.在一些具体的实施方式中,所述的定位销的设置位置满足:且当滑块5抵住定位销时,上模1与下模2刚好完成合模,定位销的布置方向优选为与滑块5行程方向一致,且更具体的,当滑块5向定位销移动时,对应注塑模具逐渐合模的动作。
26.在一些具体的实施方式中,所述定位销设于弹簧7内。
27.在一些具体的实施方式中,所述的定位销的前端设有软性层,软性层可以采用橡胶等,主要是避免定位销与滑块5之间的刚性碰撞。
28.在一些具体的实施方式中,请再参见图3和图4所示,所述的下模2上还设有防止滑块5脱出的限位结构,其位置正好与定位销相对。更进一步的,所述的限位结构为位于滑块5行程位置上并凸出下模2表面的限位螺丝6。
29.在一些具体的实施方式中,请再参见图3和图4所示,所述的滑块5上还带有可水平卡入注塑产品内的倒扣8,具体的,当注塑模具合模时,倒扣8正好随滑块5移动至完全卡入注塑产品内的位置。
30.更进一步的,所述滑块5的行程长度比倒扣8长度至少大3mm。
31.在一些具体的实施方式中,所述的上模1的下表面设有导柱压板3,在导柱上设置所述斜导柱4。
32.以上各实施方式可以任一单独实施,也可以任意两两组合或更多的组合实施。
33.下面结合具体实施例来对上述实施方式进行更为详细的说明。
34.实施例1:
35.为避免模具在生产合模途中弹簧7由于使用时间过长导致弹簧7回位不到,从而撞坏模具,本实施例提供了一种注塑模具内的滑块5防撞结构,其结构参见图3和图4所示,该注塑模具包括上模1和下模2,所述下模2设有在其上表面水平移动的滑块5,在滑块5上表面加工有斜导向孔,所述上模1下表面还设有可匹配伸入所述斜导向孔内的斜导柱4,所述下模2与滑块5之间还设有弹簧7,所述下模2还设有沿弹簧7伸缩方向并指向所述滑块5的定位销。述的定位销的设置位置满足:且当滑块5抵住定位销时,上模1与下模2刚好完成合模,定位销的布置方向优选为与滑块5行程方向一致,且更具体的,当滑块5向定位销移动时,对应注塑模具逐渐合模的动作。所述定位销设于弹簧7内。所述的定位销的前端还可以根据需要设置软性层,软性层可以采用橡胶等,主要是避免定位销与滑块5之间的刚性碰撞。
36.请再参见图3和图4所示,所述的下模2上还设有防止滑块5脱出的限位结构,其位置正好与定位销相对。更进一步的,所述的限位结构为位于滑块5行程位置上并凸出下模2表面的限位螺丝6。
37.请再参见图3和图4所示,所述的滑块5上还带有可水平卡入注塑产品内的倒扣8,具体的,当注塑模具合模时,倒扣8正好随滑块5移动至完全卡入注塑产品内的位置。所述滑块5的行程长度比倒扣8长度至少大3mm。所述的上模1的下表面设有导柱压板3,在导柱上设置所述斜导柱4。
38.本实施例的注塑模具在具体工作时,在开模的时候斜导柱4会跟随上模1一起向上移动,在斜导柱4逐渐脱离斜导向孔的过程中,由于两者的导向作用,会使滑块5存在沿开模方向及水平方向两种运动,弹簧7辅助带动滑块5(以免滑块5太紧拉不开)使之脱离倒扣8(见附图3)。合模时利用斜导柱4的倾斜角度,从而把滑块5的开合的纵向运动变为滑块5的横向运动,使滑块5直至倒扣8卡入注塑产品内(见附图4)。本实施例的装置设计是在模具结构不变及不增加成本基础上,通过在模具滑块5弹簧7内部追加定位销,保证模具在生产合模途中弹簧7过长由于使用时间弹簧7损坏导致弹簧7回位不到而经常容易撞坏模具。
39.上述的对实施例的描述是为便于该技术领域的普通技术人员能理解和使用实用新型。熟悉本领域技术的人员显然可以容易地对这些实施例做出各种修改,并把在此说明的一般原理应用到其他实施例中而不必经过创造性的劳动。因此,本实用新型不限于上述实施例,本领域技术人员根据本实用新型的揭示,不脱离本实用新型范畴所做出的改进和修改都应该在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1