一种注塑机机械手控制方法及控制系统与流程
1.本发明涉及一种注塑机机械手控制技术,尤其是涉及一种注塑机机械手控制方法及控制系统。
背景技术:
2.随着注塑成型的广泛应用,注塑机机械手的应用范围越来越广,主要包括模内取件、嵌件等,其能够提高塑料制品的质量,改善劳动条件,保证安全生产的进行,提高生产效率。目前在新时代高速发展和能源短缺的背景下,用户对于注塑机机械手的能耗也越来越关注,然而现有技术中,注塑机机械手在运行过程中,由于模外运行时间与注塑机的节拍配合不一致,因此容易造成注塑机机械手长时间等待,造成能源浪费;同时,注塑机机械手在取件过程中,治具上的抓取电磁阀长时间打开,导致注塑机机械手多做了不必要的功,造成能源浪费。因此,研究如何减少注塑机机械手能源浪费以达到节能的目的显得十分有必要。
技术实现要素:
3.本发明所要解决的技术问题是提供一种注塑机机械手控制方法及控制系统,其能够有效减少注塑机机械手的能量消耗。
4.本发明解决上述技术问题所采用的技术方案为:一种注塑机机械手控制方法,其特征在于包括以下步骤:
5.步骤1:机械手控制器控制机械手运动至取物待机点,机械手待机以等待注塑机控制器发出开模完成信号;
6.步骤2:机械手控制器在接收到注塑机控制器发出的开模完成信号时,机械手控制器控制机械手从取物待机点先运动至取物后退点再运动至模内取物点;
7.步骤3:机械手控制器控制机械手上的治具上的抓取电磁阀打开,使治具抓取工件完成模内取件;
8.步骤4:治具抓取工件完成后,机械手控制器控制机械手从模内取物点先运动至取物后退点再运动至取物待机点;
9.步骤5:机械手控制器向注塑机控制器发送允许合模信号,注塑机控制器在接收到机械手控制器发送的允许合模信号后控制注塑机开始合模动作;在机械手控制器向注塑机控制器发送允许合模信号的同时,机械手控制器中的计时器开始当前周期的模外运动计时;
10.步骤6:机械手控制器控制机械手从取物待机点运动至模外置物待机点;
11.步骤7:机械手控制器控制机械手从模外置物待机点运动至模外置物点;
12.步骤8:机械手控制器控制机械手上的治具上的抓取电磁阀关闭,同时控制治具上的置物电磁阀打开,使治具置放工件完成;
13.步骤9:治具置放工件完成后,机械手控制器控制机械手从模外置物点先运动至模外置物待机点再运动至取物待机点,机械手待机以等待注塑机控制器发出开模完成信号;
14.步骤10:机械手控制器在接收到注塑机控制器发出的开模完成信号时,机械手控制器中的计时器结束当前周期的模外运动计时,然后机械手控制器根据当前周期的模外运动计时结束的时间点与当前周期的模外运动计时开始的时间点得到当前周期的模外运动最优时间,进而根据当前周期的模外运动最优时间及取物待机点运动至模外置物待机点的运动距离、模外置物待机点运动至模外置物点的运动距离、模外置物点运动至模外置物待机点的运动距离、模外置物待机点运动至取物待机点的运动距离,自动调整下个周期取物待机点运动至模外置物待机点的最优速度、模外置物待机点运动至模外置物点的最优速度、模外置物点运动至模外置物待机点的最优速度、模外置物待机点运动至取物待机点的最优速度;在机械手控制器在接收到注塑机控制器发出的开模完成信号时的同时,机械手控制器控制机械手从取物待机点先运动至取物后退点再运动至模内取物点,再返回步骤3继续执行,且取物待机点运动至模外置物待机点、模外置物待机点运动至模外置物点、模外置物点运动至模外置物待机点、模外置物待机点运动至取物待机点按各自的最优速度进行运动。
15.所述的步骤10中,当前周期的模外运动最优时间为当前周期的模外运动计时结束的时间点与当前周期的模外运动计时开始的时间点的差值。即模外运动最优时间为接收开模完成信号与发送允许合模信号之间的时间差值。
16.所述的步骤10中,下个周期取物待机点运动至模外置物待机点的最优速度、模外置物待机点运动至模外置物点的最优速度、模外置物点运动至模外置物待机点的最优速度、模外置物待机点运动至取物待机点的最优速度的获取过程为:
17.将下个周期取物待机点运动至模外置物待机点的最优速度、模外置物待机点运动至模外置物点的最优速度、模外置物点运动至模外置物待机点的最优速度、模外置物待机点运动至取物待机点的最优速度对应记为v1、v2、v3、v4,,
[0018][0019][0020][0021]
[0022][0023][0024]
为取最小值函数,均为引入的中间变量,l1表示取物待机点运动至模外置物待机点的运动距离,l2表示模外置物待机点运动至模外置物点的运动距离,l3表示模外置物点运动至模外置物待机点的运动距离,l4表示模外置物待机点运动至取物待机点的运动距离,t1表示当前周期取物待机点运动至模外置物待机点的运动时间,t2表示当前周期模外置物待机点运动至模外置物点的运动时间,t3表示当前周期模外置物点运动至模外置物待机点的运动时间,t4表示当前周期模外置物待机点运动至取物待机点的运动时间,t表示当前周期的模外运动最优时间,t5表示治具置放工件的动作时间,a1表示取物待机点运动至模外置物待机点的运动加速度,a2表示模外置物待机点运动至模外置物点的运动加速度,a3表示模外置物点运动至模外置物待机点的运动加速度,a4表示模外置物待机点运动至取物待机点的运动加速度,v
max
表示机械手的最大运动速度。通过调整机械手模外各运动段的运动速度,使得机械手能够自动适配注塑机的节拍,提高机械手与注塑机的匹配度,减少机械手的等待时间,并实现了节能。
[0025]
在治具抓取工件后机械手的运动过程中,在治具抓取工件时开始实时读取治具的气压值,一旦读取的治具的气压值大于或等于气压阈值p时,关闭治具上的抓取电磁阀;一旦读取的治具的气压值小于气压阈值p时,打开治具上的抓取电磁阀。机械手在取件过程中,通过比较读取的治具的气压值与气压阈值的大小,在治具抓取工件后机械手的运动过程中使得抓取电磁阀只需在特定压力下才打开,减少了取件过程中治具的能量消耗,达到了治具节能的目的。
[0026]
气压阈值p的确定过程为:手动打开治具上的抓取电磁阀使治具抓取工件;然后手动关闭治具上的抓取电磁阀,治具的气压逐渐减小,在工件从治具上脱离时读取治具的气压值,将读取的治具的气压值记为pa;再令p=pa+pb,pb表示设定的补偿值,pb∈[0.1mpa,1mpa]。由于在手动控制抓取电磁阀时,读取的治具的气压值为工件从治具上脱离时刻的气压值,而在取件过程中设定的气压阈值需确保工件不会从治具上脱离,因此在读取的气压值上叠加一个正的补偿值作为气压阈值。
[0027]
一种上述的注塑机机械手控制方法对应的控制系统,包括机械手控制器、di模块、do模块、脉冲输出模块,其特征在于还包括a/d模块,所述的di模块的输出端通过现场总线与所述的机械手控制器的输入端连接,所述的a/d模块的输出端通过现场总线与所述的机械手控制器的输入端连接,所述的机械手控制器的输出端通过现场总线与所述的do模块的
输入端连接,所述的机械手控制器的输出端通过现场总线与所述的脉冲输出模块的输入端连接,所述的di模块的输入端与注塑机控制器的输出端连接以接收开模完成信号,所述的do模块的输出端与机械手上的治具上的抓取电磁阀和置物电磁阀连接以控制抓取电磁阀和置物电磁阀打开或关闭,所述的do模块的输出端与注塑机控制器的输入端连接以发送允许合模信号,所述的脉冲输出模块的输出端分别与机械手的走行轴、左右轴、上下轴各自的伺服电机驱动器连接以控制伺服电机,所述的a/d模块的输入端与机械手上的治具连接以实时读取治具的气压值。在原有的机械手控制器、di模块、do模块和脉冲输出模块上可实现模外运动的各个运动段的最优速度的获取,使下个周期使用最优速度进行运动,达到减少能量消耗的目的;通过引入a/d模块实时读取治具的气压值,比较读取的气压值与气压阈值的大小,使抓取电磁阀在取件过程中处于时松时紧的状态,达到治具节能的目的。
[0028]
所述的机械手控制器中预存储有气压阈值p。
[0029]
与现有技术相比,本发明的优点在于:
[0030]
1)根据发送的允许合模信号和接收的开模完成信号确定机械手的模外运动最优时间,然后根据机械手的模外运动最优时间调节机械手模外运动各个运动段的最优速度,达到机械手模外运动与注塑机的最优匹配,避免了机械手长时间等待,减少了机械手的能量消耗,降低了能源浪费。
[0031]
2)该控制方法及控制系统实现简单,节能效果明显,适用于实际生产的环境,在维护和升级上也较为容易,对研究具有高节能的注塑机机械手具有非常重要的意义。
附图说明
[0032]
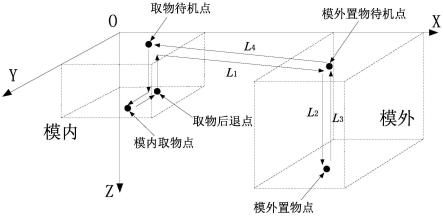
图1为注塑机机械手的动作过程示意图;
[0033]
图2为取物待机点运动至模外置物待机点的最优速度、模外置物待机点运动至模外置物点的最优速度、模外置物点运动至模外置物待机点的最优速度、模外置物待机点运动至取物待机点的最优速度的获取过程示意图;
[0034]
图3为实现治具节能的过程示意图;
[0035]
图4为注塑机机械手控制系统的结构示意图。
具体实施方式
[0036]
以下结合附图实施例对本发明作进一步详细描述。
[0037]
注塑机机械手如图4所示,其具有走行轴1、左右轴2、上下轴3,走行轴1安装在走行轴导轨4上,走行轴1可以在走行轴导轨4上运动,左右轴导轨5安装于走行轴1上,左右轴2安装在左右轴导轨5上,左右轴2可以在左右轴导轨5上运动,上下轴3安装在左右轴2上,上下轴3可以在左右轴2上运动,治具6安装在上下轴3上,用于吸取或夹取工件。
[0038]
本发明提出了一种注塑机机械手控制方法,其包括以下步骤:
[0039]
步骤1:机械手控制器控制机械手运动至取物待机点,机械手待机以等待注塑机控制器发出开模完成信号。
[0040]
步骤2:机械手控制器在接收到注塑机控制器发出的开模完成信号时,机械手控制器控制机械手从取物待机点先运动至取物后退点再运动至模内取物点。
[0041]
步骤3:机械手控制器控制机械手上的治具上的抓取电磁阀打开,使治具抓取工件
完成模内取件。
[0042]
步骤4:治具抓取工件完成后,机械手控制器控制机械手从模内取物点先运动至取物后退点再运动至取物待机点。
[0043]
步骤5:机械手控制器向注塑机控制器发送允许合模信号,注塑机控制器在接收到机械手控制器发送的允许合模信号后控制注塑机开始合模动作;在机械手控制器向注塑机控制器发送允许合模信号的同时,机械手控制器中的计时器开始当前周期的模外运动计时。
[0044]
步骤6:机械手控制器控制机械手从取物待机点运动至模外置物待机点。
[0045]
步骤7:机械手控制器控制机械手从模外置物待机点运动至模外置物点。
[0046]
步骤8:机械手控制器控制机械手上的治具上的抓取电磁阀关闭,同时控制治具上的置物电磁阀打开,使治具置放工件完成。
[0047]
步骤9:治具置放工件完成后,机械手控制器控制机械手从模外置物点先运动至模外置物待机点再运动至取物待机点,机械手待机以等待注塑机控制器发出开模完成信号。
[0048]
步骤10:机械手控制器在接收到注塑机控制器发出的开模完成信号时,机械手控制器中的计时器结束当前周期的模外运动计时,然后机械手控制器根据当前周期的模外运动计时结束的时间点与当前周期的模外运动计时开始的时间点得到当前周期的模外运动最优时间,进而根据当前周期的模外运动最优时间及取物待机点运动至模外置物待机点的运动距离、模外置物待机点运动至模外置物点的运动距离、模外置物点运动至模外置物待机点的运动距离、模外置物待机点运动至取物待机点的运动距离,自动调整下个周期取物待机点运动至模外置物待机点的最优速度、模外置物待机点运动至模外置物点的最优速度、模外置物点运动至模外置物待机点的最优速度、模外置物待机点运动至取物待机点的最优速度;在机械手控制器在接收到注塑机控制器发出的开模完成信号时的同时,机械手控制器控制机械手从取物待机点先运动至取物后退点再运动至模内取物点,再返回步骤3继续执行,且取物待机点运动至模外置物待机点、模外置物待机点运动至模外置物点、模外置物点运动至模外置物待机点、模外置物待机点运动至取物待机点按各自的最优速度进行运动。
[0049]
图1给出了注塑机机械手的动作过程示意图。
[0050]
在本实施例中,步骤10中,当前周期的模外运动最优时间为当前周期的模外运动计时结束的时间点与当前周期的模外运动计时开始的时间点的差值。
[0051]
在本实施例中,步骤10中,下个周期取物待机点运动至模外置物待机点的最优速度、模外置物待机点运动至模外置物点的最优速度、模外置物点运动至模外置物待机点的最优速度、模外置物待机点运动至取物待机点的最优速度的获取过程为:
[0052]
如图2所示,将下个周期取物待机点运动至模外置物待机点的最优速度、模外置物待机点运动至模外置物点的最优速度、模外置物点运动至模外置物待机点的最优速度、模外置物待机点运动至取物待机点的最优速度对应记为v1、v2、v3、v4,
[0053][0054][0055][0056][0057][0058][0059][0060]
为取最小值函数,均为引入的中间变量,l1表示取物待机点运动至模外置物待机点的运动距离,l2表示模外置物待机点运动至模外置物点的运动距离,l3表示模外置物点运动至模外置物待机点的运动距离,l4表示模外置物待机点运动至取物待机点的运动距离,机械手控制器可根据取物待机点的位置值、模外置物待机点的位置值、模外置物点的位置值自动计算出l1、l2、l3、l4,t1表示当前周期取物待机点运动至模外置物待机点的运动时间,t2表示当前周期模外置物待机点运动至模外置物点的运动时间,t3表示当前周期模外置物点运动至模外置物待机点的运动时间,t4表示当前周期模外置物待机点运动至取物待机点的运动时间,t表示当前周期的模外运动最优时间,t5表示治具置放工件的动作时间,t5为一固定时间,机械手控制器可根据计时打开置物电磁阀与机械手开始从模外置物点往模外置物待机点运动之间的时间得到t5,a1表示取物待机点运动至模
外置物待机点的运动加速度,a2表示模外置物待机点运动至模外置物点的运动加速度,a3表示模外置物点运动至模外置物待机点的运动加速度,a4表示模外置物待机点运动至取物待机点的运动加速度,a1、a2、a3、a4在机械手运行过程中为固定值,用户可自行设定,v
max
表示机械手的最大运动速度,v
max
的值根据伺服电机的转速和机械手的齿轮比确定。
[0061]
在此,以取物待机点运动至模外置物待机点为例,根据速度与位移的关系可得:当运动过程中有匀速段时即(a
12
t
12-4l1a1≥0)时为化简可得:进而可求解得到当运动过程中没有匀速段时即(a
12
t
12-4l1a1<0)时为进而可求解得到然后取和v
max
中较小的值作为v1的值,实际为计算得到的取物待机点运动至模外置物待机点的初步最优速度,而v1为取物待机点运动至模外置物待机点的最终最优速度。
[0062]
根据当前周期的模外运动最优时间t优化下个周期取物待机点运动至模外置物待机点的速度、模外置物待机点运动至模外置物点的速度、模外置物点运动至模外置物待机点的速度、模外置物待机点运动至取物待机点的速度,达到机械手节能的目的。当模外运动一直以机械手的最大运动速度v
max
进行运动时,机械手模外运动消耗的能量约为当取物待机点运动至模外置物待机点的速度、模外置物待机点运动至模外置物点的速度、模外置物点运动至模外置物待机点的速度、模外置物待机点运动至取物待机点的速度对应为v1、v2、v3、v4时,机械手模外运动消耗的能量约为这样机械手模外运动节省的能量消耗约为其中,t1表示模外运动以v
max
进行运动时的机械手模外运动消耗的能量,t2表示模外运动以最优速度进行运动时的机械手模外运动消耗的能量,δt=t
1-t2,m表示机械手的三轴总质量,m的值固定。
[0063]
通过调整机械手模外各运动段的运动速度,使得机械手能够自动适配注塑机的节拍,提高机械手与注塑机的匹配度,减少机械手的等待时间,并实现了节能。
[0064]
在本实施例中,如图3所示,在治具抓取工件后机械手的运动过程中,在治具抓取工件时开始实时读取治具的气压值,一旦读取的治具的气压值大于或等于气压阈值p时,关闭治具上的抓取电磁阀;一旦读取的治具的气压值小于气压阈值p时,打开治具上的抓取电磁阀。机械手在取件过程中,通过比较读取的治具的气压值与气压阈值的大小,在治具抓取工件后机械手的运动过程中使得抓取电磁阀只需在特定压力下才打开,减少了取件过程中治具的能量消耗,达到了治具节能的目的。
[0065]
在本实施例中,气压阈值p的确定过程为:手动打开治具上的抓取电磁阀使治具抓取工件;然后手动关闭治具上的抓取电磁阀,治具的气压逐渐减小,在工件从治具上脱离时读取治具的气压值,将读取的治具的气压值记为pa;再令p=pa+pb,pb表示设定的补偿值,pb∈[0.1mpa,1mpa]。
[0066]
本发明还提出了一种上述的注塑机机械手控制方法对应的控制系统,如图4所示,其包括机械手控制器71、di(数字信号输入)模块72、do(数字信号输出)模块73及a/d(模数转换)模块74、脉冲输出模块75,di模块72的输出端通过现场总线与机械手控制器71的输入端连接,a/d模块74的输出端通过现场总线与机械手控制器71的输入端连接,机械手控制器71的输出端通过现场总线与do模块73的输入端连接,机械手控制器71的输出端通过现场总线与脉冲输出模块75的输入端连接,di模块72的输入端与注塑机控制器(图中未示出)的输出端连接以接收开模完成信号,do模块73的输出端与机械手上的治具6上的抓取电磁阀(图中未示出)和置物电磁阀(图中未示出)连接以控制抓取电磁阀和置物电磁阀打开或关闭,do模块73的输出端与注塑机控制器的输入端连接以发送允许合模信号,脉冲输出模块75的输出端分别与机械手的走行轴1、左右轴2、上下轴3各自的伺服电机驱动器(图中未示出)连接以控制伺服电机(图中未示出),a/d模块74的输入端与机械手上的治具6连接以实时读取治具6的气压值,机械手控制器71中预存储有气压阈值p。
[0067]
在此,机械手控制器71获取注塑机控制器发出的开模完成信号,并根据发送的允许合模信号和接收的开模完成信号确定模外运动最优时间,然后自动调整机械手模外运行的最优速度;同时机械手控制器71获取压力传感器采集的治具的气压值,并根据气压阈值确定是否打开治具的抓取电磁阀;di模块72采集注塑机控制器的输出信号,并通过现场总线传送给机械手控制器71;do模块73通过现场总线获取机械手控制器71的输出信号,并将输出信号发送给注塑机控制器和治具;脉冲输出模块75通过现场总线获取机械手控制器71的输出信号,并通过输出信号控制三轴的伺服电机驱动器;a/d模块74将治具的压力传感器采集的模拟量信号转换成数字量信号,并通过现场总线传送给机械手控制器71。在此,机械手控制器71、di模块72、do模块73、a/d模块74、脉冲输出模块75均采用现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1