一种用于邮袋打孔的模具以及包含模具的邮袋打孔装置的制作方法
1.本实用新型涉及邮袋包装技术领域,尤其涉及一种用于邮袋打孔的模具以及包含模具的邮袋打孔装置。
背景技术:
2.随着电商业务的快速发展,邮政快递物流业务量也随之大增,因此,作为邮件快递的中转集中包装的通用包装袋:邮袋(又称集包袋)使用量也日益剧增。
3.而邮袋一般都采用高密度聚乙烯树脂为主原料的塑料编制布,同时为了防水双面淋膜,透气性比较差,所以为了收纳时方便,一般需要再其靠近顶部位置增加多个排气孔,但是邮袋本身材料是塑料编织布,所以在打孔后,存在两个问题:
4.第一,打孔区域由于材料本身缺失,受力面积大幅减少,所以这部分区域袋身的拉伸负荷大幅下降,远达不到邮袋本身要求。
5.第二,邮袋袋身材料是编织布结构,打孔后切断了这部分的材料的丝线,切口边缘的线头暴露后容易被拉扯开,破坏整个编织布结构,造成更大破口。
6.因此,在现在邮袋生产过程中,我们一般会在打孔处周围缝上一个衬垫,加强这个区域的材料拉伸负荷,以此来缓解打孔后拉伸负荷下降的问题;
7.另外,在打完孔后,我们会对孔边进行封边处理,来解决打孔后线头问题。
8.例如中国邮政集团近日公布了其拉链邮袋产品的技术规范书,在其规范书中第2.3.7条排气孔中,规定了:在邮袋正反面距离袋口100mm处各设置2个排气孔;排气孔需缝制内衬;孔圈通过热压方式锁边。而其它快递公司也都有的采用这种方式,有的是缝制好衬垫后物理冲击打孔,再加上金属环扣封边的工艺。
9.上述现有技术中,不论那种工艺,都是采用的是先在内侧封好衬垫,再进行打孔,最后封边共三道顺序工序,比较繁琐。以中国邮政使用邮袋为例,需要依次用缝纫机缝好四个内衬,然后用打孔设备依次打出四个孔,再用热烫方式将孔边缘封边处理,效率十分低下,同时也大大增加了产品人工成本。
技术实现要素:
10.本实用新型的目的在于提供一种用于邮袋打孔的模具以及包含模具的邮袋打孔装置,从而解决现有技术中存在的前述问题。
11.为了实现上述目的,本实用新型采用的技术方案如下:
12.一种用于邮袋打孔的模具,包括可分离的上模具和下模具,所述下模具上设置有容纳所述上模具底部的凹槽,且在所述凹槽内由中心向外依次设置有打孔刀线、封边功能区和缝合功能区。
13.优选的,所述打孔刀线为圆形打孔刀线,由竖直向上的刀锋组成;所述封边功能区为凸起的平台结构,紧贴所述圆形打孔刀线外侧。
14.优选的,所述上模具的底部与所述凹槽均为正方形。
15.优选的,所述缝合功能区位于凹槽内侧,且为一圈正方形的凸起平台结构。
16.更优选的,所述缝合功能区距离凹槽边缘4-6mm。
17.优选的,所述打孔刀线直径为13~18mm,所述封边功能区宽度为1~2mm,所述缝合功能区宽度为2~3mm。
18.优选的,所述打孔刀线直径为15mm,所述封边功能区宽度为1mm,所述缝合功能区宽度为3mm。
19.本实用新型的另一个目的在于提供了一种邮袋打孔装置,包括所述的用于邮袋打孔的模具以及超声波塑料焊接机,所述用于邮袋打孔的模具安装在所述超声波塑料焊接机上。
20.本实用新型的有益效果是:
21.本实用新型提供一种用于邮袋打孔的模具以及包含模具的邮袋打孔装置,该模具及打孔装置利用了邮袋及衬垫主要材料是高密度聚乙烯树脂为主原料的塑料编制布,具有良好的热塑性这一特点,将缝合,打孔和封边三道工序集中在一个模具上,再利用超声波塑料焊接机,将邮袋打孔的缝合,打孔以及封边三道工序一次性完成,大大提高了打孔这道工艺生产效率。
附图说明
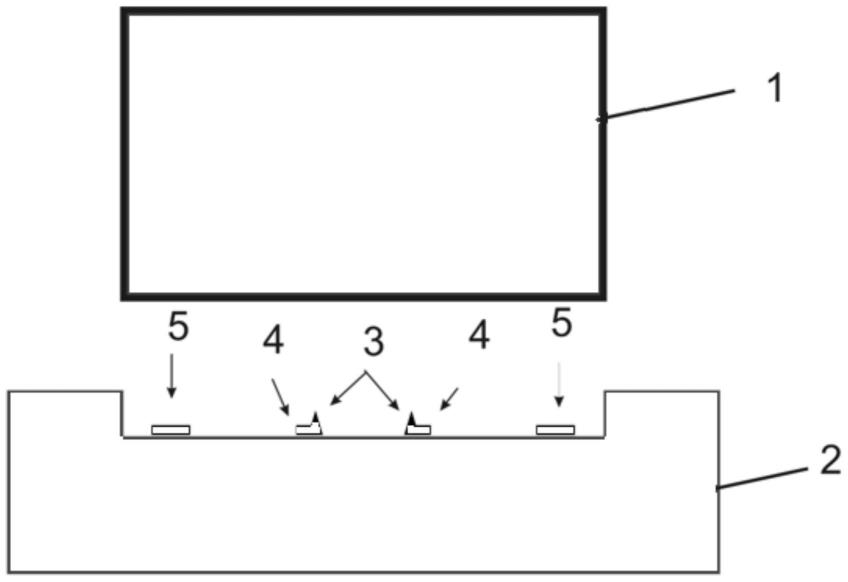
22.图1是实施例1中提供的用于邮袋打孔的模具侧视图;
23.图2是实施例1中提供的用于邮袋打孔的下模具俯视图;
24.1为上模具,2为下模具,3为打孔刀线,4为封边功能区,5为缝合功能区。
具体实施方式
25.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本实用新型,并不用于限定本实用新型。
26.实施例1
27.本实施例提供了一种用于邮袋打孔的模具,包括可分离的上模具和下模具,如图1和图2所示,所述下模具上设置有容纳所述上模具底部的凹槽,且在所述凹槽内由中心向外依次设置有打孔刀线、封边功能区和缝合功能区。
28.所述打孔刀线为圆形打孔刀线,由竖直向上的刀锋组成;所述封边功能区为凸起的平台结构,紧贴所述圆形打孔刀线外侧。
29.本实施例中的所述上模具的底部与所述凹槽均为正方形或圆形。
30.所述缝合功能区位于凹槽内侧,所述缝合功能区距离凹槽边缘4-6mm,且为一圈正方形或圆形的凸起平台结构。
31.本实施例中的凹槽为边长为50mm*50mm的正方形,所述打孔刀线位于正方形中央,且直径为13~18mm,所述封边功能区宽度为1~2mm,所述缝合功能区宽度为2~3mm。
32.在更优选的实施例中,所述打孔刀线直径为15mm,所述封边功能区宽度为1mm,所述缝合功能区宽度为3mm。
33.实施例2
34.本实施例提供一种邮袋打孔装置,该装置包括实施例1中所记载的用于邮袋打孔的模具以及超声波塑料焊接机,所述超声波塑料焊接机为15k-2600w,所述模具安装在超声波塑料焊接机上。
35.使用过程具体为:
36.准备实施例1中的用于邮袋打孔的模具,将模具安装在15k-2600w的超声波塑料焊接机上,并调试到合适参数。
37.将裁剪好的50*50mm大小的衬垫放置在模具凹槽内,并将邮袋袋身材料放置在上模具和下模具之间,通过超声波塑料焊接机将上模具放入下模具的凹槽内,从而一次性同时完成衬垫和袋身焊接,打孔以及封边的工序。
38.通过采用本实用新型公开的上述技术方案,得到了如下有益的效果:
39.本实用新型提供一种用于邮袋打孔的模具以及包含模具的邮袋打孔装置,该模具及打孔装置利用了邮袋及衬垫主要材料是高密度聚乙烯树脂为主原料的塑料编制布,具有良好的热塑性这一特点,将缝合,打孔和封边三道工序集中在一个模具上,再利用超声波塑料焊接机,将邮袋打孔的缝合,打孔以及封边三道工序一次性完成,大大提高了打孔这道工艺生产效率。
40.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视本实用新型的保护范围。
技术特征:
1.一种用于邮袋打孔的模具,其特征在于,包括可分离的上模具和下模具,所述下模具上设置有容纳所述上模具底部的凹槽,且在所述凹槽内由中心向外依次设置有打孔刀线、封边功能区和缝合功能区。2.根据权利要求1所述的用于邮袋打孔的模具,其特征在于,所述打孔刀线为圆形打孔刀线,由竖直向上的刀锋组成;所述封边功能区为凸起的平台结构,紧贴所述圆形打孔刀线外侧。3.根据权利要求1所述的用于邮袋打孔的模具,其特征在于,所述上模具的底部与所述凹槽均为正方形或圆形。4.根据权利要求3所述的用于邮袋打孔的模具,其特征在于,所述缝合功能区位于凹槽边缘内侧,且为一圈正方形或圆形的凸起平台结构。5.根据权利要求4所述的用于邮袋打孔的模具,其特征在于,所述缝合功能区距离凹槽边缘4-6mm。6.根据权利要求1所述的用于邮袋打孔的模具,其特征在于,所述打孔刀线直径为13~18mm,所述封边功能区宽度为1~2mm,所述缝合功能区宽度为2~3mm。7.根据权利要求6所述的用于邮袋打孔的模具,其特征在于,所述打孔刀线直径为15mm,所述封边功能区宽度为1mm,所述缝合功能区宽度为3mm。8.一种邮袋打孔装置,其特征在于,包括权利要求1-7任一所述的用于邮袋打孔的模具以及超声波塑料焊接机,所述用于邮袋打孔的模具安装在所述超声波塑料焊接机上。
技术总结
本实用新型提供一种用于邮袋打孔的模具以及包含模具的邮袋打孔装置,模具包括可分离的上模具和下模具,所述下模具上设置有容纳所述上模具底部的凹槽,且在所述凹槽内由中心向外依次设置有打孔刀线、封边功能区和缝合功能区。该模具及打孔装置利用了邮袋及衬垫主要材料是高密度聚乙烯树脂为主原料的塑料编制布,具有良好的热塑性这一特点,将缝合,打孔和封边三道工序集中在一个模具上,再利用超声波塑料焊接机,将邮袋打孔的缝合,打孔以及封边三道工序一次性完成,大大提高了打孔这道工艺生产效率。产效率。产效率。
技术研发人员:熊青
受保护的技术使用者:北京英格条码技术发展有限公司
技术研发日:2022.05.07
技术公布日:2022/8/8
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1