一种药芯焊丝生产用钢带除油清洗装置的制作方法
1.本实用新型属于焊芯生产设备技术领域,尤其是涉及一种药芯焊丝生产用钢带除油清洗装置。
背景技术:
2.药芯焊丝原材料钢带在生产使用过程中必须将表面粘附的一层油膜清洗干净,才能进行药芯焊丝的生产。现有的清洗方法中,采用清洗液对钢带进行清洗,清洗速度慢,不能满足生产过程中随时使用的需求,故只能提前清洗处理,长时间放置易返锈,且不能达到生产工艺的标准要求。
技术实现要素:
3.鉴于上述问题,本实用新型提供一种药芯焊丝生产用钢带除油清洗装置,以解决现有技术存在的以上或者其他问题。
4.为解决上述技术问题,本实用新型采用的技术方案是:一种药芯焊丝生产用钢带除油清洗装置,包括加热装置、水洗装置和气吹装置,加热装置、水洗装置和气吹装置沿着钢带移动的方向依次设置,依次对钢带进行加热、水洗和气吹,将钢带表面的油膜去除。
5.进一步的,加热装置包括进入端口、输出端口、加热腔体和加热件,加热腔体分别与进入端口和输出端口相连通,以使得钢带从进入端口进入,从输出端口输出,加热件设于加热腔体内,对位于加热腔体内的钢带进行加热,使得钢带表面的油膜乳化。
6.进一步的,加热件为高频加热器。
7.进一步的,水洗装置包括存储装置、水洗动力装置、喷淋装置和清洗仓,存储装置、水洗动力装置与喷淋装置依次连接,喷淋装置设于清洗仓内,且喷淋装置的液体的喷出方向面向钢带,以使得存储装置内的液体在水洗动力装置的作用下从喷淋装置喷出,对钢带进行喷淋,清洗仓与存储装置连通,以便喷淋后的液体回流至存储装置内再次使用。
8.进一步的,喷淋装置的数量至少为两个,多个喷淋装置面对面对称设置。
9.进一步的,存储装置设有第一加热件,对存储装置内的液体进行加热。
10.进一步的,水洗装置内设有多个导带轮,多个导带轮沿着钢带移动方向依次设置,带动钢带移动。
11.进一步的,气吹装置包括气吹动力装置和喷气件,喷气件与清洗仓连通,喷气件与气吹动力装置连接,喷气件设于清洗仓的靠近出口处,且喷气件的位置与钢带的位置相对应,对清洗后的钢带进行气吹。
12.进一步的,气吹装置还包括第一喷气件,第一喷气件与清洗仓连通,第一喷气件与气吹动力装置连接,第一喷气件设于清洗仓的靠近进口处,对加热后的钢带进行气吹。
13.进一步的,还包括控制装置,控制装置分别与加热装置、水洗装置与气吹装置连接,控制加热装置、水洗装置与气吹装置动作。
14.由于采用上述技术方案,该药芯焊丝生产用钢带除油清洗装置具有加热装置、水
洗装置和气吹装置,依次对钢带进行加热、清洗及清洗后吹干,加热装置采用高频加热器对钢带进行快速升温加热,使得钢带表面的油膜乳化,以便于水洗装置将钢带表面的乳化的油膜清洗掉,该高频加热器升温迅速,且能够控制温度精度,使得加热装置对钢带的升温加热的速度与生产节拍同步,使得钢带随用随处理,无需提前处理存储,达到边生产边除油的效果;水洗装置采用高温高压水对钢带进行清洗,能够快速的将钢带表面的乳化的油膜清洗掉,清洗速度更快,表面油膜清洗更干净,达到钢带表面洁净无油的效果;气吹装置采用高压空气对清洗后的钢带进行吹干,处理速度快,再次清洗钢带表面的油膜更干净,同时达到快速干燥的效果,防止返锈,达到生产工艺标准要求。
附图说明
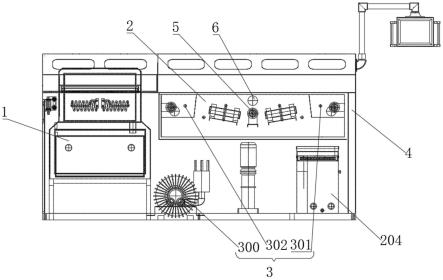
15.图1是本实用新型的一实施例的主视结构示意图;
16.图2是本实用新型的一实施例的侧视结构示意图;
17.图3是本实用新型的一实施例的加热装置的结构示意图;
18.图4是本实用新型的一实施例的水洗装置的结构示意图。
19.图中:
20.1、加热装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2、水洗装置
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3、气吹装置
21.4、主体框架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5、导带轮
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
6、排气口
22.100、加热腔体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
101、加热件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
102、进入端口
23.103、输出端口
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
200、清洗仓
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
201、喷淋装置
24.202、水洗动力装置
ꢀꢀꢀꢀꢀꢀ
203、进水管口
ꢀꢀꢀꢀꢀꢀꢀ
204、存储装置
25.300、气吹动力装置
ꢀꢀꢀꢀꢀꢀ
301、喷气件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
302、第一喷气件
具体实施方式
26.下面结合附图和具体实施例对本实用新型作进一步的说明。
27.图1示出了本实用新型一实施例的结构示意图,本实施例涉及一种药芯焊丝生产用钢带除油清洗装置,用于对药芯焊丝生产用钢带进行加热、清洗,将钢带表面的油膜去除,以使得钢带表面洁净无油,并采用高压空气吹干,快速干燥,不易返锈,能够达到生产工艺标准要求,且该药芯焊丝生产用钢带除油清洗装置能够与焊芯生产节拍相匹配,达到随用随处理。
28.一种药芯焊丝生产用钢带除油清洗装置,如图1和2所示,包括加热装置1、水洗装置2和气吹装置3,加热装置1、水洗装置2和气吹装置3沿着钢带移动的方向依次设置,依次对钢带进行加热、水洗和气吹,将钢带表面的油膜去除。钢带依次进入加热装置1、水洗装置2和气吹装置3,在加热装置1中,加热装置1快速对钢带进行加热,使得钢带表面产生高温,将钢带表面的油膜乳化,钢带从加热装置1中出来后,进入水洗装置2中,水洗装置2对钢带表面进行水洗,将钢带表面乳化的油膜冲洗掉,使得钢带表面洁净无油,然后气吹装置3对水洗后的钢带进行气吹,将钢带表面的水分快速吹干,使得钢带表面快速干燥,实现对钢带的快速清洗、干燥。
29.该药芯焊丝生产用钢带除油清洗装置包括主体框架4,主体框架4的设置,便于加热装置1、水洗装置2和气吹装置3的安装,使得该药芯焊丝生产用钢带除油清洗装置结构紧
凑,便于使用。该主体框架4为铝型材制备的框架结构,具有安装空间,便于加热装置1、水洗装置2和气吹装置3的安装。该主体框架4的形状根据实际需求进行选择设置,这里不做具体要求。
30.如图3所示,上述的加热装置1包括进入端口102、输出端口103、加热腔体100和加热件101,加热腔体100分别与进入端口102和输出端口103相连通,以使得钢带从进入端口102进入,从输出端口103输出,加热件101设于加热腔体100内,对位于加热腔体100内的钢带进行加热,使得钢带表面的油膜乳化。该加热装置1还包括加热主体,该加热主体为箱体结构,具有内部空间,以便于加热件101的安装,在构成内部空间的侧壁中,沿着钢带的移动方向上相对设置的一组侧壁上,分别设置有进入端口102和输出端口103,以便于钢带的进入和输出,同时,与进入端口102和输出端口103相对应的内部空间的部分空间构成加热腔体100,以使得进入加热腔体100内的钢带被加热。该进入端口102与输出端口103在设置时,进入端口102与输出端口103的位置相对应,且与水洗装置2的进口的位置相对应,以使得从加热装置1出来的钢带能够直接进入水洗装置2内。
31.上述的加热件101为高频加热器,为市售产品,根据实际需求进行选择设置,利用电磁感应来加热金属导体的方式,会在金属中产生涡电流,因电阻而造成金属的焦耳加热,实现对钢带的加热,该高频加热器具有加热线圈,通过向加热线圈通入高频交流电,产生磁场,钢带穿过加热线圈,在钢带上产生涡电流,对钢带进行加热,使得钢带表面的油快速乳化,且高频加热器易于控制,能够精确控制温度禁锢的,升温迅速,以使得钢带加热迅速,使得加热装置1的温度控制与生产节拍同步,使得钢带能够随用随处理,不会产生堆积。
32.如图4所示,上述的水洗装置2包括存储装置204、水洗动力装置202、喷淋装置201和清洗仓200,存储装置204、水洗动力装置202与喷淋装置201依次连接,喷淋装置201设于清洗仓200内,且喷淋装置201的液体的喷出方向与钢带相对应,以使得存储装置204内的液体在水洗动力装置202的作用下从喷淋装置201喷出,对钢带进行喷淋,将钢带表面的乳化的油膜清洗掉,清洗仓200与存储装置204连通,以便喷淋后的液体回流至存储装置204内再次使用。该清洗仓200为箱体结构,在沿着钢带移动的方向上清洗仓200的一组相对设置的侧壁上设置有进口和出口,以使得钢带从进口进入清洗仓200内,并从清洗仓200的出口移动出来,在清洗仓200内完成对钢带的表面的乳化的油膜的清洗,该清洗仓200固定安装在主体框架4上,且清洗仓200的进口与加热装置1的输出端口103的位置相对应,以便于从加热装置1内出来的钢带能够进入清洗仓200内;存储装置204与水洗动力装置202位于清洗仓200的外部,为减小该钢带除油清洗装置的整体体积,在本实施例中,清洗仓200与存储装置204、水洗动力装置202上下设置,存储装置204与水洗动力装置202位于清洗仓200的下部,存储装置204内存储有用于清洗钢带的液体,水洗动力装置202的设置,能够将存储装置204内的液体输送至喷淋装置201内,并从喷淋装置201中流出,对钢带进行喷淋、清洗,同时,从喷淋装置201喷射出的液体具有一定的压力,能够将钢带表面的乳化的油膜清洗掉,该水洗动力装置202为高压水泵,能够将存储装置204内的液体输出至喷淋装置201处,该高压水泵为市售产品,根据实际需求进行选择设置,这里不做具体要求。
33.上述的喷淋装置201为喷头,液体在高压水泵的作用下高压喷出,对钢带进行高压冲洗,该喷淋装置201安装在清洗仓200内,在清洗仓200的侧壁上设有进水管口203,水洗动力装置202通过进水管与喷淋装置201连接,进水管在安装时,进水管的一端与水洗动力装
置202连接,另一端穿过进水管口203进入清洗仓200内部,与喷淋装置201连接,同时,水洗动力装置202通过连接管道与存储装置204连接,实现水路连通,存储装置204内的液体在水洗动力装置202的作用下从存储装置204流出,经过水洗动力装置202进入喷淋装置201,并从喷淋装置201内喷出,对钢带进行清洗,清洗后的液体汇集在清洗仓200的底部,清洗仓200的底部设有出水管口,出水管口通过连接管道与存储装置204连接,使得清洗仓200内的清洗后的液体再次流回至存储装置204内,实现清洗液体的回收再利用。为使得从喷淋装置201喷射出的液体具有一定压力,将钢带表面的乳化的油膜快速清洗掉,该喷淋装置201优选为高压喷油,为市售产品,根据实际需求进行选择,这里不做具体要求。
34.喷淋装置201的数量至少为两个,多个喷淋装置201对称设置,当喷淋装置201的数量为两个,两个喷淋装置201沿着钢带的移动方向依次设置,两个喷淋装置201面对面对称设置,随着钢带的移动依次对钢带进行冲洗;当喷淋装置201的数量大于两个时,多个喷淋装置201被设置为两组,两组喷淋装置201均面对面相对设置,每组中的多个喷淋装置201沿着钢带的周向方向设置,随着钢带的移动从不同位置对钢带进行冲洗。每一个喷淋装置201的喷射方向正对钢带,即,每一个喷淋装置201倾斜设置,喷出口面向钢带,使得从喷淋装置201喷出的液体直接喷淋至钢带上,液体以一定的冲击力对钢带进行冲洗,去除钢带表面的乳化的油膜,根据钢带的直径选择喷淋装置201的数量。在本实施例中,优选的,喷淋装置201的数量为两个。
35.上述的水洗动力装置202的数量优选为两个,与喷淋装置201的数量相一致,每一个喷淋装置201连接有一个水洗动力装置202,一个水洗动力装置202为一个喷淋装置201提供高压液体。
36.为使得钢带能够进行移动,在水洗装置2内设置多个导带轮5,多个导带轮沿着钢带移动方向依次设置,带动钢带移动。具体地,在清洗仓200内设有多个导带轮5,多个导带轮5沿着清洗仓200的进口至出口方向依次设置,带动钢带移动,使得钢带在导轮的作用下进入加热装置1内,并从加热装置1中移动出来,进入水洗装置2内,并从水洗装置2内移动出进入后续工序内,使得钢带经过加热、清洗、干燥后,直接进入后续工序,进行切断及焊芯的制备,不需要提前将钢带清洗后进行存储以备后续使用,避免钢带返锈,使得钢带随用随处理。
37.多个导带轮5在设置时,可以是呈直线设置,此时,钢带在绕设时,从第一个导带轮5的上部直接绕设在第二个导带轮5的下部,然后从第三个导带轮5的上部绕设,将钢带依次绕设在各个导带轮5上,在导带轮5的转动作用下携带钢带向前移动,实现钢带的加热、清洗及干燥步骤,实现钢带的随使用随处理。或者,多个导带轮5呈上下交替设置,使得钢带在绕设时呈现较大幅度的起伏,具有最低点,此时,多个喷淋装置201沿着位于最低点的导带轮5对称设置,设于位于最低点的导带轮5的两侧,且两侧的喷淋装置201面对面设置,分别对导带轮5的两侧钢带进行冲洗,使得钢带的同一位置被冲洗过至少两次,以保证将钢带上乳化的油膜冲洗干净,使得钢带的清洁度达到工艺要求。在本实施例中,导带轮5的数量为三个,依次位于清洗仓200的进口端处、中部位置和出口端处,且位于两侧的导带轮5位于中部位置的导带轮5的上部,两个喷淋装置201位于中部位置的导带轮5的两侧。
38.上述的存储装置204为箱体结构,且存储装置204设有第一加热件,对存储装置204内的液体进行加热,使得从喷淋装置201喷射出的液体为高温高压液体,能够快速的将钢带
表面的乳化的油膜清洗干净。该第一加热件为电热丝或电热套,为市售产品,根据实际需求进行选择,这里不做具体要求。
39.同时,在该存储装置204的出水口设置过滤网,对进入水洗动力装置202内的液体进行过滤,避免液体中的大颗粒杂质进入水洗动力装置202内,对水洗动力装置202造成损坏。
40.为使得清洗仓200内的水汽及气体能够排出,在清洗仓200上设置多个排气口6,能够将清洗仓200内的水汽及气体排出,保证清洗仓200内外的压力平衡。
41.进一步的,在清洗仓200的出水口处设置过滤网,对进入存储装置204内的液体进行过滤,将液体中的大颗粒杂质进行过滤,将大颗粒杂质遗留在清洗仓200底部,避免清洗仓200与存储装置204连接的管道造成堵塞。
42.上述的气吹装置3包括气吹动力装置300和喷气件301,喷气件301与清洗仓200连通,喷气件301与气吹动力装置300连接,喷气件301设于清洗仓200的靠近出口处,对清洗后的钢带进行气吹,将钢带上的水分快速吹干,保证钢带的干燥。该喷气件301在设置时,喷气件301的位置与钢带的位置相对应,喷气件301的喷出方向面向钢带,以使得从喷气件301喷出的高压气体直接喷淋在钢带上,该喷气件301为喷气孔,设置在清洗仓200上,且该喷气孔通过连接管与气吹动力装置300连接,气吹动力装置300动作,从喷气孔喷出。在本实施例中,优选的,该气吹动力装置300为高压气泵。
43.气吹装置3还包括第一喷气件302,第一喷气件302与清洗仓200连通,第一喷气件302与气吹动力装置300连接,第一喷气件302设于清洗仓200的靠近进口处,对加热后的钢带进行气吹,对钢带上的较厚的油膜进行气吹,将刚带上的乳化后的油膜吹落,然后再进行清洗,使得水洗装置2能够快速的将钢带上的乳化后的油膜清洗干净。该第一喷气件302为喷气孔。第一喷气件302只有在钢带表面油膜比较厚的时候才打开进行气吹,当钢带表面油膜不是很厚的时候不打开,所以,根据钢带表面油膜的厚度进行选择第一喷气件302是否打开。
44.该药芯焊丝生产用钢带除油清洗装置还包括控制装置,控制装置分别与加热装置1、水洗装置2与气吹装置3连接,控制加热装置1、水洗装置2与气吹装置3动作,该控制装置分别与加热件101、水洗动力装置202、第一加热件101、气吹动力装置300电连接,控制加热件101、水洗动力装置202、第一加热件101、气吹动力装置300的动作,使得加热装置1、水洗装置2和气吹装置3的动作相配合,且控制加热装置1、水洗装置2和气吹装置3的动作频率与生产节拍相配合,迅速升温,控制温度精确,清洗迅速,快速吹干干燥,使得钢带随用随处理,满足生产需求。在本实施例中,优选的,该控制装置优选为plc控制器,为市售产品,根据实际需求进行选择设置,这里不做具体要求。
45.该药芯焊丝生产用钢带除油清洗装置在使用,钢带在导带轮5的作用下依次经过加热装置1、水洗装置2和气吹装置3,依次对钢带进行加热、水洗和气吹,将钢带表面的油膜处理干净;钢带从进入端口102进入加热装置1的加热腔体100内,加热件101对钢带进行加热,在高温下,钢带表面的油膜快速乳化,随着钢带的移动,钢带从输出端口103移出,进入水洗装置2内,水洗动力装置202动作,将存储装置204的高温水抽送至喷淋装置201,并从喷淋装置201呈高压状态喷出,喷淋到钢带上,对钢带进行冲洗,将钢带表面的乳化的油膜冲洗掉,冲洗后的水流回至存储装置204内,第一加热件101对存储装置204内的水进行加热,
进行再利用;气吹动力装置300动作,对水洗后的钢带进行高压气吹,将钢带表面的水分快速吹干,使得钢带为干燥状态,完成对钢带的清洗,钢带进入下一工序,进行后续的加工、制备。
46.由于采用上述技术方案,该药芯焊丝生产用钢带除油清洗装置具有加热装置、水洗装置和气吹装置,依次对钢带进行加热、清洗及清洗后吹干,加热装置采用高频加热器对钢带进行快速升温加热,使得钢带表面的油膜乳化,以便于水洗装置将钢带表面的乳化的油膜清洗掉,该高频加热器升温迅速,且能够控制温度精度,使得加热装置对钢带的升温加热的速度与生产节拍同步,使得钢带随用随处理,无需提前处理存储,达到边生产边除油的效果;水洗装置采用高温高压水对钢带进行清洗,能够快速的将钢带表面的乳化的油膜清洗掉,清洗速度更快,表面油膜清洗更干净,达到钢带表面洁净无油的效果;气吹装置采用高压空气对清洗后的钢带进行吹干,处理速度快,再次清洗钢带表面的油膜更干净,同时达到快速干燥的效果,防止返锈,达到生产工艺标准要求。
47.以上对本实用新型的实施例进行了详细说明,但所述内容仅为本实用新型的较佳实施例,不能被认为用于限定本实用新型的实施范围。凡依本实用新型申请范围所作的均等变化与改进等,均应仍归属于本实用新型的专利涵盖范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1