一种计算机设备生产用防锈喷涂设备的制作方法
[0001]
本发明涉及喷涂设备技术领域,具体为一种计算机设备生产用防锈喷涂设备。
背景技术:
[0002]
喷涂设备是在改革开放后,是在工业技术的发展自动化越来越普遍的环境中的产物,随着自动化的程度越来越高,喷涂生产线的应用也越来越广泛,并深入到国民经济的多个领域,现市场上的喷涂设备按照自动化程度可分为:手动喷涂设备、半自动喷涂设备和全自动喷涂设备三种。
[0003]
现有的喷涂设备存在喷涂不均匀,通常手持喷枪进行喷涂,喷剂容易喷溅到身上,且不易清洗,喷涂过程中为了喷涂均匀通常采用大量喷剂进行喷涂,多余的喷剂流出后无法进行回收,造成大量的浪费,且容易造成环境污染的问题,不能很好的满足人们的使用需求,针对上述情况,在现有的喷涂装置基础上进行技术创新。
技术实现要素:
[0004]
本发明的目的在于提供一种计算机设备生产用防锈喷涂设备,以解决上述背景技术中提出现有的喷涂设备存在喷涂不均匀,通常手持喷枪进行喷涂,喷剂容易喷溅到身上,且不易清洗,喷涂过程中为了喷涂均匀通常采用大量喷剂进行喷涂,多余的喷剂流出后无法进行回收,造成大量的浪费,且容易造成环境污染的问题,不能很好的满足人们的使用需求问题。
[0005]
为实现上述目的,本发明提供如下技术方案:一种计算机设备生产用防锈喷涂设备,包括设备底板和喷剂滤网,所述设备底板的上方设置有旋转电机,且旋转电机的右侧设置有传输丝杆,所述喷剂滤网设置于设备底板的内侧,且喷剂滤网的下方设置有回收腔,所述回收腔的下方设置有喷剂箱,且喷剂箱的右侧连接有喷剂运输泵,所述喷剂运输泵的上方连接有防锈剂输送管道,且防锈剂输送管道的下方设置有喷涂头。
[0006]
优选的,所述传输丝杆的表面设置有丝杆螺母,且丝杆螺母的上方设置有喷涂输送台,所述喷涂输送台通过丝杆螺母与传输丝杆之间为螺纹连接,且喷涂输送台与丝杆螺母与之间为焊接连接,并且传输丝杆贯穿于丝杆螺母的内部,同时传输丝杆的外部尺寸与丝杆螺母的内部尺寸相吻合。
[0007]
优选的,所述喷涂输送台的上方开设有位移槽,且位移槽的内部设置有移动滑块,所述移动滑块的上方设置有置物喷涂板,所述置物喷涂板的后方设置有电动伸缩杆,且电动伸缩杆的后方连接有辅助滑块,所述置物喷涂板通过移动滑块和位移槽与喷涂输送台之间构成滑动结构,且喷涂输送台与电动伸缩杆之间为固定连接,且电动伸缩杆通过辅助滑块与设备底板之间构成滑动结构。
[0008]
优选的,所述设备底板通过喷剂滤网与回收腔之间构成连通结构,且喷剂滤网设置为镂空网状结构。
[0009]
优选的,所述喷剂箱通过喷剂运输泵与防锈剂输送管道之间构成连通结构,且防
锈剂输送管道与喷涂头之间为螺纹连接。
[0010]
优选的,所述防锈剂输送管道的表面设置有弧形固定夹,且弧形固定夹的右侧设置有夹持弹簧,所述夹持弹簧的右侧设置有按压块,所述按压块的右侧设置有l型支撑杆,所述弧形固定夹通过夹持弹簧与防锈剂输送管道之间为弹性连接,且按压块通过夹持弹簧与弧形固定夹之间构成弹性结构,并且l型支撑杆与按压块之间为活动连接。
[0011]
优选的,所述的一种计算机设备生产用防锈喷涂设备还包括:感应模块、控制模块、驱动模块、计数器、继电器;
[0012]
所述感应模块与所述控制模块、驱动模块、计数器相连;
[0013]
所述控制模块与所述喷涂头、喷剂运输泵相连;
[0014]
所述驱动模块与所述旋转电机、电动伸缩杆相连;
[0015]
所述计数器与所述继电器相连;
[0016]
所述继电器与所述控制模块、驱动模块、计数器的供电电路相连;
[0017]
所述感应模块包括:
[0018]
红外探测仪设置于所述喷涂头底部,第一红外发射器设置于所述置物喷涂板左端,第二红外发射器设置于所述置物喷涂板右端,第三红外发射器设置于所述置物喷涂板的前端,第四红外发射器设置于所述置物喷涂板的后端;
[0019]
所述第一红外发射器、第二红外发射器、第三红外发射器、第四红外发射器用于发射红外光被所述红外探测仪感应;
[0020]
所述红外探测仪用于当在所述红外探测仪的探测范围内感应到所述第一红外发射器发射的红外光时,发出第一感应信号,当对应的感应到所述第二红外发射器时,发出第二感应信号,当对应的感应到所述第三红外发射器时,发出第三感应信号,当对应的感应到所述第四红外发射器时,发出第四感应信号;
[0021]
所述控制模块用于当接收到所述第一感应信号时,控制所述喷涂头、喷剂运输泵的打开,当接收到所述第四感应信号时,控制所述喷涂头、喷剂运输泵的关闭;
[0022]
所述驱动模块包括:
[0023]
第一位置获取单元用于当接收到所述第一感应信号时获取所述喷涂输送台的具体位置信息,其包括以下步骤:
[0024]
步骤一:通过栅格数据(将空间分割成有规律的网格,每一个网格称为一个单元,并在各单元上赋予相应的属性值来表示的一种数据形式)分析获取所述喷涂输送台的当前位置坐标点;
[0025]
步骤二:通过反编码获取所述当前位置坐标点对应的具体位置信息;
[0026]
步骤三:若成功获取具体位置信息,则判断所获取的具体位置信息是否有效,若有效,则对所述具体位置信息进行内存缓存,同时对本地存储的具体位置信息进行更新,若无效,则启动步骤四;
[0027]
步骤四:切换反编码接口,重新启动步骤二;
[0028]
其中,所述喷涂输送台的具体位置信息跟随所述喷涂输送台的位置坐标点实时更新,每接收到新的感应信号都会对本地存储的位置坐标点更新,并启动所述步骤一至步骤四,来获取所述喷涂输送台的具体位置信息;
[0029]
第一驱动单元用于当接收到所述第一感应信号时,且基于所述第一位置获取单元
获取的所述喷涂输送台的具体位置信息,驱动所述旋转电机正转带动所述喷涂输送台向左移动;当接收到所述第二感应信号时,且基于所述第一位置获取单元获取的所述喷涂输送台的具体位置信息,驱动所述旋转电机反转带动所述喷涂输送台向右移动,当接收到所述第三感应信号时,且基于所述第一位置获取单元获取的所述喷涂输送台的具体位置信息,驱动所述电动伸缩杆压缩带动所述喷涂输送台向前移动,当接收到所述第四感应信号时,且基于所述第一位置获取单元获取的所述喷涂输送台的具体位置信息,驱动所述电动伸缩杆拉长带动所述喷涂输送台向后移动;
[0030]
所述计数器包括:
[0031]
输入单元用于接收外部使用者输入的目标计数值;
[0032]
计数单元用于在依次接收到一轮所述第一感应信号、第二感应信号、第三感应信号、第四感应信号时增加一次计数,当计数模块的计数值等于目标计数值时发出断电信号给所述继电器;
[0033]
所述继电器用于在接收到所述断电信号后,使所述控制模块、驱动模块、计数器的供电电路断开。
[0034]
优选的,所述的一种计算机设备生产用防锈喷涂设备,还包括:漆膜厚度计算模块、比较模块;
[0035]
所述漆膜厚度计算模块与所述比较模块相连;
[0036]
所述漆膜厚度计算模块用于计算被喷漆的平面计算机设备和曲面计算机设备的漆膜厚度;
[0037]
首先,计算所述被喷漆的平面计算机设备的漆膜厚度:
[0038][0039]
式中,a1为所述被喷漆的平面计算机设备的漆膜厚度,a为所述喷涂头喷涂一层的厚度,t为所述喷涂头喷涂一层的周期,s为所述喷涂头喷涂范围的面积;
[0040]
计算所述被喷漆的计算机设备曲面上某一点的漆膜厚度:
[0041][0042]
式中,a2为被喷漆的曲面最高点切面与被喷漆的曲面最低点之间的厚度,h为被喷漆的曲面与所述喷涂头之间的垂直高度,l为所述喷涂头与被喷漆的计算机设备曲面上某一点之前的距离,a1为所述被喷漆的平面计算机设备的漆膜厚度,α为曲面在某一点的法向量和所述喷涂头与所述某一点连线的夹角,β为所述喷涂头轴线和所述喷涂头与所述某一点连线的夹角;
[0043]
所述比较模块用于将计算的被喷漆的平面计算机设备和曲面计算机设备的漆膜厚度,与外部输入的漆膜厚度相比较,若计算的漆膜厚度小于所述外部输入的漆膜厚度,则控制警示器警示喷漆不合格。
[0044]
与现有技术相比,本发明的有益效果如下:
[0045]
1、本发明设置有喷涂输送台能够在传输丝杆的作用下带动置物喷涂板上的喷涂件左右移动进行喷涂,从而使喷涂效果均匀;
[0046]
2、本发明设置有电动伸缩杆能够推动置物喷涂板沿喷涂输送台进行前后滑动,从而使能够实现对喷涂件进行完整的喷涂;
[0047]
3、本发明设置有喷剂滤网能够使喷出后处于的喷剂经过滤后流入到回收腔内进行回收,避免了大量的喷剂的浪费,同时防止喷剂污染环境,设置有喷剂运输泵能够将喷剂箱内的防锈喷剂通过防锈剂输送管道运输到喷涂头实现对零件的喷涂,喷涂头与防锈剂输送管道螺纹连接,便于根据零件的大小对喷涂头进行更换;
[0048]
4、本发明设置有弧形固定夹能够对防锈剂输送管道进行夹持固定,免去了手持喷枪进行喷涂,避免了喷剂喷溅到身上,且弧形固定夹由夹持弹簧进行固定夹持,便于固定和拿取。
[0049]
5、本发明设置有感应模块、控制模块、驱动模块、计数器、继电器,可实现所述喷涂输送台的自动移动,并根据外部使用者输入实现自动喷漆多层,提高了装置的自动化程度,丰富了装置的功能性。
[0050]
6、本发明设置有漆膜厚度计算模块、比较模块,可以计算平面的和曲面的计算机设备的漆膜厚度,并通过比较检测出装置喷漆的漆膜厚度是否合格,使得装置喷漆的功能更加丰富,增加了检测喷漆合格的功能。
附图说明
[0051]
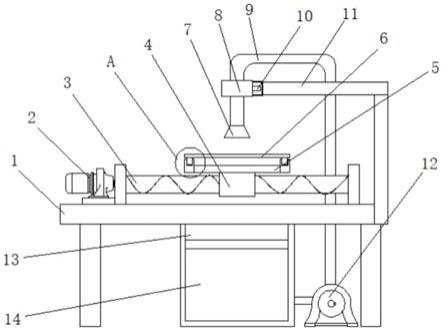
图1为本发明主视结构示意图;
[0052]
图2为本发明俯视结构示意图;
[0053]
图3为本发明弧形固定夹俯视结构示意图;
[0054]
图4为本发明图1中a处局部放大结构示意图;
[0055]
图5为本发明辅助滑块左视结构示意图;
[0056]
图6为本发明的工作流程图。
[0057]
图中:1、设备底板;2、旋转电机;3、传输丝杆;4、丝杆螺母;5、喷涂输送台;6、置物喷涂板;7、喷涂头;8、弧形固定夹;9、防锈剂输送管道;10、按压块;11、l型支撑杆;12、喷剂运输泵;13、回收腔;14、喷剂箱;15、辅助滑块;16、电动伸缩杆;17、夹持弹簧;18、移动滑块;19、位移槽;20、喷剂滤网;21、感应模块;22、控制模块;23、驱动模块;24、计数器;25、继电器;。
具体实施方式
[0058]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0059]
请参阅图1-5,本发明提供一种技术方案:一种计算机设备生产用防锈喷涂设备,包括设备底板1和喷剂滤网20,设备底板1的上方设置有旋转电机2,且旋转电机2的右侧设置有传输丝杆3,喷剂滤网20设置于设备底板1的内侧,且喷剂滤网20的下方设置有回收腔13,回收腔13的下方设置有喷剂箱14,且喷剂箱14的右侧连接有喷剂运输泵12,喷剂运输泵12的上方连接有防锈剂输送管道9,且防锈剂输送管道9的下方设置有喷涂头7。
[0060]
本发明中:传输丝杆3的表面设置有丝杆螺母4,且丝杆螺母4的上方设置有喷涂输送台5,喷涂输送台5通过丝杆螺母4与传输丝杆3之间为螺纹连接,且喷涂输送台5与丝杆螺母4与之间为焊接连接,并且传输丝杆3贯穿于丝杆螺母4的内部,同时传输丝杆3的外部尺寸与丝杆螺母4的内部尺寸相吻合;设置有喷涂输送台5能够在传输丝杆3的作用下带动置物喷涂板6上的喷涂件左右移动进行喷涂,从而使喷涂效果均匀。
[0061]
本发明中:喷涂输送台5的上方开设有位移槽19,且位移槽19的内部设置有移动滑块18,移动滑块18的上方设置有置物喷涂板6,置物喷涂板6的后方设置有电动伸缩杆16,且电动伸缩杆16的后方连接有辅助滑块15,置物喷涂板6通过移动滑块18和位移槽19与喷涂输送台5之间构成滑动结构,且喷涂输送台5与电动伸缩杆16之间为固定连接,且电动伸缩杆16通过辅助滑块15与设备底板1之间构成滑动结构;设置有电动伸缩杆16能够推动置物喷涂板6沿喷涂输送台5进行前后滑动,从而使能够实现对喷涂件进行完整的喷涂。
[0062]
本发明中:设备底板1通过喷剂滤网20与回收腔13之间构成连通结构,且喷剂滤网20设置为镂空网状结构;设置有喷剂滤网20能够使喷出后处于的喷剂经过滤后流入到回收腔13内进行回收,避免了大量的喷剂的浪费,同时防止喷剂污染环境。
[0063]
本发明中:喷剂箱14通过喷剂运输泵12与防锈剂输送管道9之间构成连通结构,且防锈剂输送管道9与喷涂头7之间为螺纹连接;设置有喷剂运输泵12能够将喷剂箱14内的防锈喷剂通过防锈剂输送管道9运输到喷涂头7实现对零件的喷涂,喷涂头7与防锈剂输送管道9螺纹连接,便于根据零件的大小对喷涂头7进行更换。
[0064]
本发明中:防锈剂输送管道9的表面设置有弧形固定夹8,且弧形固定夹8的右侧设置有夹持弹簧17,夹持弹簧17的右侧设置有按压块10,按压块10的右侧设置有l型支撑杆11,弧形固定夹8通过夹持弹簧17与防锈剂输送管道9之间为弹性连接,且按压块10通过夹持弹簧17与弧形固定夹8之间构成弹性结构,并且l型支撑杆11与按压块10之间为活动连接;设置有弧形固定夹8能够对防锈剂输送管道9进行夹持固定,免去了手持喷枪进行喷涂,避免了喷剂喷溅到身上,且弧形固定夹8由夹持弹簧17进行固定夹持,便于固定和拿取。
[0065]
该计算机设备生产用防锈喷涂设备的工作原理:首先,将需要喷涂的零件放置在置物喷涂板6上,启动旋转电机2,旋转电机2通电工作能够带动丝杆螺母4沿传输丝杆3进行移动,从而能够带动喷涂输送台5上的置物喷涂板6进行移动,同时启动喷剂运输泵12,喷剂运输泵12能够将喷剂箱14内的喷剂通过防锈剂输送管道9输送到喷涂头7,喷涂头7将防锈喷剂喷涂在零件上,其次,启动电动伸缩杆16,电动伸缩杆16在辅助滑块15的作用下会随着置物喷涂板6的移动进行左右移动,电动伸缩杆16能够通过移动滑块18推动置物喷涂板6在位移槽19内部进行来回滑动,从而实现对零件的全方位喷涂,压动按压块10,按压块10通过夹持弹簧17带动弧形固定夹8对防锈剂输送管道9进行夹持固定,l型支撑杆11对弧形固定夹8起到支撑作用,最后,喷涂过程中多余的喷剂会通过喷剂滤网20流入到回收腔13进行回收,设备底板1对整个装置起到支撑作用。
[0066]
参考图6,所述的一种计算机设备生产用防锈喷涂设备,还包括:感应模块21、控制模块22、驱动模块23、计数器24、继电器25;
[0067]
所述感应模块21与所述控制模块22、驱动模块23、计数器24相连;
[0068]
所述控制模块22与所述喷涂头7、喷剂运输泵12相连;
[0069]
所述驱动模块23与所述旋转电机2、电动伸缩杆16相连;
[0070]
所述计数器24与所述继电器25相连;
[0071]
所述继电器25与所述控制模块22、驱动模块23、计数器24的供电电路相连;
[0072]
所述感应模块21包括:
[0073]
红外探测仪设置于所述喷涂头7底部,第一红外发射器设置于所述置物喷涂板6左端,第二红外发射器设置于所述置物喷涂板6右端,第三红外发射器设置于所述置物喷涂板6的前端,第四红外发射器设置于所述置物喷涂板6的后端;
[0074]
所述第一红外发射器、第二红外发射器、第三红外发射器、第四红外发射器用于发射红外光被所述红外探测仪感应;
[0075]
所述红外探测仪用于当在所述红外探测仪的探测范围内感应到所述第一红外发射器发射的红外光时,发出第一感应信号,当对应的感应到所述第二红外发射器时,发出第二感应信号,当对应的感应到所述第三红外发射器时,发出第三感应信号,当对应的感应到所述第四红外发射器时,发出第四感应信号;
[0076]
所述控制模块22用于当接收到所述第一感应信号时,控制所述喷涂头7、喷剂运输泵12的打开,当接收到所述第四感应信号时,控制所述喷涂头7、喷剂运输泵12的关闭;
[0077]
所述驱动模块23包括:
[0078]
第一位置获取单元用于当接收到所述第一感应信号时获取所述喷涂输送台5的具体位置信息,其包括以下步骤:
[0079]
步骤一:通过栅格数据(将空间分割成有规律的网格,每一个网格称为一个单元,并在各单元上赋予相应的属性值来表示的一种数据形式)分析获取所述喷涂输送台5的当前位置坐标点;
[0080]
步骤二:通过反编码获取所述当前位置坐标点对应的具体位置信息;
[0081]
步骤三:若成功获取具体位置信息,则判断所获取的具体位置信息是否有效,若有效,则对所述具体位置信息进行内存缓存,同时对本地存储的具体位置信息进行更新,若无效,则启动步骤四;
[0082]
步骤四:切换反编码接口,重新启动步骤二;
[0083]
其中,所述喷涂输送台5的具体位置信息跟随所述喷涂输送台5的位置坐标点实时更新,每接收到新的感应信号都会对本地存储的位置坐标点更新,并启动所述步骤一至步骤四,来获取所述喷涂输送台5的具体位置信息;
[0084]
第一驱动单元用于当接收到所述第一感应信号时,且基于所述第一位置获取单元获取的所述喷涂输送台5的具体位置信息,驱动所述旋转电机2正转带动所述喷涂输送台5向左移动;当接收到所述第二感应信号时,且基于所述第一位置获取单元获取的所述喷涂输送台5的具体位置信息,驱动所述旋转电机2反转带动所述喷涂输送台5向右移动,当接收到所述第三感应信号时,且基于所述第一位置获取单元获取的所述喷涂输送台5的具体位置信息,驱动所述电动伸缩杆16压缩带动所述喷涂输送台5向前移动,当接收到所述第四感应信号时,且基于所述第一位置获取单元获取的所述喷涂输送台5的具体位置信息,驱动所述电动伸缩杆16拉长带动所述喷涂输送台5向后移动;
[0085]
所述计数器24包括:
[0086]
输入单元用于接收外部使用者输入的目标计数值;
[0087]
计数单元用于在依次接收到一轮所述第一感应信号、第二感应信号、第三感应信
号、第四感应信号时增加一次计数,当计数模块的计数值等于目标计数值时发出断电信号给所述继电器;
[0088]
所述继电器25用于在接收到所述断电信号后,使所述控制模块22、驱动模块23、计数器24的供电电路断开。
[0089]
以上技术的工作原理及有益效果为:所述感应模块21的所述红外探测仪用于当在探测范围内感应到红外发射器发射的红外光时,发出相应的感应信号,所述控制模块22用于当接收到所述第一感应信号时,控制所述喷涂头7、喷剂运输泵12的打开,当接收到所述第四感应信号时,控制所述喷涂头7、喷剂运输泵12的关闭;所述驱动模块23每接收到新的感应信号都会对本地存储的位置坐标点更新,并启动所述步骤一至步骤四,来获取所述喷涂输送台5的具体位置信息;第一驱动单元用于当接收到相应的感应信号时,基于所述位置获取单元获取的所述喷涂输送台5的具体位置信息驱动所述旋转电机2正反转带动所述喷涂输送台5向左或右移动,或驱动所述电动伸缩杆16压缩或拉伸带动所述喷涂输送台5向前或后移动;所述计数器24用于基于接收外部使用者输入的目标计数值和计数单元发出断电信号给所述继电器;所述继电器25用于在接收到所述断电信号后,使供电电路断开。本发明设置的感应模块、控制模块、驱动模块、计数器、继电器,可实现所述喷涂输送台的自动移动,并根据外部使用者输入实现自动喷漆多层,提高了装置的自动化程度,丰富了装置的功能性。
[0090]
所述的一种计算机设备生产用防锈喷涂设备,还包括:漆膜厚度计算模块、比较模块;
[0091]
所述漆膜厚度计算模块与所述比较模块相连;
[0092]
所述漆膜厚度计算模块用于计算被喷漆的平面计算机设备和曲面计算机设备的漆膜厚度;
[0093]
首先,计算所述被喷漆的平面计算机设备的漆膜厚度:
[0094][0095]
式中,a1为所述被喷漆的平面计算机设备的漆膜厚度,a为所述喷涂头7喷涂一层的厚度,t为所述喷涂头7喷涂一层的周期,s为所述喷涂头7喷涂范围的面积;
[0096]
计算所述被喷漆的计算机设备曲面上某一点的漆膜厚度:
[0097][0098]
式中,a2为被喷漆的曲面最高点切面与被喷漆的曲面最低点之间的厚度,h为被喷漆的曲面与所述喷涂头7之间的垂直高度,l为所述喷涂头7与被喷漆的计算机设备曲面上某一点之前的距离,a1为所述被喷漆的平面计算机设备的漆膜厚度,α为曲面在某一点的法向量和所述喷涂头7与所述某一点连线的夹角,β为所述喷涂头7轴线和所述喷涂头7与所述某一点连线的夹角;
[0099]
所述比较模块用于将计算的被喷漆的平面计算机设备和曲面计算机设备的漆膜厚度,与外部输入的漆膜厚度相比较,若计算的漆膜厚度小于所述外部输入的漆膜厚度,则控制警示器警示喷漆不合格。
[0100]
以上技术的工作原理及有益效果为:所述漆膜厚度计算模块用于计算被喷漆的平面计算机设备和曲面计算机设备的漆膜厚度,基于公式计算所述被喷漆的平面计算机设备的漆膜厚度,并基于公式计算所述被喷漆的计算机设备曲面上某一点的漆膜厚度,所述比较模块用于将所述计算的被喷漆的平面计算机设备和曲面计算机设备的漆膜厚度,与外部输入的漆膜厚度相比较,若计算的漆膜厚度小于所述外部输入的漆膜厚度,则控制警示器警示喷漆不合格;本发明设置的漆膜厚度计算模块、比较模块,可以计算平面的和曲面的计算机设备的漆膜厚度,并通过比较检测出装置喷漆的漆膜厚度是否合格,使得装置喷漆的功能更加丰富,增加了检测喷漆合格的功能。
[0101]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1