一种钢结构的防锈工艺及其运用结构的制作方法
[0001]
本申请涉及一种防锈工艺,具体是一种钢结构的防锈工艺及其运用结构。
背景技术:
[0002]
钢结构是以钢材制作为主的结构,是主要的建筑结构类型之一,钢材的特点是强度高、自重轻、整体刚性好、变形能力强,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载,建筑工期短,其工业化程度高,可进行机械化程度高的专业化生产。
[0003]
传统的钢结构防锈工艺都较为简单,在钢结构表面形成防锈层使用寿命较短,防锈与除锈能力都较为一般。因此,针对上述问题提出一种钢结构的防锈工艺及其运用结构。
技术实现要素:
[0004]
一种钢结构的防锈工艺,具体包括如下步骤:
[0005]
s1火焰除锈:先将基体表面锈层铲掉,再用火焰烘烤或加热,并配合使用动力钢丝刷清理加热表面,此种方法适用于除掉旧的防腐层或带有油浸过的金属表面工程,不适用于薄壁的金属设备、管道,也不能使用在退火钢和可淬硬钢除锈工程;
[0006]
s2表面处理:通过抛丸设备可对焊接后的钢构件进行整体抛丸处理,继而可将钢构件表面上的浮锈、焊接飞溅物以及氧化物进行清除,同时能够保持钢构件表面具有一定的粗糙度,便于后续处理;
[0007]
s3吹灰处理:将上述步骤s1得到的钢构件表面进行吹灰处理,便于将附着在钢构件表面的碎屑清除,避免出现二次污染;
[0008]
s4底漆涂装:将底漆加热至合适温度,使其成为熔融状态,采用高压喷射技术可将底漆以一定的速度冲击并附着在钢结构的表面,继而对形成的金属保护涂层进行干燥处理,再根据上述操作反复喷涂3-4遍,确保能够达到预定的厚度;
[0009]
s5中间漆涂装:将上述步骤s3中的底漆进行干燥处理,并将底漆表面进行清理、打磨,使得底漆表面形成粗糙面,再采用高压技术将中间漆喷射在底漆表面,能够增强底漆与中间漆之间的黏着性;
[0010]
s6面漆涂装:将上述步骤s4中的中间漆进行干燥处理,并将中间漆表面进行清理、打磨,使得中间漆表面形成粗糙面,再采用高压技术将面漆喷射在中间漆表面,能够增强中间漆与面漆之间的黏着性。
[0011]
进一步地,所述步骤s2中的抛丸设备采用的是八抛头悬挂式抛丸机,所使用的磨料由s280型钢丸与g30型钢砂6:4配制而成。
[0012]
进一步地,所述步骤s2中抛丸设备工作会产生粉末,应配备有机械粉尘自动处理装置,起到环保作用。
[0013]
进一步地,所述步骤s4中底漆的层数为3-4层,且每层底漆的厚度均为2.0-2.5mm。
[0014]
进一步地,所述高压喷射技术采用的是高压喷枪,应调整好喷嘴口径、喷涂压力,且高压喷枪的气压为0.4-0.7n/mm2。
[0015]
进一步地,所述底漆、所述中间漆和所述面漆分别采用的是环氧富锌涂料、环氧云铁中间漆和不锈钢漆,所述底漆、所述中间漆以及所述面漆均需6-8h才能达到表干,且表干前不宜做下一步涂装。
[0016]
进一步地,喷涂所述底漆、所述中间漆和所述面漆时应控制喷嘴与作业面之间的距离,一般喷枪与作业面距离应在10mm左右,同时喷枪与作业面角度应该保持垂直。
[0017]
进一步地,涂时喷嘴应该平行移动,移动时应平衡,速度一致,保持涂层均匀,且每层喷涂时应待上层漆膜已干燥时进行。
[0018]
进一步地,所述步骤s6中面层一般喷涂1-2次,并应全部覆盖中间漆,且涂料用量一般为0.5-0.8kg/m2。
[0019]
进一步地,所述运用结构包括如下步骤:
[0020]
首先将钢构件放置在八抛头悬挂式抛丸机的内部,抛丸机的内部通常设有固定的抛丸室,被清理的钢构件在抛丸室内回转或移动,抛丸室一般装有几个抛丸器,装在不同的位置上,从不同的方位抛射弹丸,以提高抛丸机的清理效率和清理质量;吊挂式抛丸机可根据被清理钢构件的需要,在悬链上配置若干个吊钩,清理时钢构件挂在吊钩上,在向前运行的同时自行翻转,钢构件在抛丸室外装卸,在室内进行清理;
[0021]
然后使用鼓风机可对钢构件表面进行吹灰处理,高压的风力会将附着在钢构件表面的碎屑与灰尘进行清除,避免出现二次污染;
[0022]
继而再涂装底漆,底漆采用的是环氧富锌涂料,再将环氧富锌涂料加热至熔融状态,此时使用高压喷枪可将环氧富锌涂料喷射至钢构件的表面,从而将环氧富锌涂料均匀喷涂3-4遍;再将底漆进行干燥处理,并将底漆表面进行清理、打磨,使得底漆表面形成粗糙面,从而再将环氧云铁中间漆喷涂至底漆表面;最后将中间漆进行干燥处理,并将中间漆表面进行清理、打磨,使得中间漆表面形成粗糙面,再采用高压喷枪将不锈钢漆喷射在中间漆表面,面漆喷涂1-2次,保持其表面光滑。
[0023]
本申请的有益效果是:本申请提供了一种除锈、防锈能力好的钢结构的防锈工艺及其运用结构。
附图说明
[0024]
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
[0025]
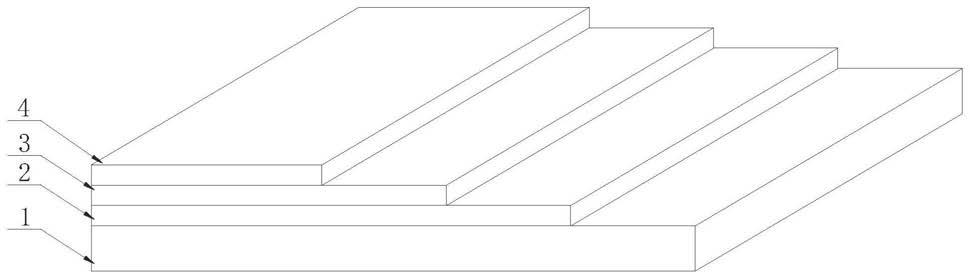
图1为本申请一种实施例的整体立体结构示意图;
[0026]
图2为本申请一种实施例的工艺流程图。
[0027]
图中:1、钢构件,2、底漆,3、中间漆,4、面漆。
具体实施方式
[0028]
为了使本技术领域的人员更好地理解本申请方案,下面将结合本申请实施例中的
附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分的实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本申请保护的范围。
[0029]
需要说明的是,本申请的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本申请的实施例。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法、系统、产品或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法、产品或设备固有的其它步骤或单元。
[0030]
在本申请中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系。这些术语主要是为了更好地描述本申请及其实施例,并非用于限定所指示的装置、元件或组成部分必须具有特定方位,或以特定方位进行构造和操作。
[0031]
并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本申请中的具体含义。
[0032]
此外,术语“安装”、“设置”、“设有”、“连接”、“相连”、“套接”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本申请中的具体含义。
[0033]
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本申请。
[0034]
请参阅图1-2所示,一种钢结构的防锈工艺及其运用结构,具体包括如下步骤:
[0035]
s1火焰除锈:先将基体表面锈层铲掉,再用火焰烘烤或加热,并配合使用动力钢丝刷清理加热表面,此种方法适用于除掉旧的防腐层或带有油浸过的金属表面工程,不适用于薄壁的金属设备、管道,也不能使用在退火钢和可淬硬钢除锈工程;
[0036]
s2表面处理:通过抛丸设备可对焊接后的钢构件1进行整体抛丸处理,继而可将钢构件1表面上的浮锈、焊接飞溅物以及氧化物进行清除,同时能够保持钢构件1表面具有一定的粗糙度,便于后续处理;
[0037]
s3吹灰处理:将上述步骤s1得到的钢构件1表面进行吹灰处理,便于将附着在钢构件1表面的碎屑清除,避免出现二次污染;
[0038]
s4底漆涂装:将底漆2加热至合适温度,使其成为熔融状态,采用高压喷射技术可将底漆2以一定的速度冲击并附着在钢结构的表面,继而对形成的金属保护涂层进行干燥处理,再根据上述操作反复喷涂3-4遍,确保能够达到预定的厚度;
[0039]
s5中间漆涂装:将上述步骤s3中的底漆2进行干燥处理,并将底漆2表面进行清理、打磨,使得底漆2表面形成粗糙面,再采用高压技术将中间漆3喷射在底漆2表面,能够增强底漆2与中间漆3之间的黏着性;
[0040]
s6面漆涂装:将上述步骤s4中的中间漆3进行干燥处理,并将中间漆3表面进行清
理、打磨,使得中间漆3表面形成粗糙面,再采用高压技术将面漆4喷射在中间漆3表面,能够增强中间漆3与面漆4之间的黏着性。
[0041]
进一步地,所述步骤s2中的抛丸设备采用的是八抛头悬挂式抛丸机,所使用的磨料由s280型钢丸与g30型钢砂6:4配制而成。
[0042]
进一步地,所述步骤s2中抛丸设备工作会产生粉末,应配备有机械粉尘自动处理装置,起到环保作用。
[0043]
进一步地,所述步骤s4中底漆2的层数为3-4层,且每层底漆2的厚度均为2.0-2.5mm。
[0044]
进一步地,所述高压喷射技术采用的是高压喷枪,应调整好喷嘴口径、喷涂压力,且高压喷枪的气压为0.4-0.7n/mm2。
[0045]
进一步地,所述底漆2、所述中间漆3和所述面漆4分别采用的是环氧富锌涂料、环氧云铁中间漆和不锈钢漆,所述底漆2、所述中间漆3以及所述面漆4均需6-8h才能达到表干,且表干前不宜做下一步涂装。
[0046]
进一步地,喷涂所述底漆2、所述中间漆3和所述面漆4时应控制喷嘴与作业面之间的距离,一般喷枪与作业面距离应在10mm左右,同时喷枪与作业面角度应该保持垂直。
[0047]
进一步地,涂时喷嘴应该平行移动,移动时应平衡,速度一致,保持涂层均匀,且每层喷涂时应待上层漆膜已干燥时进行。
[0048]
进一步地,所述步骤s6中面层一般喷涂1-2次,并应全部覆盖中间漆3,且涂料用量一般为0.5-0.8kg/m2。
[0049]
进一步地,所述运用结构包括如下步骤:
[0050]
首先将钢构件1放置在八抛头悬挂式抛丸机的内部,抛丸机的内部通常设有固定的抛丸室,被清理的钢构件1在抛丸室内回转或移动,抛丸室一般装有几个抛丸器,装在不同的位置上,从不同的方位抛射弹丸,以提高抛丸机的清理效率和清理质量;吊挂式抛丸机可根据被清理钢构件1的需要,在悬链上配置若干个吊钩,清理时钢构件1挂在吊钩上,在向前运行的同时自行翻转,钢构件1在抛丸室外装卸,在室内进行清理;
[0051]
然后使用鼓风机可对钢构件1表面进行吹灰处理,高压的风力会将附着在钢构件1表面的碎屑与灰尘进行清除,避免出现二次污染;
[0052]
继而再涂装底漆2,底漆2采用的是环氧富锌涂料,再将环氧富锌涂料加热至熔融状态,此时使用高压喷枪可将环氧富锌涂料喷射至钢构件1的表面,从而将环氧富锌涂料均匀喷涂3-4遍;再将底漆2进行干燥处理,并将底漆2表面进行清理、打磨,使得底漆2表面形成粗糙面,从而再将环氧云铁中间漆喷涂至底漆2表面;最后将中间漆3进行干燥处理,并将中间漆3表面进行清理、打磨,使得中间漆3表面形成粗糙面,再采用高压喷枪将不锈钢漆喷射在中间漆3表面,面漆4喷涂1-2次,保持其表面光滑。
[0053]
本申请的有益之处在于:本申请在钢构件的表面分别涂装有底漆、中间漆与面漆,在底漆与中间漆涂覆后均进行清理、打磨工艺,从而可增强底漆、中间漆与面漆之间的连接性,同时增强了钢构件表面的防锈、除锈能力。
[0054]
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1