一种精品花岗岩机制砂石骨料生产线及其工艺流程的制作方法
[0001]
本发明涉及一种机制砂石骨料生产线,进一步说,是涉及一种精品花岗岩机制砂石骨料生产线,更具体的说,是涉及一种智能环保型精品花岗岩机制砂石骨料生产线。
背景技术:
[0002]
在我国传统的机制砂石骨料生产线中,不论干法制砂还是湿法制砂,都存在很多问题:有的生产线根据不同原石材质,设备配置或工艺流程设计不合理,导致产品品质低下,表现为首先骨料粒型不够圆润,且其中针、片状含量>15%,导致骨料混凝和异性差;其次骨料级配不合理,细度模数、石粉含量不达标,含水率不可控,不仅满足不了商品混凝土的用砂要求,更满足不了更高标准的预拌砂浆用砂的要求;有的生产线环保不达标,干法制砂虽可以解决骨料高石粉含量问题,但生产过程中产生的大量粉尘对环境污染相当严重,湿法制砂,成品砂的产量低,需要设置较大容积料仓脱水,脱水周期长,石粉流失大,回收难,成品砂的石粉含量低,级配不合理,且生产废水对环境污染大,水处理费用高,难以实现资源循环利用;有的生产线生产工艺粗糙落后,自动化程度低,智能化更谈不上,导致产品产量不可控,生产不均衡,能耗高,效率低下。
技术实现要素:
[0003]
本发明的目的就是为了克服上述传统技术存在的不足而提供一种智能环保型精品花岗岩机制砂石骨料生产线。
[0004]
实现本发明目的而采用的技术方案,它是一种智能环保型精品花岗岩机制砂石骨料生产线,所述生产线包括原石料仓、棒条式振动给料机、鄂式破碎机、单向胶带输送机、圆振除泥筛、0-10mm泥料堆、转运货车、圆振预先筛、出料斗、悬吊式除铁器、缓冲料仓、电振动给料机、单缸液压圆锥破碎机、立轴冲击破整形机、多缸液压圆锥破碎机、双向胶带输送机、胶带秤、三轴椭圆水平振动粗骨料检查成品筛、4,75-11mm成品石料仓、11-26mm成品石料仓、圆振分级筛、立轴冲击破制砂机、三轴椭圆水平振动细骨料检查成品筛、0-4.75mm成品砂仓、空气筛选机、混料加湿器、袋式除尘器、0-0.074成品石粉仓、汽车电子衡、综合监视控制装置、集尘气管,其内容如下:
[0005]
1、所述生产线服务于一样板建筑工程,工程所需砂石料分级用量及总用量:
[0006][0007]
根据工程砂石用量需求,所述生产线特征在于,总处理能力确定为12.4万t/月,成品料生产能力为320t/h;
[0008]
根据成品料生产能力的要求,考虑到整个加工过程中的加工损耗、运输损耗、不均衡系数等综合因素,生产裕量系数取20%,所述生产线进一步特征在于,毛料处理能力为:320t/h
×
(1+20%)=384t/h,设计处理能力取400t/h;
[0009]
所述生产线进一步特征在于,加工原石的岩性为白色花岗岩,白色花岗岩平均抗压强度184-218mpa,硬度较高,磨蚀性较强,破碎难度较高;原石最大粒径750mm,与最小产品粒径之比较大;
[0010]
所述生产线进一步特征在于,所服务的工程对混凝土要求较高,产品不仅要满足商品混凝土的用砂要求,更要满足更高标准的预拌砂浆用砂的要求;
[0011]
2、所述生产线根据系统生产总量,生产强度,及不同时段需要的骨料级配有所变化的特点,考虑到所破碎的岩石为花岗岩的特性及原材料最大粒径与产品最小粒径之比较大,其特征在于,工艺流程设计以合理、可靠、环保、智能可调、保证产品质量为原则,将工艺流程设计为干法制砂,前端采用鄂式破碎机粗碎+除泥筛分+预先筛分+圆锥破碎机二段中碎+立轴冲击破碎机整形+粗骨料成品筛分的破碎筛分工艺;后端采用楼式制砂工艺;
[0012]
3、本发明进一步设置为:所述生产线遵守砂石骨料生产工艺设计中“多筛少破”的卓越理念,设除泥筛分、预筛分、分级筛分和粗、细骨料检查筛分四种筛分工序。
[0013]
通过采用上述技术方案,尽管除泥筛分、预先筛分、分级筛分会导致生产系统相对复杂一些,但筛分设备相对破碎设备价格更低,易损件成本也更低,可使项目的初期投资和后期运营更加经济;
[0014]
4、本发明进一步设置为:所述生产线的粗碎给料设备采用棒条式振动给料机,棒条式振动给料机采用变频控制,是适合中、小产量生产线粗碎给料的理想设备。
[0015]
通过采用上述技术方案,棒条式振动给料机在均匀给料的同时,通过调整其篦条间隙,可以进行出土操作,配合除泥筛,有效减少成品骨料中的泥土含量,控制亚甲蓝值,提高骨料品质;
[0016]
5、所述生产线在粗碎前设置除泥筛分,除泥筛分是干法精品骨料生产线必要的组成部分,在骨料矿山的前期剥离阶段,开采原材料中可能带有较多的泥土;有些骨料矿山的矿山岩层中也会夹杂有较多的泥土,在进入生产系统时需除泥筛分。即经棒条给料机筛出的小于棒条间隙物料进入除泥筛,由含泥量和泥块粒径来确定除泥筛的筛孔尺寸,筛上较干净的物料返回生产系统,晒下物抛废处理。
[0017]
通过采用上述技术方案,可除去开采原材料中可能带有的泥土,保证骨料的精品品质,可保证后续圆锥破碎机等设备的正常运行和产出效率;
[0018]
6、本发明进一步设置为:所述生产线根据产能特点,粗碎设备采用颚式破碎机。
[0019]
通过采用上述技术方案,颚式破碎机对物料具有较好的适应能力,因其挤压破碎的方式,相较而言其易损件具有更长的使用寿命,且在相同的处理量和进出料粒级相仿的条件下,颚式破碎机的装机功率更低,是十分理想的粗碎设备;
[0020]
7、本发明进一步设置为:所述生产线在中碎前设置预先筛分,当后段工艺采用先圆锥破碎机对物料中碎,后立轴冲击式破碎机整形全部粗骨料成品时,中碎前设置预先筛分具有合理性。
[0021]
通过采用上述技术方案,一通过预先筛分,使小于中碎排料粒度的物料提前筛离出来,而不进入中碎设备,避免过度粉碎;二通过预先筛分的筛网尺寸来控制给入中碎设备的物料量和给料力度,经优化配置后可以减小破碎设备的选型规格;
[0022]
8、本发明进一步设置为:所述生产线的中碎工艺流程采用单、多缸液压圆锥破碎机二段破碎,闭路循环。
[0023]
通过采用上述技术方案,因白色花岗岩原石硬度较高,磨蚀性较强,圆锥破碎机则对高硬度物料具有很好的适应性,且易损件使用寿命较长,是用于二段式中碎最合理的选择。单缸圆锥破碎机采用独立单作用缸,使设备性能发挥更稳定,上下双点支撑转动式主轴设计和优化的破碎腔型,使操作简单,调整灵活,产能效率更高,尤擅长于前段中碎;多缸圆锥破碎机采用固定主轴、多缸支撑设计和优化的破碎腔型,结合振动给料机的均匀给料,实现满仓给料和层压破碎,具有更高的破碎力和成品率,使得10-30mm的物料产品颗粒形状好,针片状含量低,10~25mm占比高,0~10mm占比低,对单缸圆锥破碎机产出物料具有整形功能,更适合后段中碎及中碎打回料;
[0024]
9、本发明进一步设置为:所述生产线于中碎后设置分级筛分,当工艺采用立轴破碎机整形全部粗骨料成品时,中碎后设置分级筛分具有合理性。
[0025]
通过采用上述技术方案,一通过分级筛分,使小于整形排料粒度的物料提前筛离出来,而不进入整形设备,避免过度粉碎;二通过分级筛分,可以筛出不合格粗骨料,通过循环打回料,完善中碎的效果,直至合格;三通过分级筛分的筛网尺寸来控制给入整形设备的物料量和给料力度,经优化配置后可以减小整形设备的选型规格;
[0026]
10、本发明进一步设置为:所述生产线于中碎后采用立轴冲击式破碎机整形全部粗骨料,立轴冲击式破碎机兼具破碎和整形的双重功能,其给料来源于预先筛分和分级筛分,物料经立轴冲击式破碎机破碎整形后,给入粗骨料成品检查筛,粗骨料成品检查筛与立轴冲击式破碎机构成闭路系统。立轴冲击式破碎机用于整形时转子转速通常在900——1300r/min之间,过高的转速会导致粗骨料成品比例降低,过低的转速将不能保证整形效果;溢瀑量大小需要在立轴破碎机的通过能力和整形效果之间来权衡确定;
[0027]
通过采用上述技术方案,一可保证粗骨料的粒型效果;二可调整粗骨料成品比例;
[0028]
11、本发明进一步设置为:所述生产线于粗骨料整形后设置粗骨料检查筛分,当产品中包含部分26-11mm中石、11-4.75mm小石,且后段工艺采用制砂楼制砂时,粗骨料整形后设置粗骨料检查筛分是必须的。
[0029]
通过采用上述技术方案,一筛分出26-11mm、11-4.75mm规格尺寸的中、小石产品;二通过粗骨料检查筛分,使小于整形排料粒度的物料提前筛离出来,而不进入整形设备,避免过度粉碎;三通过粗骨料检查筛分,可以筛出不合格的粗骨料,通过循环打回料,完善整形的效果和质量;四通过粗骨料检查筛分的筛网尺寸来控制给入整形设备的物料量和给料力度,经优化配置后可以减小整形设备的选型规格;
[0030]
12、本发明进一步设置为:所述生产线的粗骨料、细骨料成品检查筛分设备,均选择三轴椭圆水平振动筛。
[0031]
通过采用上述技术方案,三轴椭圆水平振动筛安装倾角为0
°
,因而具有更大的筛分面积,采用三轴同步联动的激振方式,因而具有更大的振幅且其振幅和频率可调,可保证更高的筛分效率,尤其适用于骨料的成品检查筛分;
[0032]
13、本发明进一步设置为:所述生产线在鄂式破碎机、圆锥破碎机、立轴冲击式整形机及制砂楼立轴冲击式制砂机前均设置缓冲料仓。
[0033]
通过采用上述技术方案,原石料仓配置可变频调速的棒条式给料机,一便于装载机或自卸车卸料,二可保证鄂式破碎机的连续稳定给料,料仓的有效容积应不低于卸料卡车的车斗容积,通常以卸料卡车车斗容积的1~1.5倍为宜,不宜过大,否则会导致棒条给料
机负荷过大而无法正常工作;圆锥破碎机和立轴冲击式破碎机前设置缓冲料仓并配置可变频调速的电振动给料机,可保证两种破碎设备的连续稳定给料,以利设备发挥理想性能,此缓冲料仓的容积无需过大,保证10min左右的缓冲给料时间即可;
[0034]
14、本发明进一步设置为:所述生产线的制砂设施采用整套封闭独立的楼式制砂系统,该系统一般分制砂、筛分、石粉分离、除尘四个部分,包括原料仓、制砂机、返料胶带机、上料胶带机、筛分机、过渡料仓、选粉机、脉冲布袋除尘器、商品出料口、粉料管、粉料卸料装置、散装机等装置。其作用一是分级选粉,将破碎产品中<2.36mm的物料筛选出来的同时进行石粉的分选和调控,通过解决此部分物料的分级筛选,提高产能,控制产品的细度模数和石粉含量;二是回笼破碎,调控>4.75mm和部分2.36mm~4.75mm的物料返回立轴冲击破碎机再次破碎,这是级配调整的一个核心环节。
[0035]
通过采用上述技术方案,楼式制砂系统拥有以下优点:精品的砂石品质;高效节能,生产能力大;适应性强,功能多样;生产过程,绿色环保;智能监控,自动运行,稳定可靠。
[0036]
(1)其精品的品质源自:首先成品粒型圆润,针片状含量≤5%,混凝和异性好,易泵送。制砂机独特的“石铁混打”结构及瀑布流给料系统,可以根据白色花岗岩的原料特性,调节瀑布流,叶轮转速等方式实现产品粒型有效控制,获得粒级分布和粒型更好的成品砂,适应性更强;其二高标准的细度模数:1.7~3.0可调,中砂级配接近中砂2区中间曲线(1,3,6,8,9),孔隙率小于40%;优异选粉设备使骨料中石粉控制技术实现成品砂含粉量5-15%无级可调,成品骨料的含粉量可控在5%-15%之间,使混凝土更密实;另外通过拌湿机,机制砂含水率3%-5%,保证机制砂在仓储、运输的过程中不离析,拌合混凝土时便于控制水灰比;
[0037]
(2)其高效节能,生产能力大的特点源自:单位能耗低,成品砂石综合平均能耗为3.93kw/t,远低于行业平均水平;入料粒径0~5mm连续级配,入料量超过350t/时,成品砂产能达350t/时以上,行业内同型号产品产能最大;制砂楼高速并行制砂工艺,制砂能力提升40%以上,实现了在不牺牲产能的情况下调整级配,解决了产量与级配相互制约的行业难题,同时优异的多级选粉工艺,石粉控制技术与行业其它风选系统相比,无需强制补风,同比节能20%以上;
[0038]
(3)其高适应性和多样化功能源自:设备较早采用变频技术,因此可根据白色花岗岩原料的特性,随机调整生产工艺,在达到优质、低耗、高效的生产目的的同时满足干混砂浆、商品混凝土、沥青混凝土、高性能混凝土等不同要求;
[0039]
(4)其生产过程,绿色环保源自:采用全封闭、多点风量、风压自调节负压集中收尘技术,筛分机、制砂机、输送机和选粉机等部件依靠袋式除尘系统动力装置强制性形成一个压力差,使被除尘处的压力低于大气压力,从而实现含粉尘的气体通过袋式除尘器除尘,袋式除尘器除尘效率高,有组织粉尘排放小于10mg/m3,可满足《gb16297-1996大气污染物综合排放标准》中二级地区的规定;
[0040]
(5)其运行的智能化、自动化源自:利用计算机网络、无线通信、空间定位、地理信息等技术手段为楼式制砂线提供远程故障诊断和工作状态监控服务,因而制砂线在智能监控下,能稳定可靠的自动运行。该监控系统具有如下几项功能,设备过载监测:制砂机、选粉机、筛分机、胶带提升机等大型设备电机电流实时监测,并绘制电流变化曲线,实现设备过载、堵料等设备异常工况判断;产量统计查询:原料量和成品产量实时存储利于产能分析,
设备工作时间全纪录,利于设备保养维护;视频监控精准还原:多通道视频监控录制,生产情景精准还原,远程生产监控,实现操作界面多点共享;全方位日志管理:软件所有操作都将被记录保存,便于日后进行操作追溯;跨产品协同控制:配套商混和干混,实现本地/远程可靠切换;
[0041]
15、本发明进一步设置为:所述生产线的各粒级骨料成品均采用胶带机定点堆料方式,骨料堆场按粒级分为3个区:26-11mm、11-4.75mm和4.75-0mm;骨料堆场为钢筋砼廊道结构形式,廊道下设振动给料机,通过胶带机向装车仓供料,并在26-11mm、11-4.75mm料石抛落处设置金属结构缓降装置;成品粗骨料采取装车仓装车,杜绝生产运行中发生飞石伤人,砸坏装载设备的安全隐患,降低系统生产运行管理费。
[0042]
通过采用上述技术方案,一避免各级骨料混杂;二实现26-11mm、11-4.75mm料石产品安全发货,杜绝生产运行中发生飞石伤人,砸坏装载设备的安全隐患,降低系统生产运行管理费;
[0043]
16、本发明进一步设置为:所述生产线除在制砂楼内,还于生产线前、中段设置二套布袋集中除尘装置,分别对生产线上另外设备扬尘点收尘。此外生产线在减少噪音的结构设计中,将料斗、溜槽等设计成“石打石”的形式,以减少“石打铁”金属敲击、磨损与噪音。实现厂界40米外噪声在65db以下,满足国家标准《gb12348-2008工业企业厂界环境噪声排放标准》要求。
[0044]
通过采用上述技术方案,全方位实现了生产线的绿色环保;
[0045]
17、本发明进一步设置为:所述生产线全线采用具备操作和调控手段的破碎筛分设备;全线配置高精度称量及智能胶带机输送系统。
[0046]
通过采用上述技术方案,所述生产线方便实现在线智能控制,可服从生产线总体运行需求,随机实时调配破碎比;可服从产能需求,实现生产线骨料产能计量及销售计量的实时精准控制;
[0047]
18、本发明进一步设置为:所述生产线综合利用计算机网络、无线通信、空间定位、地理信息等技术手段,将生产线各组成设备运行的监控、控制信息整合成一套智能化监视、控制系统。
[0048]
通过采用上述技术方案,可实现对砂石骨料生产线的动态管控,实现全生产流程的可控性和灵活性。
[0049]
由于上述技术方案的采用,本发明与现有传统技术相比具有以下优点;
[0050]
1、可保证成品骨料的高品质:一颗粒形状好,特别观感好,二级配良好、合理,特别对机制砂而言,不仅能满足商品混凝土用砂的要求,也能满足更高标准的预拌砂浆用砂的要求,预拌砂浆是未来的必然要求,未来几年将逐步取代现场搅拌
[0051]
2、生产过程,绿色环保。所述生产线采用全封闭、多点风量、风压自调节负压集中收尘技术等多项手段,实现对粉尘99.9%的去除;还通过对料斗、溜槽等“石打石”的设计,实现满足国家标准《gb12348-2008工业企业厂界环境噪声排放标准》的降噪要求;
[0052]
3、注重过程控制,实现了生产线运行的全自动化,实现了生产全流程的可控性和灵活性,生产均衡,质量稳定,能耗降低,效率提高。
附图说明
[0053]
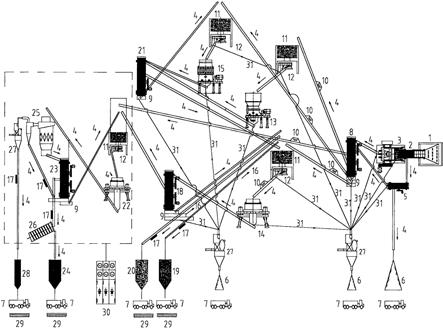
图1为本发明:一种精品花岗岩机制砂石骨料生产线的原理图;
[0054]
图中仅准确标示出所述生产线组成设备的种类及流程,用以说明所述生产线的流程原理,而不针对生产能力要求,标示所述生产线的设备数量,对所述生产线产量将不作说明;
[0055]
图中单向胶带输送机(4)、双向胶带输送机(16)侧边的箭头所指为物料输送的方向;集尘气管(31)上箭头所指为除尘系统从扬尘点所收集粉尘流入除尘器的方向;
[0056]
图中1、原石料仓,2、棒条式振动给料机,3、鄂式破碎机,4、单向胶带输送机,5、圆振除泥筛,6、0-10mm泥料堆,7、转运货车,8、圆振预先筛,9、出料斗,10、悬吊式除铁器,11、缓冲料仓,12、电振动给料机,13、单缸液压圆锥破碎机,14、立轴冲击破整形机,15、多缸液压圆锥破碎机,16、双向胶带输送机,17、胶带秤,18、三轴椭圆水平振动粗骨料检查成品筛,19、4,75-11mm成品石料仓,20、11-26mm成品石料仓,21、圆振分级筛,22、立轴冲击破制砂机,23、三轴椭圆水平振动细骨料检查成品筛,24、0-4.75mm成品砂仓,25、空气筛选机,26、混料加湿器,27、袋式除尘器,28、0-0.074成品石粉仓,29、汽车电子衡,30、综合监视控制装置,31、集尘气管
具体实施方式
[0057]
下面结合附图和实施例对本发明进行详细说明。
[0058]
图1中,原石料仓(1)的出料口与棒条式振动给料机(2)的进料端相接。棒条式振动给料机(2)的筛上料出料溜槽直接接入与鄂式破碎机(3)进料口,筛下料出料溜槽通过单向胶带输送机(4)的连通与圆振除泥筛(5)的进料端相接。圆振除泥筛(5)筛上料出料溜槽通过单向胶带输送机(4)的连通与圆振预先筛(8)的进料端相接,其筛下料出料溜槽通过单向胶带输送机(4)的连通与0-10mm泥料堆(6)相接,0-10mm泥料直接装转运货车(7)。鄂式破碎机(3)出料口通过单向胶带输送机(4)的连通与圆振预先筛(8)的进料端相接,圆振预先筛(8)的一层筛出料斗(9)通过单向胶带输送机(4)的连通与前段中碎缓冲料仓(11)相接,二层筛出料斗(9)通过单向皮带输送机(4)的连通与后段中碎缓冲料仓(11)相接,三层筛筛上料出料斗(9)通过单向胶带输送机(4)的连通与整形前用缓冲料仓(11)进料端相接,三层筛筛下料出料斗通过单向胶带输送机(4)的连通与制砂楼缓冲料仓(11)相接,另外,从圆振预先筛(8)向外输送物料的各单向胶带输送机(4)上均安装着悬吊式除铁器(10),生产线所有中转缓冲料仓(11)底部均安装着吊装式电振动给料机(12)。前段中碎缓冲料仓(11)下的电振动给料机(12)的出料口通过单向胶带输送机(4)的连通与单缸液压圆锥破碎机(13)的进料端相接,单缸液压圆锥破碎机(13)的出料端通过单向胶带输送机(4)的连通与圆振分级筛(21)的进料端相接。后段中碎缓冲料仓(11)下的电振动给料机(12)的出料口通过单向胶带输送机(4)的连通与多缸液压圆锥破碎机(15)的进料端相接,多缸液压圆锥破碎机(15)的出料端通过单向胶带输送机(4)的连通与圆振分级筛(21)的进料端相接。圆振分级筛(21)的筛上料出料斗(9)通过单向胶带输送机(4)的连通与后段中碎缓冲料仓(11)的进料口相接,筛下料出料斗(9)通过单向胶带输送机(4)的连通与整形前缓冲料仓(11)相接。整形前缓冲料仓(11)下的电振动给料机(12)的出料口通过单向胶带输送机(4)的连通与立轴冲击破整形机(14)的进料端相接,立轴冲击破整形机(14)的出料端通过单向胶带输送机
200mm由单向胶带输送机(4)送入圆振预先筛(8),重新返回生产线。鄂式破碎机排矿口为280mm,其破碎后物料,与从圆振除泥筛(5)返回的10-200mm物料一起进入圆振预先筛(8),圆振预先筛(8)一层筛网80mm,二层筛网40mm,三层筛网12mm,80mm以上部分物料由单向胶带输送机(4)送入一段中碎缓冲料仓(11),由悬挂于该仓底部的电振动给料机(12)均匀给料,由单向胶带输送机(4)送入单缸液压圆锥破碎机(13)进行一段中碎;40-80mm部分物料由单向胶带输送机(4)送入二段中碎缓冲料仓(11),由悬挂于该仓底部的电振动给料机(12)均匀给料,由单向胶带输送机(4)送入多缸液压圆锥破碎机(15)进行二段中碎;12-40mm部分物料由单向胶带输送机(4)送入整形缓冲料仓(11),由悬挂于该仓底部的电振动给料机(12)均匀给料,由单向胶带输送机(4)送入立轴冲击破整形机(14)进行破碎兼整形,0-12mm部分物料由单向胶带输送机(4)送入制砂楼内缓冲料仓(11),进行制砂,其中,从圆振预先筛(8)向外输送物料的各单向胶带输送机(4)上安装的悬吊式除铁器(10)负责除去物料中的坚硬铁器。单缸液压圆锥破碎机(13)和多缸液压圆锥破碎机(15)破碎后物料由单向胶带输送机(4)一起送入圆振分级筛(21),圆振分级筛(21)一层筛网80mm,起缓冲保护作用,二层筛网40mm,40mm以上部分物料由出料斗(9)返回至二段中碎缓冲料仓(11),进入多缸液压圆锥破碎机(15)重新破碎,形成闭路循环;0-40mm部分物料与来自圆振预先筛(8)的0-40mm部分物料由单向胶带输送机(4)一起送入整形缓冲料仓(11),由悬挂于该仓底部的电振动给料机(12)均匀给料,由单向胶带输送机(4)送入立轴冲击破整形机(14)进行破碎兼整形。立轴冲击破整形机(14)破碎后的物料进入三轴椭圆水平振动粗骨料检查成品筛(18),该筛一层筛网26mm,二层筛网11mm,三层筛网4.75mm,26mm以上部分物料由单向胶带输送机(4)送回整形缓冲料仓(11),进入立轴冲击破整形机(14)重新破碎,形成闭路循环;11-26mm部分物料由双向胶带输送机(16)以正向运转方式,送入11-26mm成品石料仓(20),装转运货车(7)发货,由汽车电子衡(29)对成品发货量计量,由胶带秤(17)控制11-26mm成品石料生产量,多余的11-26mm成品石料由双向胶带输送机(16)以反向运转方式,返回整形缓冲料仓(11),转去制砂;4.75-11mm部分物料由双向胶带输送机(16)以正向运转方式,送入4,75-11mm成品石料仓(19),装转运货车(7)发货,由汽车电子衡(29)对成品发货量计量,由胶带秤(17)控制4,75-11mm成品石料生产量,多余的4,75-11mm成品石料由双向胶带输送机(16)以反向运转方式,返回整形缓冲料仓(11),转去制砂;0-4.74mm部分物料与来自圆振预先筛(8)的0-12mm部分物料由单向胶带输送机(4)一起送入制砂楼缓冲料仓(11),进行制砂。
[0064]
制砂楼缓冲料仓(11)内的物料由悬挂于该仓底部的电振动给料机(12)均匀给料,由单向胶带输送机(4)送入立轴冲击破制砂机(22)制砂,经立轴冲击破制砂机(22)破碎后的物料由单向胶带输送机(4)送入空气筛选机(25)。由空气筛选机(25)筛下的粗物料由单向胶带输送机(4)送入三轴椭圆水平振动细骨料检查成品筛(23),该筛一层筛网4.75mm,4.75以上部分物料由单向胶带输送机(4)送回制砂楼缓冲料仓(11),进入立轴冲击破制砂机(22)重新破碎,形成闭路循环;二层筛网2.36mm,二层筛上、下筛出的2.36-4.75mm、0-2.36mm部分物料由单向胶带输送机(4)送入混料加湿器(26);由空气筛选机(25)旋风器筛出的0-0.074石粉通过密闭管路进入袋式除尘器(27),袋式除尘器(27)将石粉收集到0-0.074成品石粉仓(28);由空气筛选机(25)旋风器筛出的0.074以上石粉与三轴椭圆水平振动细骨料检查成品筛(23)筛下的2.36-4.75mm、0-2.36mm部分物料一起由送入混料加湿器
(26)。制砂楼制砂主机的“石铁混打”结构及瀑布流给料系统,可以根据产品的产能调整要求,调节瀑布流,叶轮转速等方式实现产品粒型、粒级分布、细度模数的有效控制。制砂楼的拌湿机,可调整机制砂含水率3%-5%,保证机制砂在仓储、运输的过程中不离析,拌合混凝土时便于控制水灰比。用于成品输送的各单向胶带输送机(4)上的胶带秤(17)可对0-0.074石粉、0-4.75机制砂等成品生产量精确计量,汽车电子衡(29)可对0-0.074石粉、0-4.75机制砂成品发货量精确计量。
[0065]
在生产线所有破碎机、筛分机、给料机进(落)料点、输送机转运点均设置收尘罩。运行除尘装置,使各扬尘点处形成负压,将含尘气体吸入收尘罩,经集尘气管(31)输送进入除尘器(27),经除尘器(27)净化后排入大气,可达到清除生产线粉尘的目的;生产线料斗、漏斗、给料箱、分料盘、溜槽等均设计制作成“石打石”的形式,以减少“石打铁”金属敲击、磨损与噪音。
[0066]
生产线全线采用具备操作和调控手段的破碎筛分设备,全线配置高精度称量及智能胶带机输送系统,综合监视控制装置(30)利用计算机网络、无线通信技术、空间定位技术、地理信息等技术将生产线所有设备连接成一个整体监控及控制网络,实现对砂石骨料生产线的动态管控,实现生产线全生产流程的可控性和灵活性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1