一种复合绝缘型超声波振子的制作方法
1.本实用新型涉及一种超声波振子,具体说是一种复合绝缘型超声波振子,属于超声波设备技术领域。
背景技术:
2.超声波技术在国内发展迅速,特别是超声波洗碗机及其他清洗器装置应用十分广泛。超声波振子也称超声波振动转换器,公告号为cn203991230u的专利公开了一种超声波振子结构,包括超声波振子、起扩散超声波用的金属盘盖、金属安装环、绝缘圈及绝缘片;所述绝缘圈设置在金属安装环内,所述金属安装环固定安装在金属盘盖内侧的中部,所述超声波振子的上端挂接在金属安装环上,绝缘圈位于超声波振子的侧壁与金属安装环之间;所述绝缘片位于超声波振子的上端面与金属盘盖的内侧之间,绝缘片的硬度大于或等于超声波振子的硬度,由于所述的绝缘片是陶瓷材料制成,虽然硬度大,但是质地脆弱,在烧制制成后极容易变形不能保证其平整度,而将其紧固安装时十分容易被挤裂挤碎,质量达不到要求,由于上述结构与其他装置配合时不便于安装,因此现今已经不采用了。
3.现有的超声波振子均采用如图1所示的结构,包括安装在振子螺丝杆11上的金属体上体2、金属体下体9,所述金属体下体9与金属体上体2之间从下到上依次设有金属外引线片负端a8、下压电陶瓷体7、金属外引线片正端6、上压电陶瓷体5、金属外引线片负端b3,所述上压电陶瓷体5、下压电陶瓷体7的上下表面均设有金属镀膜4,所述金属体下体9下端的振子螺丝杆11上安装有螺帽10,所述金属外引线片负端a8与金属外引线片负端b3并联后与金属外引线片正端6之间安装有超声波发生器,由图1可以看出金属外引线片负端a8与金属体下体9连通,金属外引线片负端b3与金属体上体2连通,也就是说是负端与所有的金属体包括整机装置的外体是相通的(负端接地)。虽然超声波发生器的输出端是12v及24v属于安全电压,但是整机装置在使用时有漏电现象,分析原因是:一:与市电隔离不好,耐压不够标准;二:超声波发生器输出端存在瞬间高压脉冲现象。
4.为了改变上述漏电现象,提高超声波装置的安全性。常规技术的处理方法是:在超声波振子的金属外引线与金属体之间采用软质圈形绝缘材料进行隔离处理,如橡胶圈。由于软质材料刚性不够,使超声波振子的振动能量输出受到很大影响,若采用硬质绝缘材料时如:陶瓷片等在组装制作超声波振子时,陶瓷体因质地脆弱极易容易被挤裂、挤碎,从而达不到绝缘和产品质量要求。
技术实现要素:
5.本实用新型的目的在于解决现有技术中超声波振子绝缘效果差的不足,提供一种绝缘效果好且产品质量高的复合绝缘型超声波振子及由其组成的装置。
6.本实用新型的复合绝缘型超声波振子是通过以下技术方案实现的:
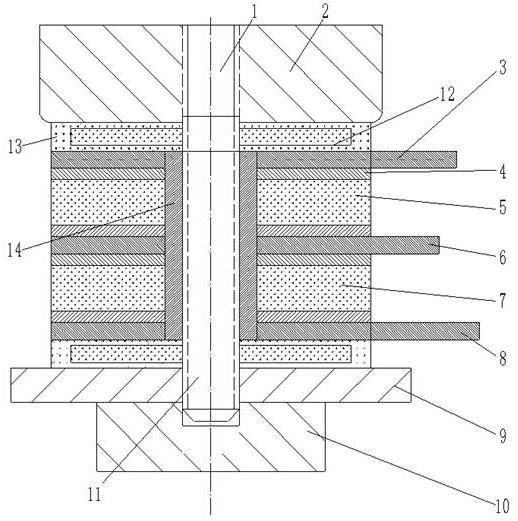
7.一种复合绝缘型超声波振子,包括振子螺丝杆11,所述振子螺丝杆11上套设有金属体上体2和金属体下体9,所述金属体上体2与金属体下体9之间从上到下依次设有金属外
引线片负端a3、上压电陶瓷体5、金属外引线片正端6、下压电陶瓷体7、金属外引线片负端b8,所述上压电陶瓷体5、下压电陶瓷体7的上下表面均设有金属镀膜4,其特殊之处在于:所述金属体上体2与金属外引线片负端a3、金属体下体9与金属外引线片正端6之间的振子螺丝杆11上均套设有绝缘陶瓷片12,所述绝缘陶瓷片12的上下面及远离振子螺丝杆11的外侧面均包覆有胶13,所述金属外引线片负端a3与金属外引线片负端b8之间的振子螺丝杆11外侧套设有绝缘套管14,所述振子螺丝杆11安装在金属体上体2中部的螺孔1的下方,螺孔1的上方空置;
8.一种复合绝缘型超声波振子,包括振子螺丝杆11,所述振子螺丝杆11上套设有金属体上体2和金属体下体9,所述金属体上体2与金属体下体9之间从上到下依次设有金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6,所述上压电陶瓷体5的上下表面均设有金属镀膜4,其特殊之处在于:所述金属体上体2与金属外引线片负端a3、金属体下体9与金属外引线片正端6之间的振子螺丝杆11上均套设有绝缘陶瓷片12,所述绝缘陶瓷片12的上下面及远离振子螺丝杆11的外侧面均包覆有胶13,所述金属外引线片负端a3与金属外引线片正端6之间的振子螺丝杆11外侧套设有绝缘套管14
9.所述振子螺丝杆11安装在金属体上体2中部的螺孔1的下方,螺孔1的上方空置;
10.优选的,所述金属体下体9的孔为螺孔,所述振子螺丝杆11完全安装在金属体下体9中;
11.优选的,所述金属体下体9的孔为通孔,所述振子螺丝杆11伸出金属体下体9,其末端安装有螺帽10;
12.优选的,所述绝缘陶瓷片12的厚度为1.5
‑
4mm;
13.优选的,所述上压电陶瓷体5、下压电陶瓷体7的直径相同,比绝缘陶瓷片12的直径大2
‑
3mm;
14.优选的,所述绝缘陶瓷片12远离振子螺丝杆11的外侧面的胶13厚度为2
‑
3mm;
15.本实用新型的复合绝缘型超声波振子,由于胶的存在,绝缘陶瓷片在紧固时其受力点得到均化处理,即使绝缘陶瓷片有细微变形,在其表面凹下去的地方,胶能迅速的充填至开裂的缝隙中,将绝缘陶瓷片黏住,不会造成绝缘陶瓷片破碎;胶受挤压后在绝缘陶瓷片表面凸出的地方形成具有微米级厚度的胶膜,因而超声波振子组装后,其刚性几乎没有变化。
16.对于超声波设备来说可以减少生产成本。具体地说,对于超声波发生器可以不用大型变压器与市电进行隔离技术,即可生产大功率、安全性好的超声波装置。
附图说明
17.图1:现有技术超声波振子的结构示意图;
18.图2:实施例1的结构示意图;
19.图3:实施例2的应用示意图;
20.图4:实施例3的结构示意图;
21.图中:1、螺孔,2、金属体上体,3、金属外引线片负端a,4、金属镀膜,5、上压电陶瓷体, 6、金属外引线片正端, 7、下压电陶瓷体, 8、金属外引线片负端b,9、金属体下体,10、螺帽,11、振子螺丝杆, 12、绝缘陶瓷片, 13、胶,14、绝缘套管, 15、振动板,16、容器。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.实施例1。如图2所示的一种复合绝缘型超声波振子,包括振子螺丝杆11,所述振子螺丝杆11上套设有金属体上体2和金属体下体9,金属体上体2和金属体下体9的中部均设有螺孔,金属体上体1的螺孔1为通孔,振子螺丝杆11通过螺纹配合安装在金属体上体1的螺孔1的下方,螺孔1的上方空置,便于安装其他设备;
24.所述金属体上体2与金属体下体9之间从上到下依次设有金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6、下压电陶瓷体7、金属外引线片负端b8,所述上压电陶瓷体5、下压电陶瓷体7的上下表面均设有金属镀膜4,所述金属体上体2与金属外引线片负端a3、金属体下体9与金属外引线片正端6之间的振子螺丝杆11上均套设有绝缘陶瓷片12,所述绝缘陶瓷片12的上下面及远离振子螺丝杆11的外侧面均包覆有胶13,所述金属外引线片负端a3与金属外引线片负端b8之间的振子螺丝杆11外侧套设有绝缘套管14,所述金属体下体9中部的孔为通孔,振子螺丝杆11伸出通孔,其末端安装有螺帽10,所述绝缘陶瓷片12的厚度为1.5mm,所述上压电陶瓷体5、下压电陶瓷体7的直径相同,比绝缘陶瓷片12的直径大2mm,所述绝缘陶瓷片12远离振子螺丝杆11的外侧面的胶13厚度为2mm。
25.上述复合绝缘型超声波振子的加工方法,将振子螺丝杆11安装在金属体上体2中部的螺孔1中,将绝缘套管14套入在振子螺丝杆11上,在绝缘陶瓷片12两个面上加入少量的胶13,将第一片绝缘陶瓷片12套入在振子螺丝杆11上,其次在振子螺丝杆11上依次套入金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6或金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6、下压电陶瓷体7、金属外阴线片负端b8,然后将第二片绝缘陶瓷片12套入振子螺丝杆11上,将振子螺丝杆11伸出金属体下体9中部的通孔,用螺帽10紧固,在紧固的过程中,胶13被挤压在绝缘陶瓷片12的周边,将其抹平,固化成形。
26.实施例2。如图3所示的一种复合绝缘型超声波振子,包括振子螺丝杆11,所述振子螺丝杆11上套设有金属体上体2和金属体下体9,金属体上体2和金属体下体9的中部均设有螺孔,金属体上体1的螺孔1为通孔,振子螺丝杆11通过螺纹配合安装在金属体上体1的螺孔1的下方,螺孔1的上方空置,便于安装其他设备;
27.所述金属体上体2与金属体下体9之间从上到下依次设有金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6、下压电陶瓷体7、金属外引线片负端b8,所述上压电陶瓷体5、下压电陶瓷体7的上下表面均设有金属镀膜4,所述金属体上体2与金属外引线片负端a3、金属体下体9与金属外引线片正端6之间的振子螺丝杆11上均套设有绝缘陶瓷片12,所述绝缘陶瓷片12的上下面及远离振子螺丝杆11的外侧面均包覆有胶13,所述金属外引线片负端a3与金属外引线片负端b8之间的振子螺丝杆11外侧套设有绝缘套管14,所述金属体下体9中部的孔为螺孔,振子螺丝杆11安装在螺孔中,但并没有伸出螺孔,所述绝缘陶瓷片12的厚度为2mm,所述上压电陶瓷体5、下压电陶瓷体7的直径相同,比绝缘陶瓷片12的直径大3mm,所述绝缘陶瓷片12远离振子螺丝杆11的外侧面的胶13厚度为3mm。
28.上述复合绝缘型超声波振子的加工方法,将振子螺丝杆11安装在金属体上体2中
部的螺孔1中,将绝缘套管14套入在振子螺丝杆11上,在绝缘陶瓷片12两个面上加入少量的胶13,将第一片绝缘陶瓷片12套入在振子螺丝杆11上,其次在振子螺丝杆11上依次套入金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6或金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6、下压电陶瓷体7、金属外阴线片负端b8,然后将第二片绝缘陶瓷片12套入振子螺丝杆11上,将振子螺丝杆11安装在金属体下体9中部的螺孔中,在上述安装过程中,胶13被挤压在绝缘陶瓷片12的周边,将其抹平,固化成形。
29.实施例3。如图4所示的一种复合绝缘型超声波振子,包括振子螺丝杆11,所述振子螺丝杆11上套设有金属体上体2和金属体下体9,所述金属体上体2与金属体下体9之间从上到下依次设有金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6,所述上压电陶瓷体5的上下表面均设有金属镀膜4,所述金属体上体2与金属外引线片负端a3、金属体下体9与金属外引线片正端6之间的振子螺丝杆11上均套设有绝缘陶瓷片12,所述绝缘陶瓷片12的上下面及远离振子螺丝杆11的外侧面均包覆有胶13,所述金属外引线片负端a3与金属外引线片正端6之间的振子螺丝杆11外侧套设有绝缘套管14,所述振子螺丝杆11安装在金属体上体2中部的螺孔1的下方,螺孔1的上方空置,所述金属体下体9的孔为通孔,所述振子螺丝杆11伸出金属体下体9,其末端安装有螺帽10,所述绝缘陶瓷片12的厚度为1.8mm,所述上压电陶瓷体5、下压电陶瓷体7的直径相同,比绝缘陶瓷片12的直径大2.5mm,所述绝缘陶瓷片12远离振子螺丝杆11的外侧面的胶13厚度为2.5mm。
30.一种复合绝缘型超声波振子的加工方法,将振子螺丝杆11安装在金属体上体2中部的螺孔1中,将绝缘套管14套入在振子螺丝杆11上,在绝缘陶瓷片12两个面上加入少量的胶13,将第一片绝缘陶瓷片12套入在振子螺丝杆11上,其次在振子螺丝杆11上依次套入金属外引线片负端a3、上压电陶瓷体5、金属外引线片正端6,然后将第二片绝缘陶瓷片12套入振子螺丝杆11上,将振子螺丝杆11伸出金属体下体9中部的通孔,用螺帽10紧固,在紧固的过程中,胶13被挤压在绝缘陶瓷片12的周边,将其抹平,固化成形。
31.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1